At our foundry, we frequently review project quotes with new clients. Buyers often feel confused by tooling fees for a process known as . They wonder why they must pay for a tool when the wax is simply melted away and the ceramic shell is broken. This confusion can cause unexpected budget concerns and delay critical projects. We want to clarify exactly what this equipment does and why it is a necessary investment.
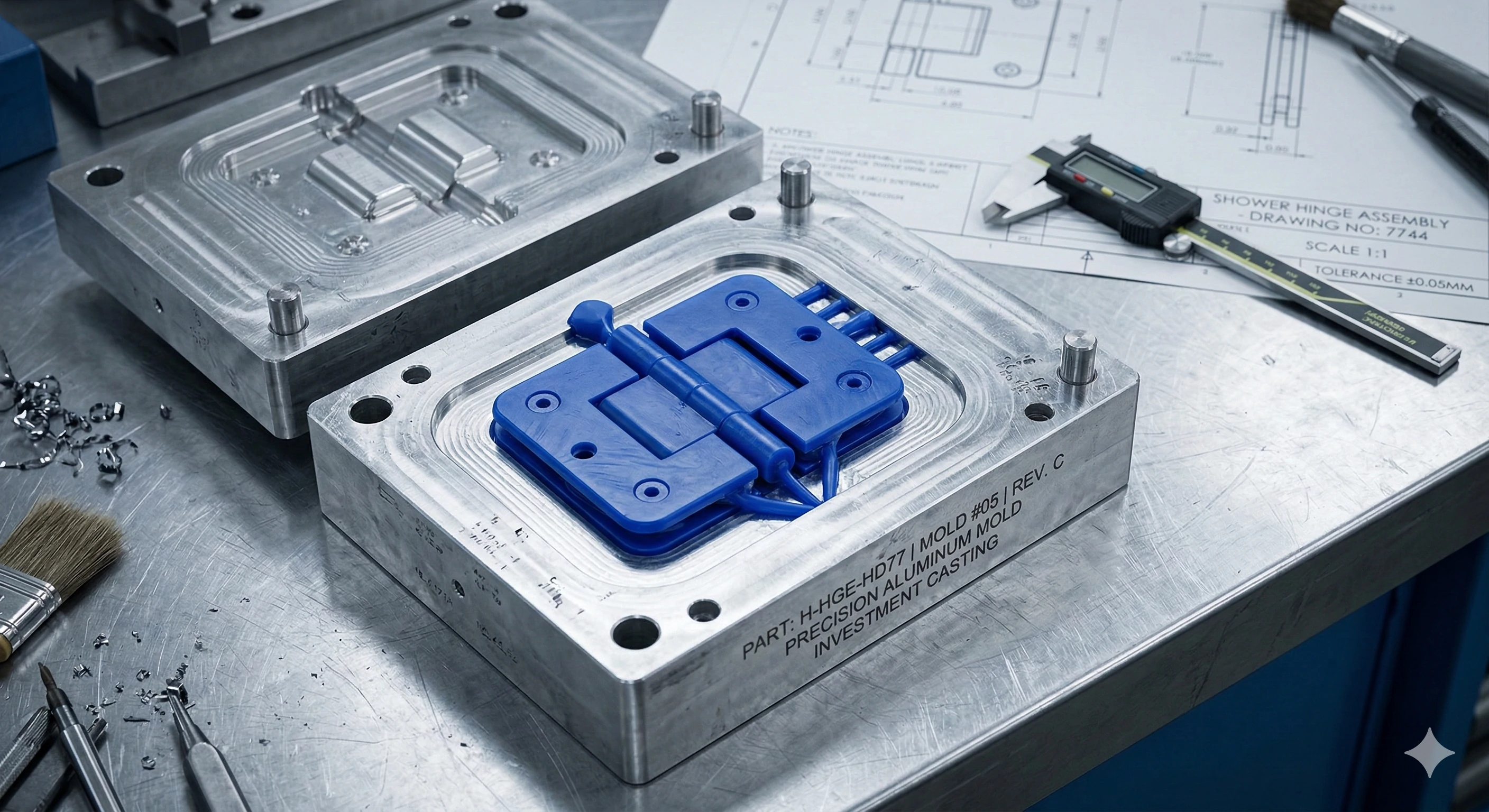
Tooling in the investment casting process is a precision-machined, permanent aluminum mold used to inject liquid wax and create initial patterns. It acts as the master negative for your part, ensuring high dimensional accuracy and repeatability for high-volume production.
Let us explore the engineering behind these molds and how they guarantee micron-level precision for your custom metal components.
What Is the Anatomy of the Investment Casting Tool?

When our engineers prepare a new production line, the very first requirement is always the mold. Customers often struggle with part inconsistencies when using cheaper manufacturing methods. Without a highly durable and precise mold, achieving consistent quality across thousands of units is impossible. Understanding the materials and mechanics of this equipment solves the mystery behind stable production.
The investment casting tool is typically CNC-machined from high-grade aluminum alloy to act like a simplified plastic injection mold. Liquid wax is injected into this metal cavity under pressure, cooling to form a perfect wax replica.

Building the Master Negative
The tooling used in our facility is very different from the equipment used in other casting methods. Sand casting relies on cheap wooden or plastic patterns. These degrade quickly. In contrast, our investment casting tooling is CNC-machined from . For massive production runs, we sometimes use steel. This metal mold serves as the "Master Negative" of your part.
The Injection Mechanism
The mechanism operates smoothly on the factory floor. The aluminum block consists of two halves. These two halves come together tightly. Next, liquid wax is injected under pressure right into the cavity. Once the wax has cooled down, the mold opens up. It releases a perfect wax replica of your part.
Exceptional Durability
Clients often ask about the lifespan of their investment. Because the equipment only injects low-temperature and low-pressure wax, it experiences very little stress. It never touches molten steel. Therefore, an aluminum investment casting tool can last for hundreds of thousands of cycles with virtually zero wear. This exceptional durability ensures that the first part looks exactly like the ten-thousandth part.
| Feature | Investment Casting Tooling | Sand Casting Patterns |
|---|---|---|
| Material | High-grade Aluminum Alloy (or Steel) | Cheap wood or plastic |
| Durability | Hundreds of thousands of cycles | Low lifespan, rapid wear |
| Injected Material | Low-temperature, low-pressure liquid wax | Sand mixtures |
How Do We Calculate Double Shrinkage for Tooling?

In our metallurgical lab, achieving exact final dimensions is a daily challenge. If we simply machine the tooling to match the exact dimensions of your final CAD file, the project will fail. The final metal part will emerge too small, causing assembly issues for the end user. We must master the physics of material changes to deliver functional hardware.
Engineers must calculate a double shrinkage allowance because wax shrinks as it cools inside the aluminum tool, and molten metal shrinks as it solidifies. We scale up the cavity so the final part shrinks exactly to the required tolerance.

Understanding the Physics of Shrinkage
Creating precision parts requires a deep understanding of thermal dynamics. The process involves two distinct cooling phases. First, the wax shrinks slightly when it cools inside the aluminum tool. Second, the molten metal shrinks significantly as it solidifies inside the . For example, exhibits a noticeable reduction in size during cooling. This phenomenon is known as the Double Shrinkage Allowance.
Engineering the Perfect Cavity
You cannot ignore these physical changes. If a mold is cut perfectly to the final part size, the resulting casting will be undersized. Our foundry engineers meticulously calculate these exact shrinkage rates. The rate is often around two to three percent, depending on the specific alloy used.
Scaling for Success
After determining the precise shrinkage rate, our engineers scale up the dimensions of the tooling cavity. The aluminum mold is intentionally machined larger than the CAD file. As the wax cools and shrinks, and then the metal cools and shrinks, the final metal part shrinks exactly to your required tolerance. This careful mathematical scaling guarantees micron-level precision for your OEM components.
| Material | Shrinkage Phase | Impact on Final Dimension |
|---|---|---|
| Liquid Wax | Cools inside the aluminum tool | Minor shrinkage |
| Molten Metal | Solidifies inside the ceramic shell | Significant shrinkage |
| Total Effect | Combined cooling phases | 2-3% overall shrinkage (alloy dependent) |
How Does Complex Tooling Handle Cores and Sliders?

Casting simple shapes is a routine task on our production lines. However, modern engineering designs often present severe challenges, such as casting a or a Hydraulic Manifold. These parts feature complex, intersecting internal fluid channels. A simple two-part mold cannot release the wax in these cases. We implement advanced techniques to bypass this physical limitation.
Complex tooling utilizes sliding metal pins to create side holes, or water-soluble wax cores for extreme internal hollow geometries. These advanced elements allow the tool to release intricate wax patterns without damaging the delicate internal structures.

The Challenge of Internal Geometries
Many industrial and architectural components require internal voids. If a part has side-holes or complex internal pathways, opening a simple two-piece mold will break the wax pattern. The wax gets trapped around the metal that forms the holes. We need a way to create the void and still safely remove the fragile wax pattern.
Sliding Pins for Side Holes
To solve the issue of side-holes, our engineers design tools with sliding pins, also known as cams. The aluminum tool is built with these removable metal pins. Before the main mold opens, these pins pull out sideways. This action creates perfect side-holes in the wax. This technique is highly effective for creating threaded ports.
Soluble Wax Cores for Hollow Parts
Some designs feature extreme internal geometries, such as a closed pump impeller. Sliding pins cannot reach these deep, curved internal spaces. In these scenarios, we use a special . This core is placed inside the main tool. The standard wax is then injected around it. Finally, the core is dissolved in an acid bath, leaving a perfect hollow cavity inside the wax pattern.
| Internal Feature | Advanced Tooling Solution | How It Works |
|---|---|---|
| Side-holes / Threaded ports | Sliding Pins (Cams) | Removable metal pins pull out sideways before the mold opens. |
| Extreme internal geometries | Soluble Wax Cores | Soluble wax is placed inside the tool, then dissolved in an acid bath later. |
How Do Tooling Costs Compare to Alternatives?

When we issue manufacturing quotes to our B2B partners, we know that upfront fees are heavily scrutinized. The initial cost for a metal mold can shock buyers who are used to cheaper, temporary methods. However, choosing a process based purely on the cheapest mold often destroys the project budget later. We help procurement managers understand the long-term financial justification.
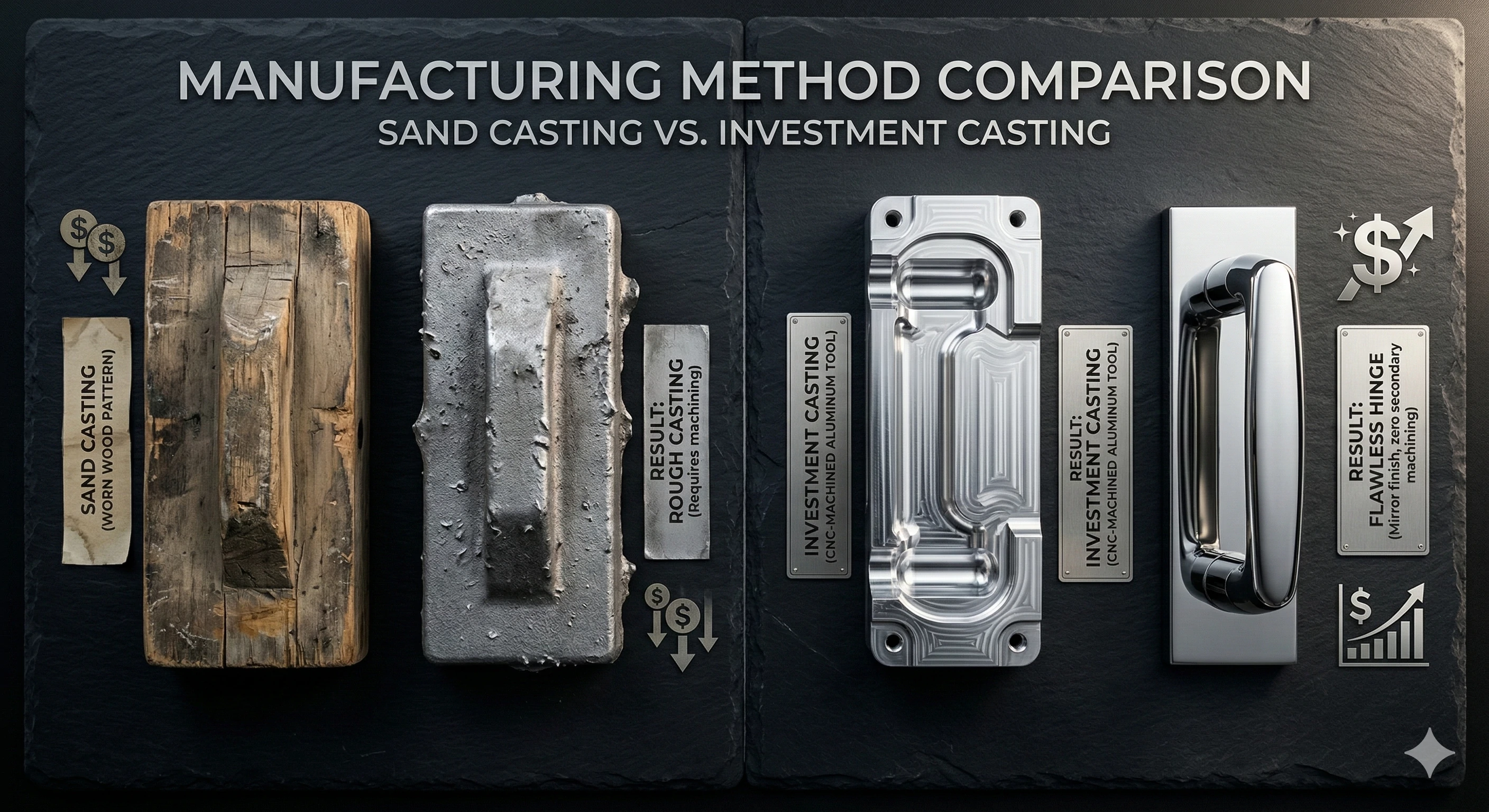
Investment casting tooling is dramatically cheaper than high-pressure die casting molds, often costing seventy percent less. While more expensive upfront than sand casting patterns, it eliminates costly secondary CNC machining by producing near-net-shape components.
Evaluating the Upfront Investment
Many buyers compare our process to sand casting. It is true that investment casting tooling is more expensive upfront than a simple wooden sand pattern. Wooden patterns are cheap and fast to make. However, this upfront savings is an illusion. Sand casting produces a very rough surface finish. It requires heavy CNC machining to finish the rough part to your required tolerances.
The Value of Near-Net-Shape
This is where the financial justification becomes clear. Investment casting is a process. The precision of the aluminum tool means the final metal part comes out extremely close to the final required dimensions. This accuracy eliminates most of those expensive secondary machining costs. You pay more for the mold once, but you save money on every single part you produce.
Comparing with High-Pressure Die Casting
When compared to , our molds are incredibly cost-effective. Investment casting tooling is dramatically cheaper. It is often seventy percent less expensive. This huge price difference exists because our tooling only has to withstand soft, low-pressure wax. High-pressure die casting molds must be made from massive blocks of hardened steel to withstand high-pressure molten aluminum or plastic.
Why Is In-House Tooling Design Critical for Your Supply Chain?
Over years of exporting hardware to global markets, we have seen the risks of fragmented manufacturing. When a foundry outsources their mold-making to a third party, communication inevitably breaks down. The engineers cutting the mold are not the ones pouring the metal. Shrinkage rates are miscalculated, and your prototypes fail. We eliminate this risk entirely.
Designing and CNC-machining investment casting tooling entirely in-house ensures rapid prototyping, seamless modifications, and absolute control over dimensional accuracy. This direct oversight prevents communication breakdowns and guarantees the highest quality for your final metal components.
The Aleader Advantage
Our approach is built on total process control. We design and CNC-machine our investment casting tooling one hundred percent in-house. This is the core of the Aleader advantage. By keeping the design and machining under one roof, our foundry engineers work directly with our mold makers. This ensures rapid prototyping and seamless modifications. It gives us absolute control over the final dimensional accuracy of your architectural hardware and machinery parts.
Frequently Asked Questions About Tooling
Customers frequently ask, who owns the tooling in investment casting? In modern B2B manufacturing, the customer typically pays a one-time tooling fee. Once paid, you own the tool. The foundry simply stores and maintains it at their facility exclusively for your production runs.
How long does it take to make the tooling? Depending on the complexity of the part, designing and CNC-machining an aluminum wax injection mold usually takes between two to four weeks. Once the tool is approved, the first cast metal prototypes follow shortly after.
Adapting to Design Changes
Can investment casting tooling be modified if my design changes? Yes, but it depends heavily on the specific change. If you need to add metal to your final part, this means removing aluminum from the tool cavity. This is relatively easy and cheap to machine. However, if you need to remove metal from your part, this requires adding aluminum to the tool cavity. In this case, the tool may need to be heavily modified or re-cut entirely.
Conclusion
The aluminum tooling is the beating heart of the investment casting process. It is not just a block of metal; it is a highly engineered master negative. It dictates the , the surface finish, and the overall success of your OEM component. By understanding the engineering behind shrinkage rates, complex cores, and long-term cost savings, you can make informed decisions for your supply chain.
Ready to move your custom metal parts into mass production? Our engineering team designs precision aluminum tooling optimized for stainless steel, carbon steel, and specialized alloys. Send us your 3D CAD files for a tooling and casting quote.
Footnotes
1. Historical overview of the lost-wax casting method for intricate metal designs.
2. Information on the physical properties and industrial grades of aluminum alloys.
3. Understanding the role of refractory shells in the precision casting cycle.
4. Technical specifications and applications for grade 316 stainless steel.
5. Structural engineering details of valve components in fluid control systems.
6. How soluble waxes enable the creation of complex internal hollow geometries.
7. Explanation of manufacturing techniques that minimize secondary machining requirements.
8. Comparison of die casting processes and their tooling requirements.
9. Definition of NRE costs in manufacturing and product development.