
When our facility scales up production for , we frequently face the challenge of long cycle times and severe tool wear. Relying solely on standard vertical setups can cause major bottlenecks when delivering thousands of precision parts. By utilizing advanced , we solve these production hurdles and deliver high-quality components efficiently.
The primary advantages of horizontal milling include superior gravity-assisted chip evacuation, continuous multi-sided machining with rotary tombstones, uninterrupted spindle time via automatic pallet changers, and extreme rigidity for heavy cuts on complex metal castings.
Let's explore exactly how this engineering setup transforms metal cutting and boosts production efficiency.
How Does Gravity-Assisted Chip Evacuation Improve Horizontal Milling?

During our daily operations machining hard materials, trapped often cause intense heat buildup and ruin the final surface. This forces frequent machine stops and increases tooling costs. By orienting the spindle parallel to the floor, we eliminate this issue entirely and keep our production running smoothly.
Gravity-assisted chip evacuation improves horizontal milling by allowing metal chips to naturally fall away from the cutting zone into a conveyor. This prevents the cutter from re-cutting its own chips, significantly reducing heat, preserving tool life, and ensuring exceptional surface finishes.

The physics of cutting metal generate massive amounts of debris and heat. On a standard vertical machine, cutting deep pockets means the metal chips sit inside the hole. The cutter then ends up "re-cutting" its own chips. This unwanted friction creates massive heat, ruins the surface finish, and frequently breaks tools. Conversely, a Horizontal Machining Center (HMC) makes gravity your friend. As the horizontal spindle cuts into the vertical face of the part, the chips simply fall down into the conveyor below.
The Impact on Tool Life and Material
When we machine hard materials like or Duplex 2205, managing tool wear is a critical cost factor. Because the chips fall away rather than pooling inside the pocket, the cutting tool does not drag hardened steel chips across the freshly cut surface. This results in a cleaner, smoother finish. It also means tool life increases by up to 30%. We can run our machines faster and longer without replacing expensive .
| Feature | Vertical Machining Center (VMC) | Horizontal Machining Center (HMC) |
|---|---|---|
| Spindle Orientation | Vertical | Horizontal (parallel to the floor) |
| Chip Location | Chips sit inside the hole | Chips fall down into the conveyor |
| Tool Wear | High risk of breaking tools due to re-cutting | Tool life increases by up to 30% |
| Surface Quality | Ruined surface finish from trapped chips | Exceptional surface finishes |
By avoiding the recutting of chips, the to the cutting tool is minimized. In our machining facility, we notice a stark difference when profiling deep cavities. While a VMC struggles with chip recutting, an HMC easily clears the material. Does horizontal milling improve surface finish? Yes. This efficiency allows us to maintain tight tolerances across large batches of industrial components without constantly pausing to manually blow out chips with compressed air.
What Is Done-in-One Multi-Sided Machining?
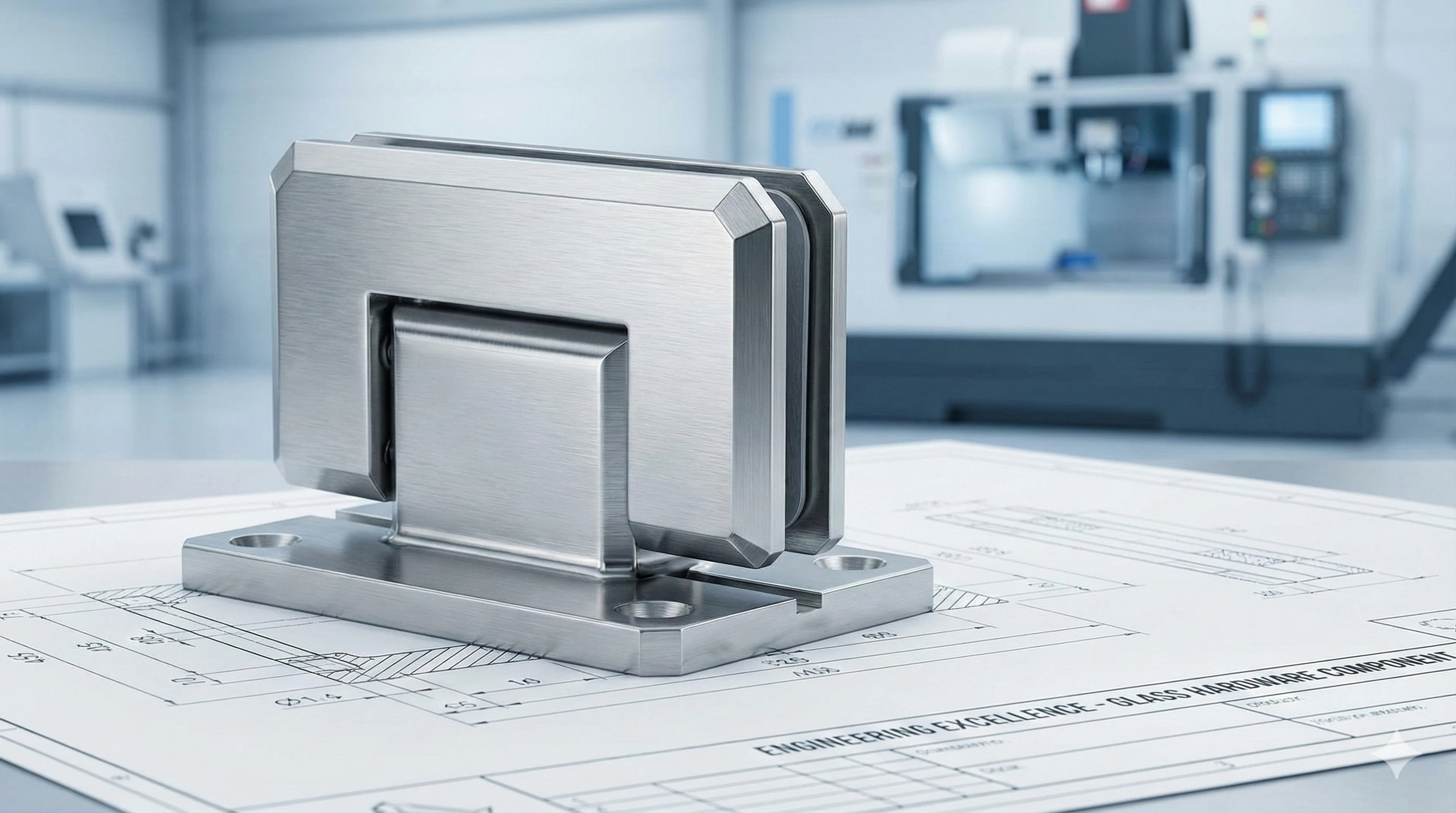
When our engineers design workflows for multi-sided components, manually repositioning parts introduces severe alignment risks and slows down delivery. Every time a human touches the part to flip it, can occur. We utilize advanced rotary fixtures to machine all necessary angles in a single setup, guaranteeing flawless concentricity.
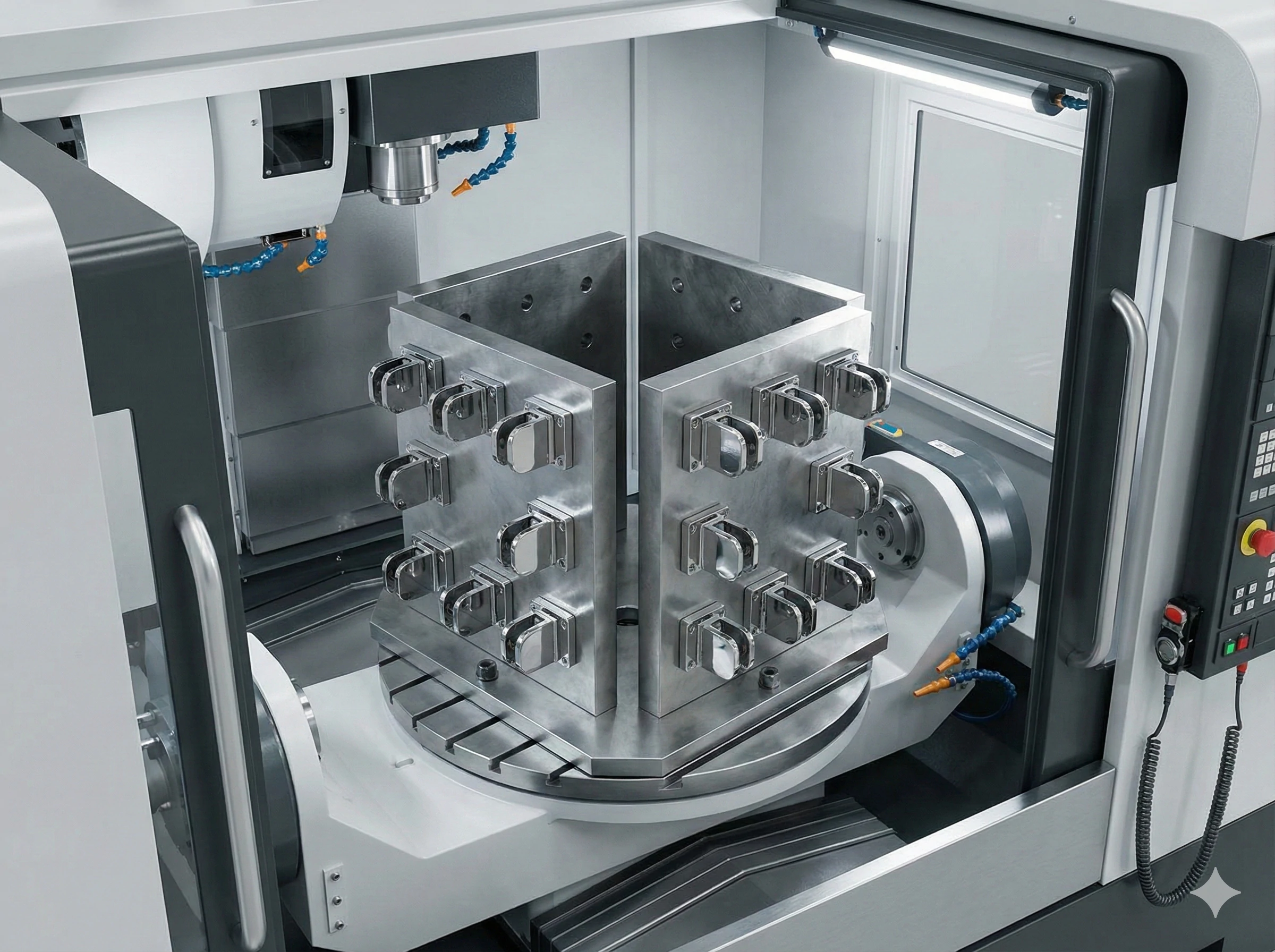
Done-in-one multi-sided machining uses a rotary table and a tombstone fixture to clamp a part once. The machine automatically rotates the tombstone to access multiple sides, eliminating manual repositioning, preventing stack-up tolerance errors, and ensuring perfect concentricity.
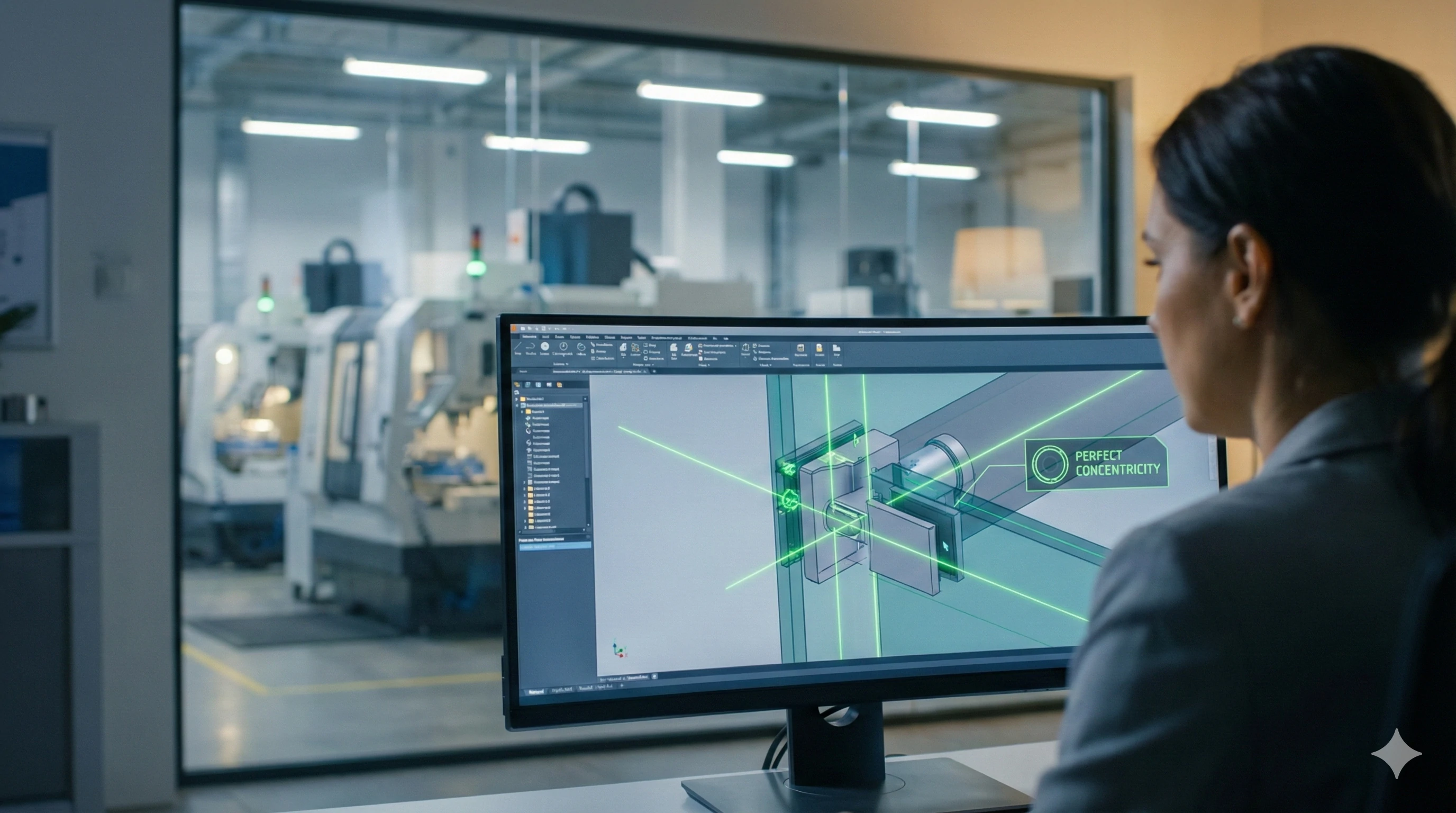
To machine four sides of a square block on a vertical mill, the operator must unclamp, flip, and re-clamp the part four separate times. Every time a human touches the part, you risk misalignment, which is known as stack-up tolerance error. Eliminating this risk is the biggest selling point for our B2B clients who demand absolute precision.
The Power of the Tombstone Fixture
HMCs solve this alignment problem completely by using a 4th-axis and a "Tombstone" fixture. You clamp the part once, and the machine rotates the tombstone to access three or four sides of the part automatically. This "Done-in-One" approach is a highly recognized industry term that immediately communicates efficiency and precision to engineers. If we are machining a Cast Valve Body, the inlet and outlet flanges will be perfectly parallel because they were cut in the exact same setup.
| Machining Process | Clamping Frequency | Risk of Human Error | Resulting Alignment |
|---|---|---|---|
| VMC Processing | Unclamp, flip, and re-clamp 4 times | High risk of stack-up tolerance error | Potential misalignment |
| HMC Processing | Clamp the part once | Eliminated (automated rotation) | Perfect concentricity and alignment |
For complex projects, ensuring that all geometric features relate perfectly to one another is paramount. What types of parts are best suited for an HMC? Boxy, multi-sided parts are ideal. Common examples include engine blocks, transmission cases, aerospace brackets, pump housings, and industrial valve bodies. If the part requires drilling or milling on more than two sides, an HMC is usually the right choice. By securing dozens of raw castings onto a custom HMC Tombstone, we achieve mass-production efficiency and eliminate the handling time that plagues traditional machining methods.
How Do Automatic Pallet Changers Provide Uninterrupted Spindle Time?

Walking across our production floor, we know that an idle spindle means lost time and delayed shipments to our partners. On a standard machine, loading raw materials forces the equipment to pause entirely. To counter this bottleneck, we integrate automatic pallet changing systems that allow us to prepare the next batch while the current one is still being cut.
Automatic pallet changers provide uninterrupted spindle time by allowing an operator to safely unload finished components and load raw castings onto a secondary pallet outside the machine, while the primary pallet is actively being machined inside the enclosure.

The bottleneck of traditional manufacturing is machine downtime. On a standard machine, when the operator is loading raw material, the machine is paused. During this setup period, it makes zero money and produces zero parts. This inefficiency drastically increases the total project time and the final cost per unit.
Maximizing Throughput with Dual Pallets
Most HMCs come standard with an Automatic Pallet Changer (APC). The workflow is remarkably efficient: the machine cuts parts on "Pallet A" inside the enclosure. Meanwhile, the operator is outside the machine, safely unloading finished parts and loading raw castings onto "Pallet B". When Pallet A is done, they swap in seconds. This continuous operation delivers maximum throughput and lower per-unit cost on high-volume runs.
| Machine Setup | Operator Loading Action | Spindle Status During Load | Production Throughput |
|---|---|---|---|
| Standard Machine | Loads inside the machine | Paused / Zero parts produced | Lower efficiency |
| HMC with Pallet Changer | Loads outside on Pallet B | Actively cutting on Pallet A | Maximum throughput |
Is horizontal milling faster than vertical milling? For a single, simple, flat part, they are roughly the same speed. However, for a production run of 500 complex parts, an HMC is significantly faster. The combination of pallet changers, which create zero load-time delays, and tombstone fixturing, which enables machining multiple parts per cycle, drastically reduces the total project time. In our facility, keeping the spindle turning continuously allows us to pass these labor savings directly to our OEM clients.
Why Is Extreme Rigidity Crucial for Heavy Cuts?

When we process massive industrial castings, aggressive cutting forces can cause severe vibration and tool chatter, leading to defective products. Standard vertical mills often lack the structural mass required to absorb these intense forces. We rely on the heavy-duty architecture of horizontal machines to power through thick metal safely and precisely, ensuring top-tier durability.
Extreme rigidity is crucial because it allows the machine to safely absorb severe vibrations during aggressive cutting. Horizontal machining centers utilize massive cast-iron beds and thick linear guides, enabling them to take much deeper, heavier cuts without chattering.

High-volume production of industrial hardware requires equipment that can withstand immense physical stress. HMCs are built with massive, heavy cast-iron beds designed specifically to absorb vibration. Furthermore, the spindle head is usually supported on heavy box ways or thick . This robust construction is a stark contrast to lighter vertical setups.
Hogging Out Material Safely
The capability of an HMC far exceeds standard milling equipment. They can take much deeper, more aggressive cuts than a standard VMC without chattering. This extreme rigidity is perfect for "hogging out" large amounts of material from heavy Pump Impellers or large industrial hardware. When we receive at our machine shop, they already arrive at "Near-Net-Shape". This means only the critical sealing faces and threads need machining.
| Feature | HMC Construction | Machining Capability |
|---|---|---|
| Machine Bed | Massive, heavy cast-iron beds | Absorbs vibration during heavy operations |
| Spindle Support | Heavy box ways or thick linear guides | Prevents chatter during aggressive cuts |
| Material Removal | Stable cutting environment | Perfect for hogging out material |
While a VMC struggles with vibration during heavy material removal, an HMC powers through the toughest alloys with ease. Maintaining a rigid cutting environment ensures that the dimensional accuracy of large components remains flawless. Our operators can push the tooling to its optimal limits, reducing cycle times without compromising the structural integrity of the final product. The heavy cast-iron foundation acts as a dampener, guaranteeing that every cut on a pump housing or valve body meets exact engineering specifications.
Conclusion
Horizontal milling offers better chip control, multi-sided access, and continuous operation. While the machines are expensive, the resulting drop in cycle times and human error makes them invaluable for complex part production. By mounting dozens of raw castings onto a custom HMC Tombstone, we achieve mass-production efficiency. We pass these labor savings directly to our OEM clients, delivering ready-to-assemble components at a highly competitive price.
Do you have a complex, multi-sided casting that needs precision machining at scale? Our CNC department utilizes advanced Horizontal Machining to deliver flawless components. Submit your CAD files for a CNC machining quote.
Footnotes
1. Explore the fundamentals of shaping and forming metals in industrial manufacturing.
2. Learn about the evolution and capabilities of modern automated machine tools.
3. Understand how swarf generation impacts machining efficiency and tool preservation.
4. Review the properties and common applications of marine-grade stainless steel alloys.
5. Discover the different types of milling cutters used in industrial applications.
6. Read about how rapid temperature changes cause structural stress in solid materials.
7. Dive into the methods of analyzing variations in mechanical part assemblies.
8. Examine how precision work positioning devices enhance metalworking accuracy.
9. Understand the mechanics of bearings designed to provide free motion in one direction.






