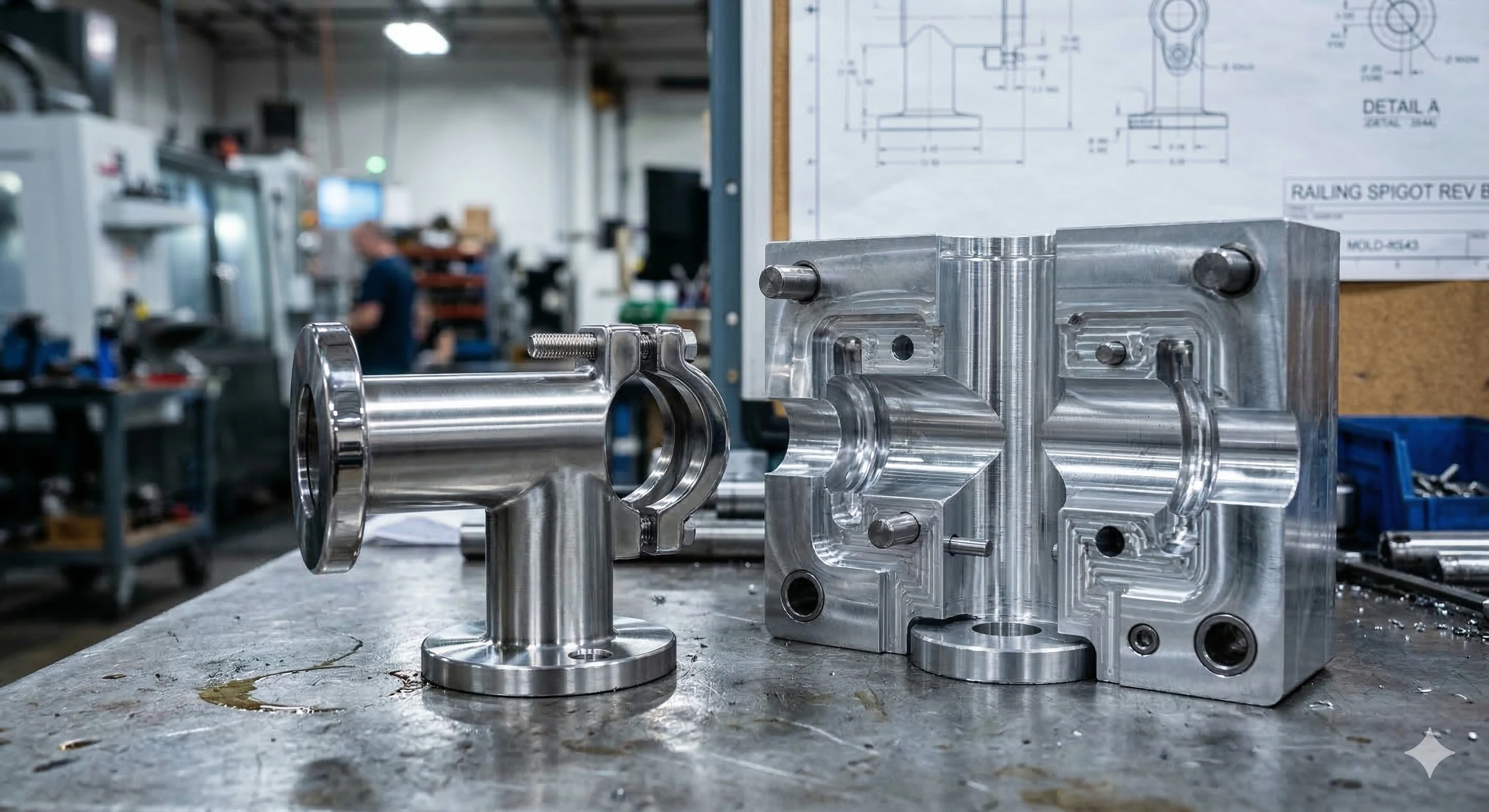
Whether it’s a daily plastic bottle or a heavy-duty stainless steel glass spigot for industrial applications, every starts with the same core carrier: a mould (mold). As the "master negative" of manufacturing, a mould is a hollowed metal block into which liquid raw materials are injected or poured; once the liquid solidifies upon cooling, it takes on the exact shape of the mould’s cavity. This guide breaks down the fundamental structure, mainstream types, and core design principles of industrial moulds, with a focus on the aluminum tooling central to . It equips you with essential mould knowledge and explains why precision mould-making is the most critical step in OEM manufacturing.
1. The Basic Anatomy of a Mould: Core Terminology Every Buyer Must Know
While the structure of an industrial mould may seem complex, it is composed of several key components. Mastering these basic terms is the prerequisite for understanding mould processing, communicating efficiently with engineers, and judging mould quality.
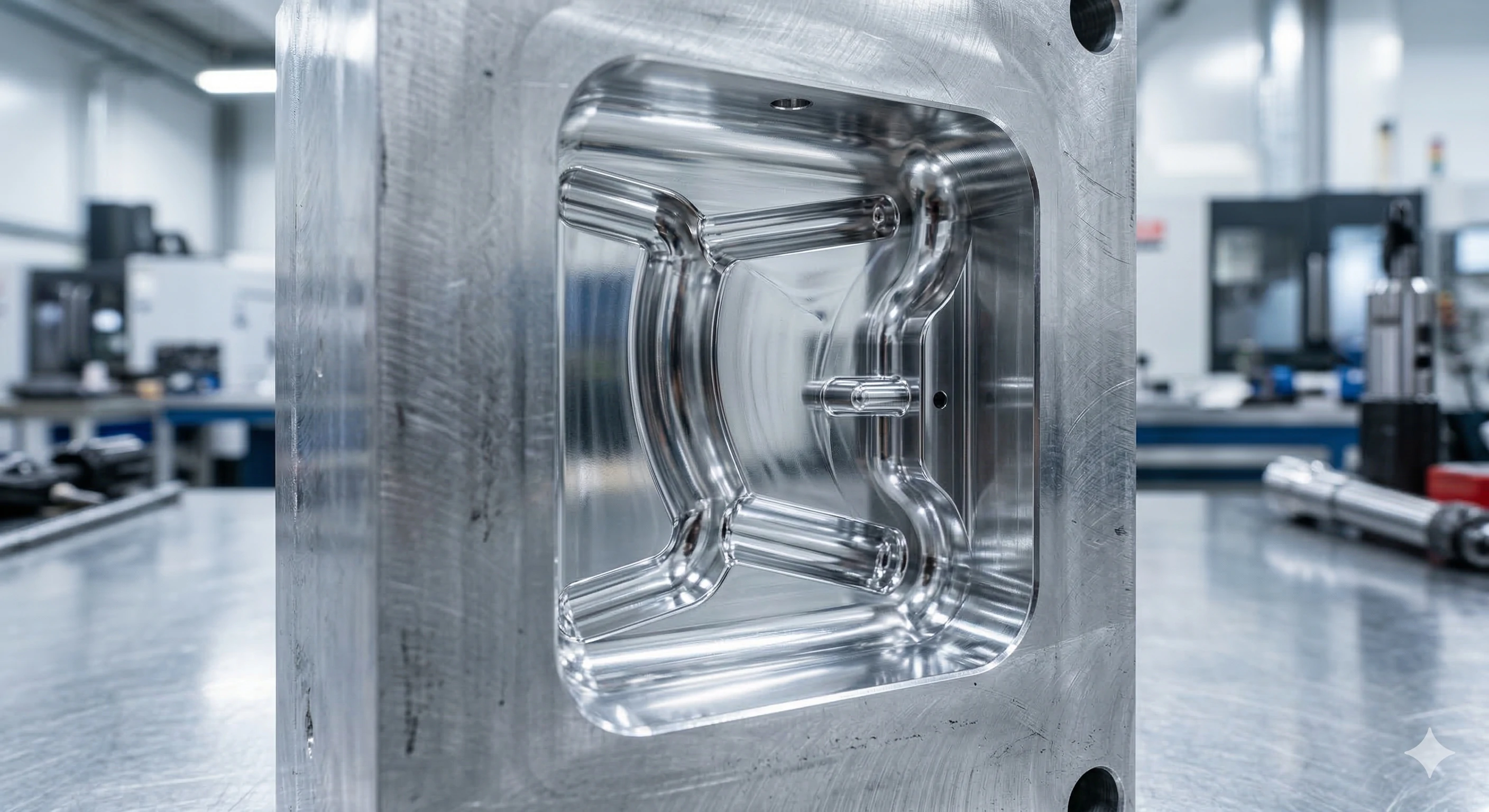
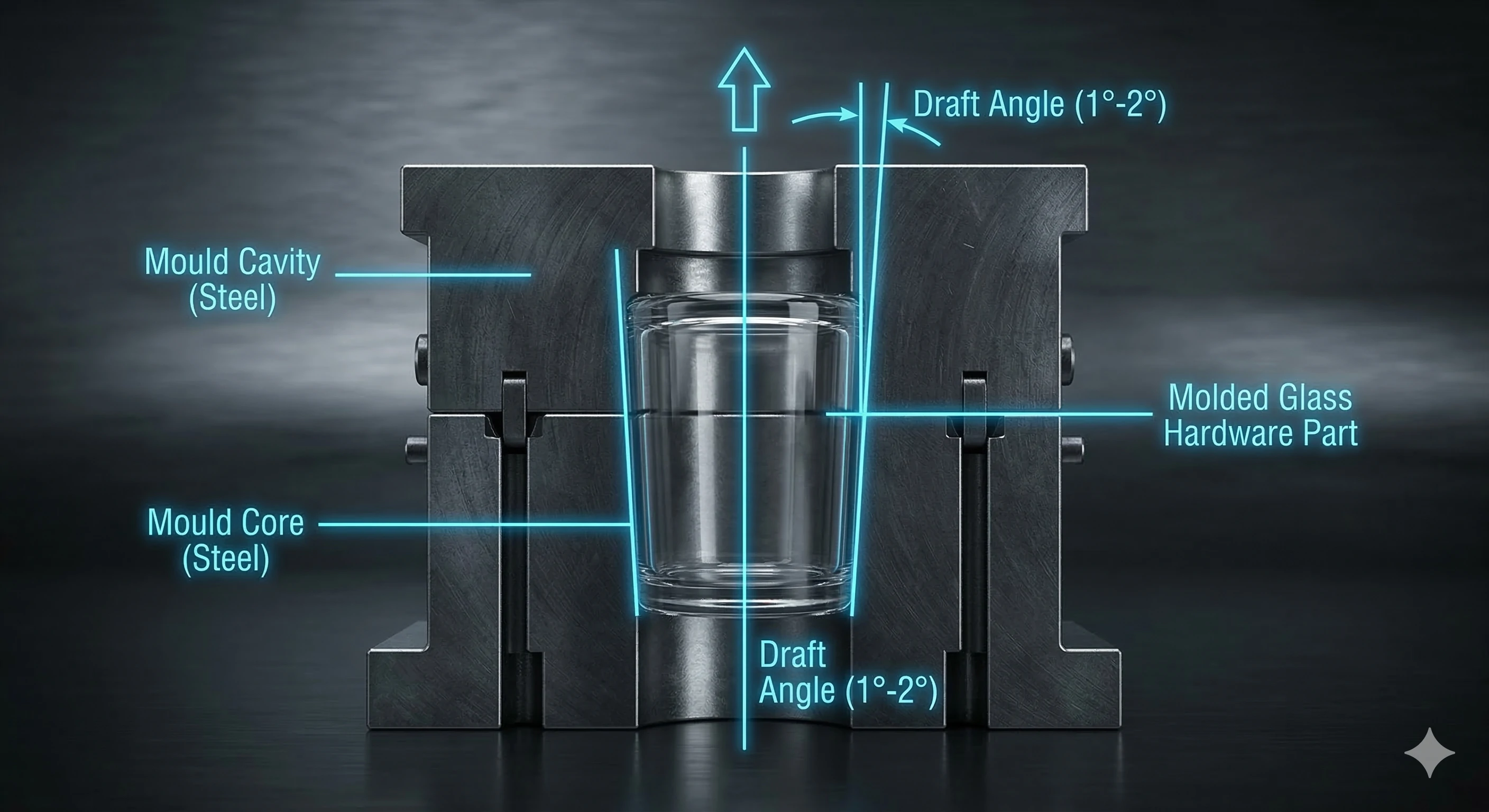
Cavity (The Female Part)
The hollow space inside the mould block that shapes the external form of the final product. When liquid raw material is injected into the cavity, its outer surface adheres perfectly to the cavity’s contour, ultimately forming the product’s appearance—such as the external curved surface of a glass spigot or the overall shape of a valve, both determined by the cavity.
Core (The Male Part)
A solid component placed inside the cavity to create internal holes or hollow sections in the finished part. For example, the fluid channel inside a valve body and the hollow cavity of a tubular hardware part are both formed by the gap between the core and the cavity. The precision of the core directly dictates the of the product’s internal structure.
Parting Line
The joint seam where the two halves of a mould meet. A high-quality mould machined by CNC will have a nearly invisible parting line. The precision of the parting line is crucial: a large gap will cause liquid raw material to overflow and form flash, requiring extensive manual grinding and finishing later; a high-precision parting line, by contrast, drastically reduces post-processing and boosts production efficiency.
Runner System
The "plumbing" of the mould, a network of channels consisting of that guides liquid raw material from the injection nozzle directly into the cavity. The design of the runner system directly impacts material flow speed and filling efficiency. A well-designed layout prevents defects such as incomplete filling and air bubbles, ensuring consistent product molding quality.
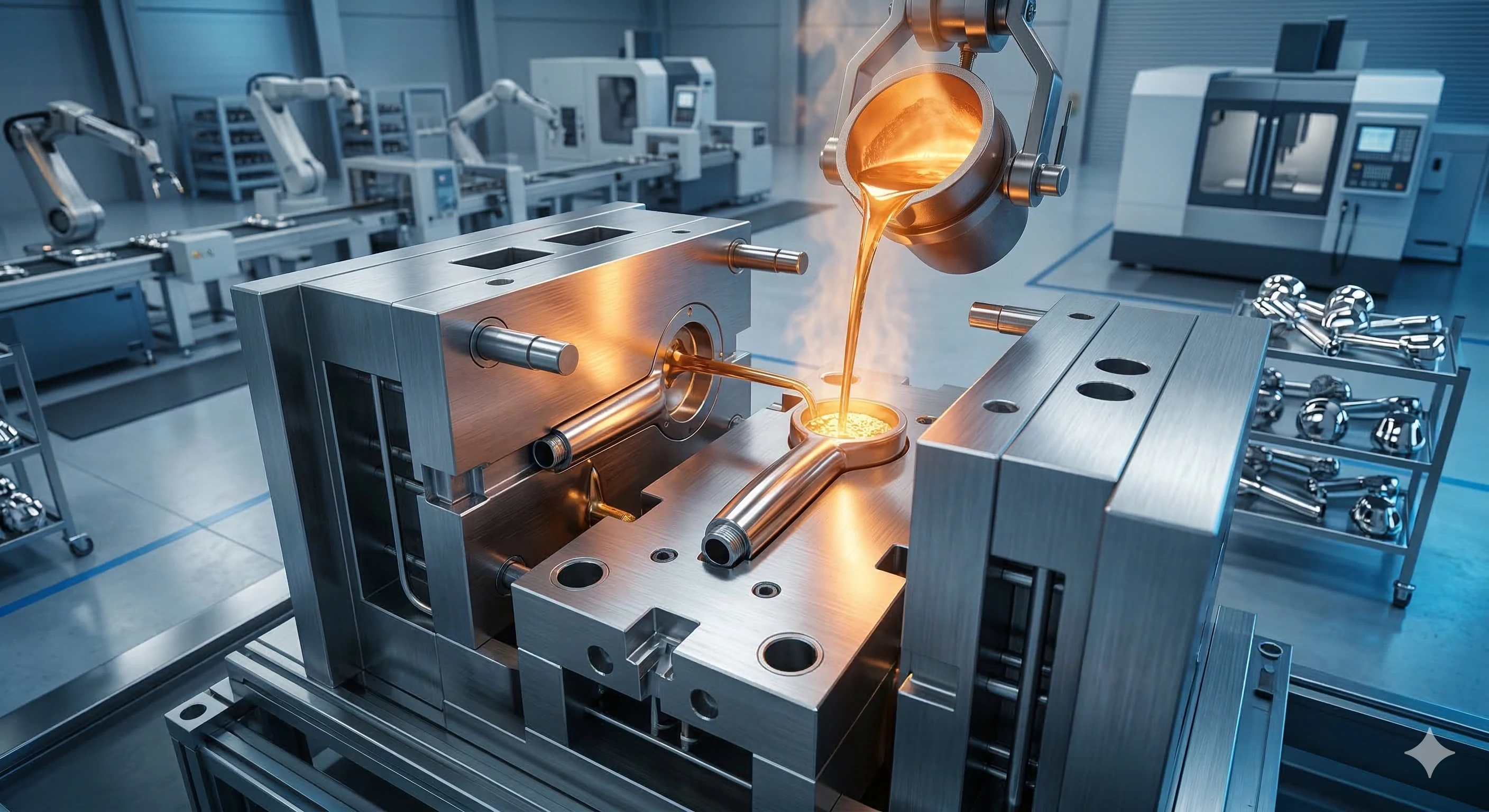
2. The 3 Primary Types of Manufacturing Moulds: Adapting to Different Processes and Needs

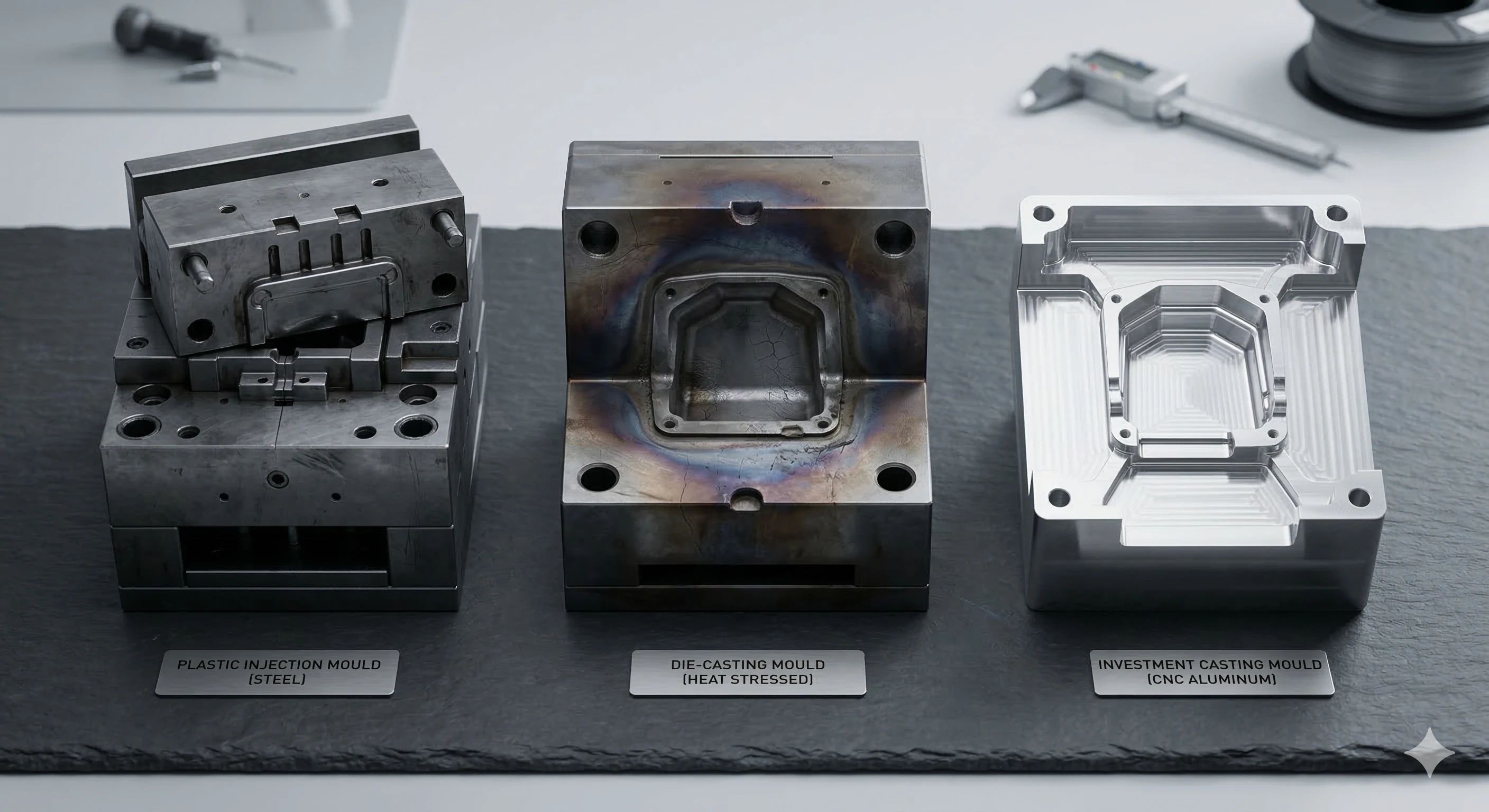
There are numerous types of moulds in industrial production, with three core categories: plastic injection moulds, die casting moulds, and investment casting moulds. These differ significantly in compatible raw materials, mould materials, costs, and service life, each tailored to specific mass production requirements.
Plastic Injection Moulds
• Molding Material: Liquid plastics (common thermoplastics such as ABS, Nylon, and PP)
• Mould Material: Hardened tool steel—high in hardness and wear resistance
• Cost & Service Life: Extremely high manufacturing cost, but exceptional wear resistance allows for millions of injection cycles, delivering an ultra-long service life. Ideal for the large-scale mass production of plastic products.
Die Casting Moulds
• Molding Material: Molten non-ferrous metals (primarily aluminum and zinc alloys)
• Mould Material: High-grade H13 tool steel—boasting excellent high-temperature resistance and thermal fatigue resistance
• Cost & Service Life: Also very high manufacturing cost, but prolonged exposure to high-temperature molten metal causes thermal stress, leading to deformation and cracking over time, resulting in a medium service life. Ideal for the mass production of aluminum and zinc alloy components.
Investment Casting Moulds
• Molding Material: Liquid wax (used to create wax patterns for final metal castings)
• Mould Material: CNC-machined aluminum—easy to process and highly precise
• Cost & Service Life: Low manufacturing cost, and since the mould only contacts low-temperature liquid wax (no high-temperature or high-pressure stress), it never ages or deforms, delivering a nearly infinite service life. It is the core mould type for precision metal casting.
3. The Golden Rules of Mould Design: Fundamental Engineering Requirements
Mould design directly determines product molding quality and production efficiency. A high-quality mould design must follow three core golden rules—foundational principles for professional mould engineers and the key to avoiding product defects.
Draft Angles: A Must-Have for Preventing Part Sticking
A mould cannot have perfectly vertical 90° walls; otherwise, the product will stick tightly to the mould after solidifying and cannot be ejected smoothly. Engineers must design a slight taper of 1 to 2 degrees on the mould walls, known as a "draft angle", which allows the product to slide out easily when the mould opens. This is a basic mould design requirement—even a small draft angle drastically improves ejection efficiency and .
Uniform Wall Thickness: The Core of Preventing Warpage and Sink Marks
A product design with both thick and thin sections causes uneven cooling of the liquid raw material: thick sections cool slowly and are prone to (sink marks), while thin sections cool fast and create stress differentials with the mould, leading to product warpage and deformation. A high-quality mould design is tailored to the product structure, ensuring the raw material flows and cools at a consistent rate, eliminating such defects at the source.
Shrinkage Allowances: The Key to Compensating for Thermal Contraction
All materials undergo when cooling from a liquid to a solid state. Ignoring this characteristic will result in a finished product with dimensions far smaller than the design specifications. Mould designers must account for the material’s shrinkage rate and add a shrinkage allowance: for example, to produce a 100mm steel part, the mould cavity must be machined to approximately 102mm. Precise dimensional compensation ensures the cooled product meets design specifications exactly.

4. Investment Casting Moulds: Our Core Specialty
Investment casting is the mainstream process for precision metal casting, and aluminum investment casting tooling is our core strength. Unlike traditional metal casting moulds, our mould technology is exclusively designed for precision wax pattern molding, enabling near-net-shape production of metal castings.
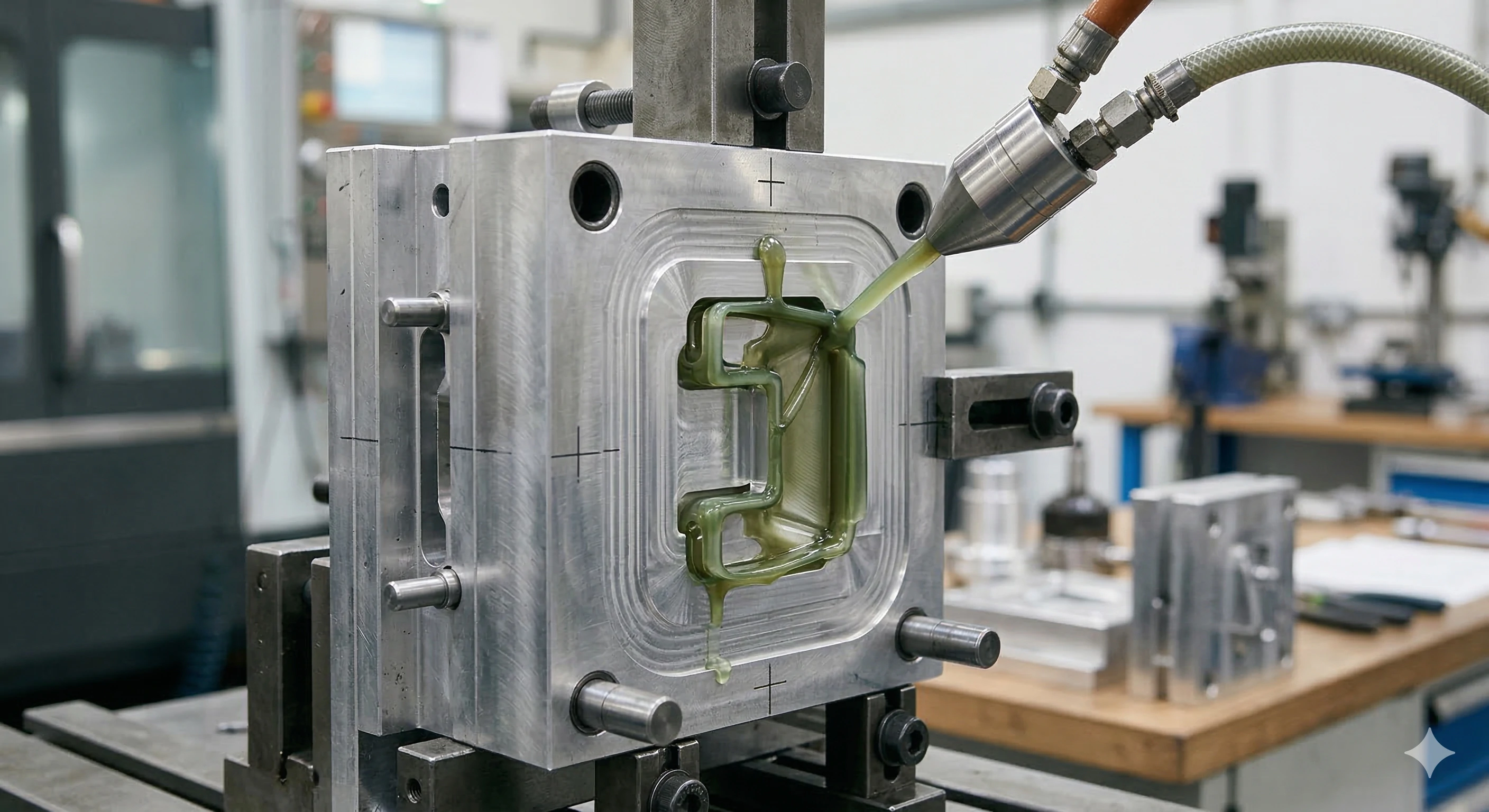
Core Production Process
Our foundry does not pour molten steel directly into permanent moulds. Instead, we first inject high-quality liquid wax into precision aluminum moulds to create wax patterns identical to the final metal products. These wax patterns are then used to make , and finally, molten alloys such as stainless steel, carbon steel, and Duplex 2205 are poured into the shells to complete metal casting.
Core Advantages of Aluminum Moulds
Since the moulds only contact low-temperature liquid wax (no thermal shock from 1600°C molten steel), they never age, deform, or crack, and their precision remains stable over the long term. This means the 10,000th wax pattern we inject is just as precise as the first, guaranteeing consistent metal casting quality from the source.
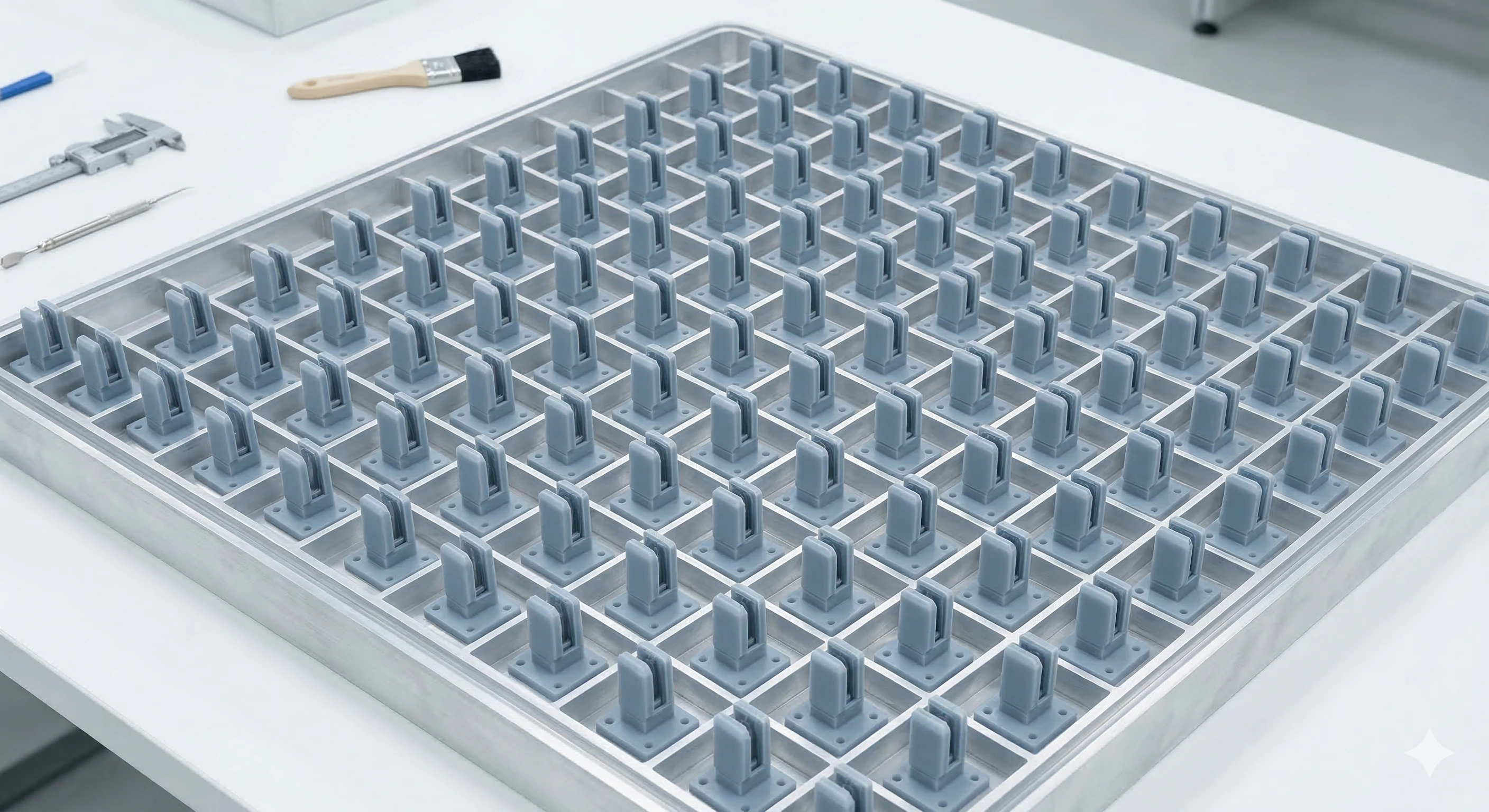
Final Molding Result
Ceramic shells made from high-precision wax patterns produce metal castings with a near-net-shape finish. The product’s shape, hole positions, curved surfaces, and other structures closely match design requirements, and only minimal secondary CNC machining is needed to meet installation and usage standards. This drastically reduces post-processing and cuts production time and costs.
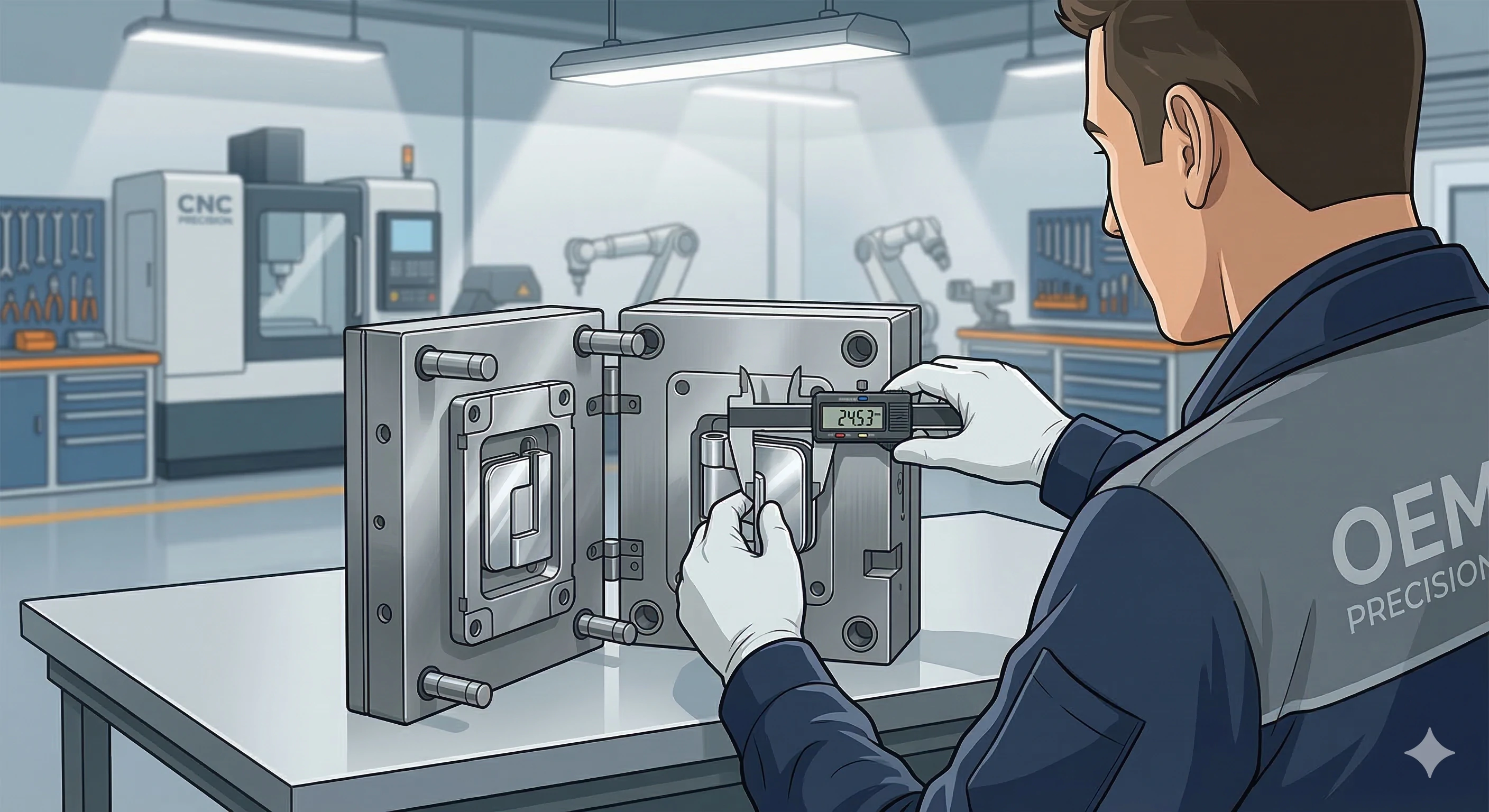
5. In-House Mould Making: Your Core Guarantee for Cost and Time Savings
Control over mould making directly determines the efficiency and cost of OEM manufacturing. Outsourcing mould making carries numerous risks, while we offer a one-stop processing solution with fully in-house mould design and production.
Potential Risks of Outsourced Mould Making
Many foundries outsource mould making to third-party shops, which often leads to miscommunication about mould shrinkage rates and runner system design, resulting in with dimensional deviations and molding defects. Revising moulds requires cross-factory communication and repeated debugging, causing production delays of several months and significantly increasing R&D and manufacturing costs.
One-Stop Advantages of In-House Mould Making
We have a professional mould design team and a CNC machining workshop, completing 100% of aluminum mould design and precision machining in-house. We maintain strict control over mould geometry, precision, and process compatibility from the initial design stage. If a customer’s prototype requires dimensional fine-tuning, our engineers can modify the mould on our in-house CNC equipment the very same afternoon—no cross-factory communication needed. This drastically shortens the debugging cycle and accelerates the product from the prototype phase to mass production.
Frequently Asked Questions (FAQ)
1. What is the difference between a mould (mold) and a die?
The terms are often used interchangeably, but they apply to distinct core scenarios: A mould is primarily used to shape liquid raw materials (plastic, wax, molten metal) by injecting them into a cavity and allowing them to cool and solidify. A die, by contrast, shapes solid materials by applying physical force—for example, stamping metal sheets and are both die applications.
2. Why are investment casting moulds made of aluminum instead of steel?
Investment casting moulds are only used to inject low-temperature liquid wax and do not withstand the high temperatures, high pressures, and thermal stress of plastic injection or metal die casting, so aluminum fully meets usage requirements. Additionally, compared to steel, aluminum offers the advantages of lower cost, higher CNC machining efficiency, and ease of high-precision processing, and it can withstand hundreds of thousands of wax injection cycles, delivering sufficient durability.
3. What is a sliding core in a mould?
A sliding core (or "cam") is a movable metal component built into a mould, primarily used to create side holes, undercuts, and complex internal threads in a product. Such structures would cause the product to get stuck during ejection if a fixed mould were used; a sliding core retracts before mould ejection, allowing the product to be removed smoothly. For example, side ports on hydraulic valves and hardware parts with undercuts all rely on sliding cores for molding.
Conclusion
Moulds are the "foundation of mass production" in manufacturing. Understanding mould fundamentals—including structure, design principles, and type differences—will not only make you a more professional participant in OEM product R&D and manufacturing but also help you design product structures that are easier to mold and better suited to casting processes. Ultimately, the quality of a final metal component can never exceed the quality of the mould that created it; a high-precision mould is the core prerequisite for precise mass production.
If you are developing a new custom metal component, there is no need to work with multiple suppliers—our engineering team provides a one-stop service for mould design, CNC machining, and precision investment casting, with full in-house control to guarantee product precision and production efficiency. Submit your 3D CAD files now to get a comprehensive evaluation of your mass production manufacturing solution!
Footnotes
1. Read more about the history and scale of mass production techniques.
2. Overview of the various methods used in metal casting.
3. Understanding engineering tolerances for accurate component sizing.
4. Breakdown of injection moulding processes and mould systems.
5. Learn how manufacturing yield rates impact overall efficiency.
6. Comprehensive list of common defects in the molding process.
7. Explanation of thermal expansion and contraction across materials.
8. Step-by-step breakdown of the investment casting process.
9. Why prototyping is crucial for engineering and manufacturing.






