Investment casting-also known as lost-wax casting-is one of the oldest and most versatile . It delivers near-net-shape precision, complex geometries, and exceptional material integrity for aerospace, medical, architectural hardware, and fluid control components. Yet despite its widespread adoption by leading OEMs, persistent misconceptions continue to misguide engineers, designers, and procurement teams.

These myths often stem from outdated perceptions, confusion with (like sand casting), or limited exposure to modern investment casting technology. Today's advanced foundries leverage , digital process control, and premium alloys to eliminate historical limitations. In this comprehensive guide, we debunk the most prevalent investment casting misconceptions, clarify the facts, and highlight why lost-wax casting remains the gold standard for high-performance metal parts.

Table of Contents
Myth 1: Investment Casting Is Only for Small, Tiny Parts
The Misconception
Many people believe investment casting is limited to miniature components-like jewelry, dental parts, or small aerospace fasteners. They assume larger metal parts require sand casting or forging.

The Fact
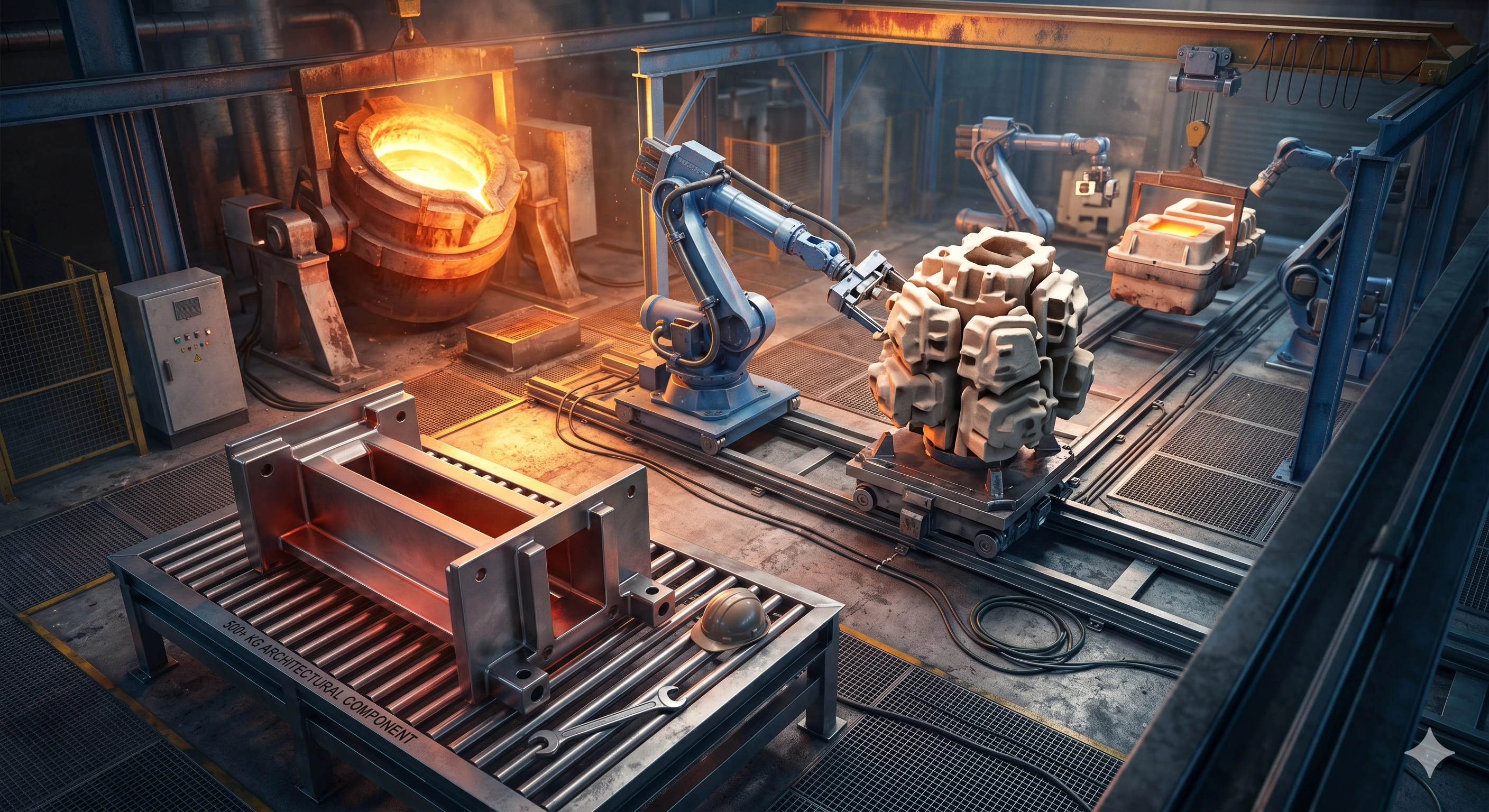
Modern investment casting supports a wide range of part sizes, from 0.1-gram micro-components to 500+ kg industrial parts. Advanced foundries produce large-scale components like:
-
Architectural glass spigots and heavy-duty railings
-
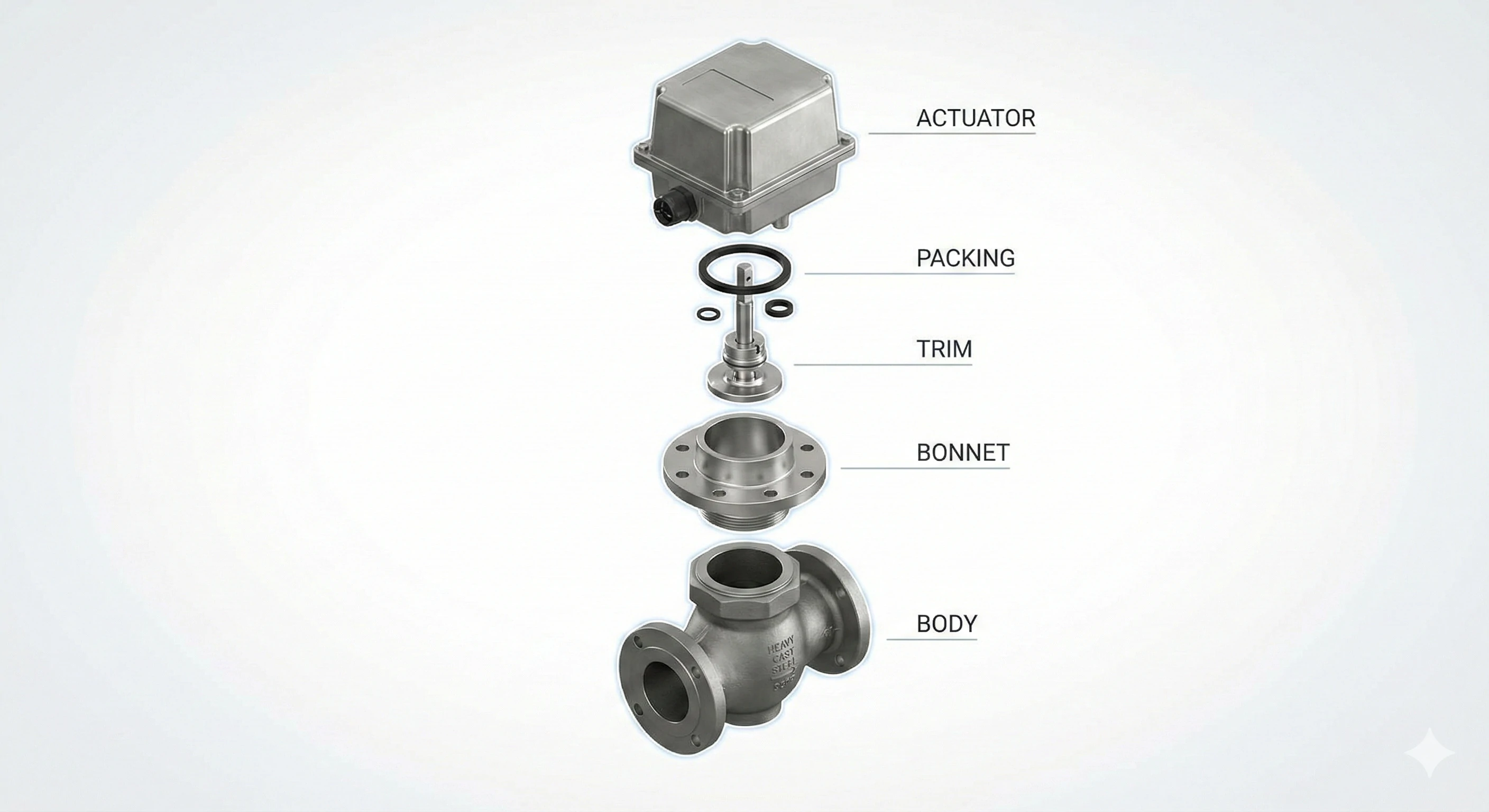
Industrial valve bodies and fluid control manifolds
-
Marine propellers and ship hardware
-
 Large structural aerospace components
Large structural aerospace components
The process's flexibility stems from the wax pattern and , which can be scaled to accommodate oversized geometries without sacrificing precision. Size limitations depend only on the foundry's furnace capacity and mold handling equipment, not the casting method itself.
Myth 2: Investment Casting Is Too Expensive for Mass Production
The Misconception
A common myth is that investment casting is a luxury process reserved for low-volume, high-cost projects. Engineers avoid it for mass production, assuming sand casting or stamping is more cost-effective.

The Fact
While investment casting has higher upfront tooling costs (for wax molds), it delivers lower total cost for medium-to-high volume production. Key cost advantages include:
-
Near-net-shape precision: Minimal secondary machining reduces labor, tooling, and scrap costs by up to 70% compared to sand casting.
-
Material efficiency: Reduces material waste by 30-50% by eliminating excess stock removal.
-
Consistency: Mass production of identical wax patterns ensures uniform part quality, reducing rejection rates and rework costs.
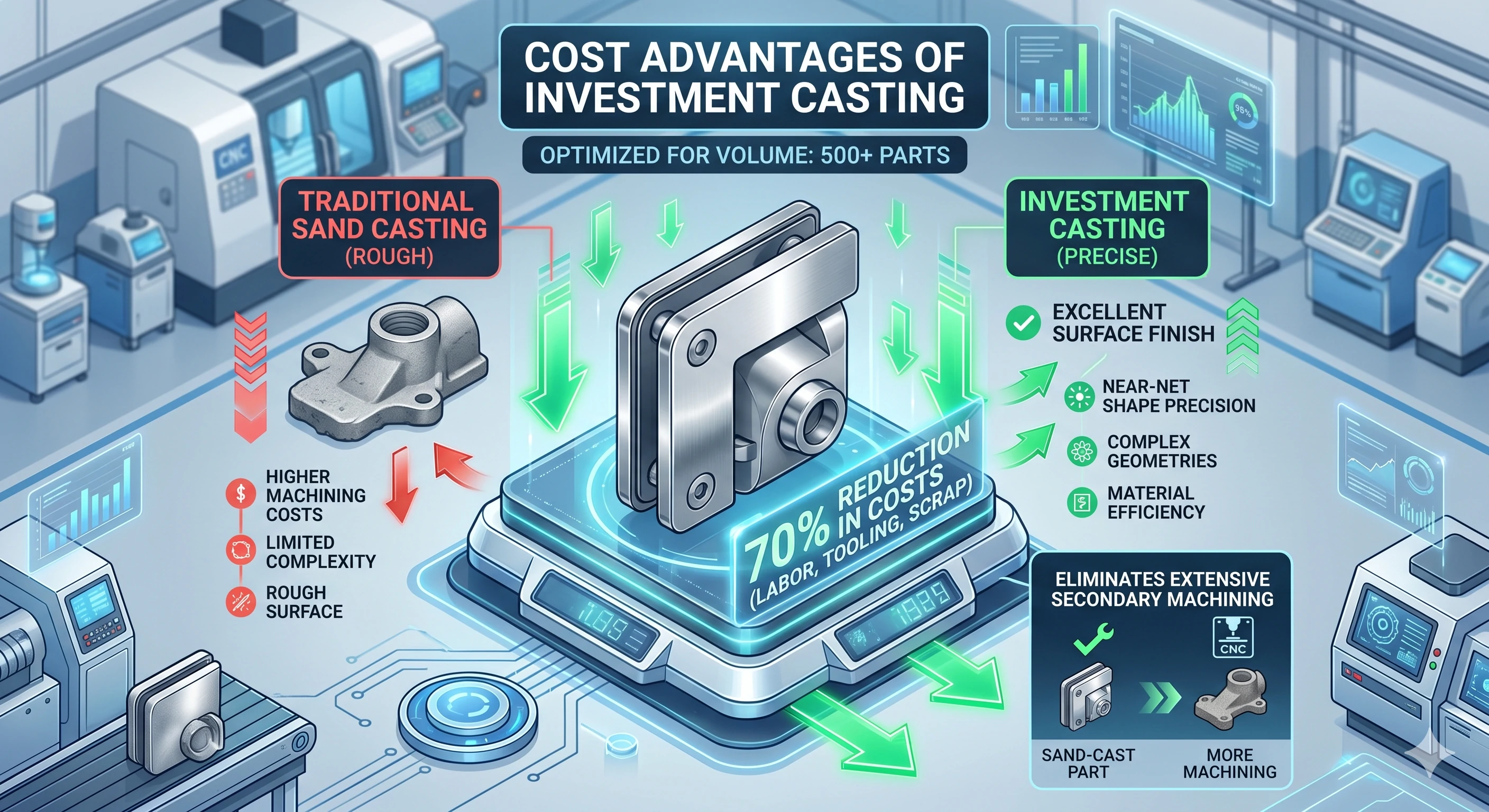
For production runs of 500+ parts, investment casting often outperforms sand casting in total cost, especially for complex geometries that require extensive machining.
Myth 3: Investment Casting Has Poor Dimensional Precision
The Misconception
Some designers assume casting processes are inherently imprecise, believing investment casting cannot meet tight tolerances required for industrial applications.
The Fact
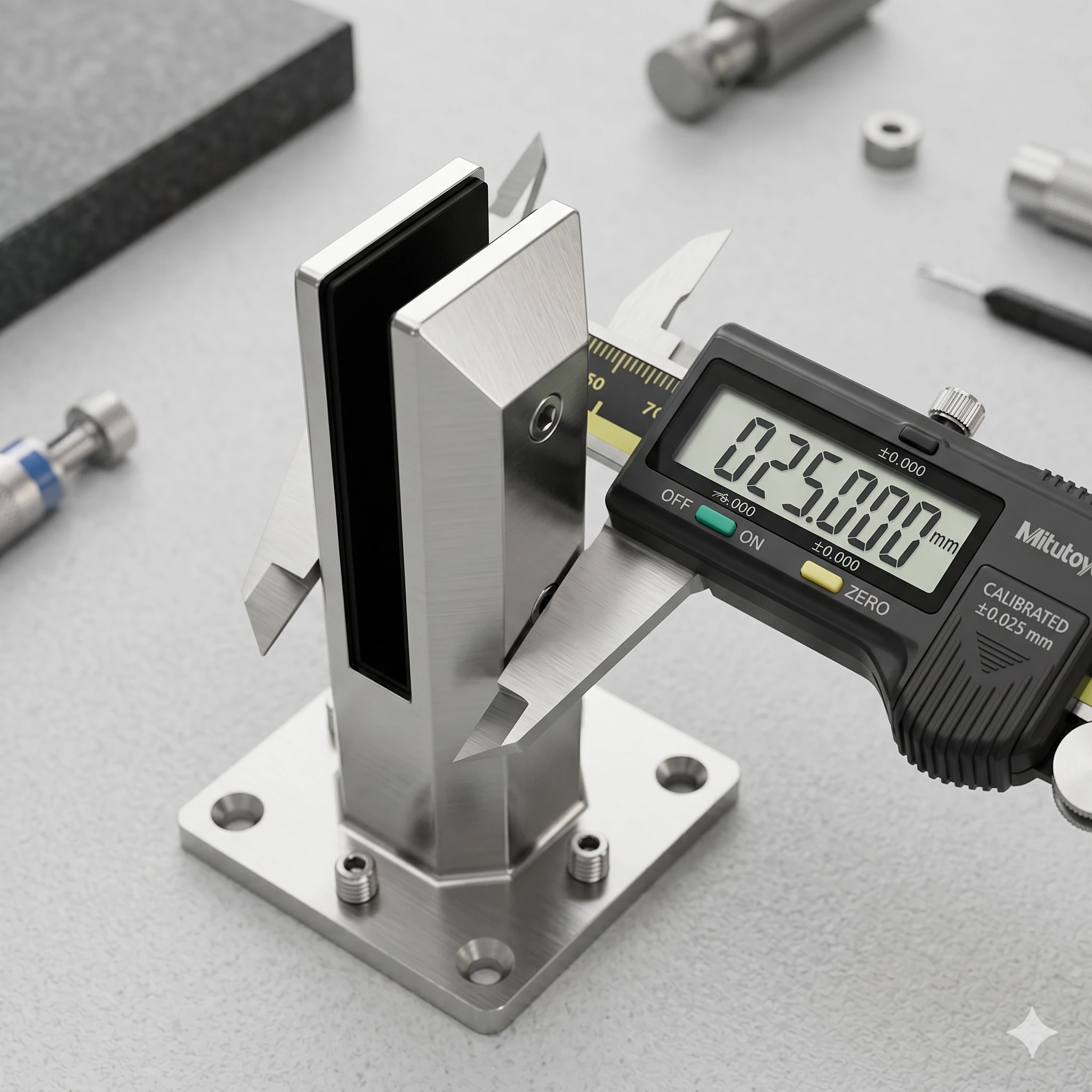
Investment casting delivers exceptional dimensional accuracy, far exceeding sand casting. Modern processes achieve tolerances as tight as:
-
±0.025 mm (±0.001 in) for small parts
-
±0.1 mm (±0.004 in) for medium-to-large components
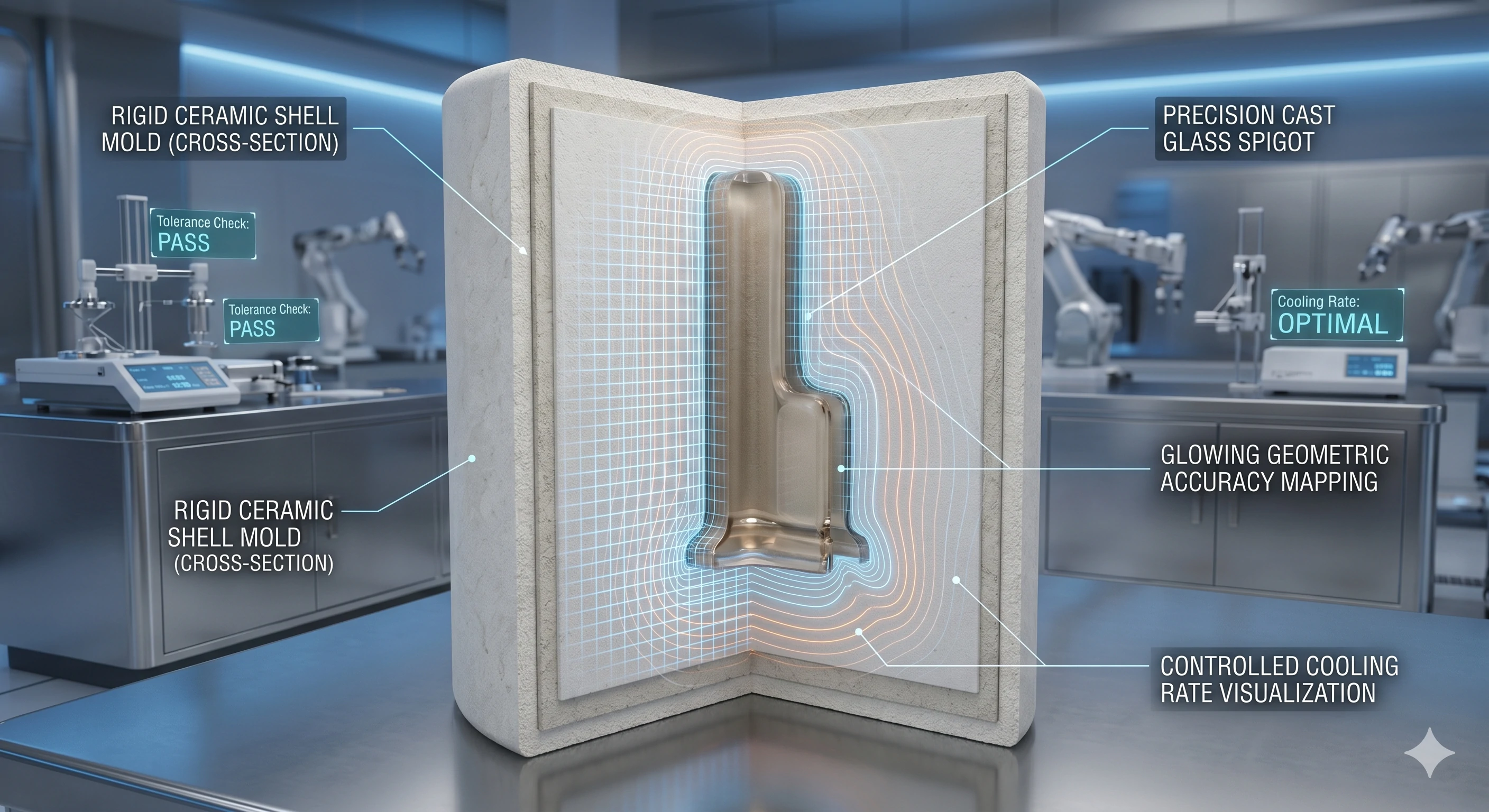
Precision comes from:
-
CNC-machined wax molds with exact geometric accuracy
-
Dense, rigid ceramic shells that resist deformation during pouring
-
Controlled cooling rates that minimize shrinkage and distortion
This precision eliminates the need for costly post-casting adjustments, making investment casting ideal for critical-fit parts like valve components, pump impellers, and .
Myth 4: Only Limited Metals Can Be Used for Investment Casting
The Misconception
Many think investment casting is restricted to soft, low-melting metals like aluminum or brass. They assume high-strength, high-temperature alloys are incompatible.

The Fact
Investment casting supports a vast range of metals and alloys, including ferrous, non-ferrous, and specialty high-performance materials. Common options include:
-
Stainless steel: 304, 316L, 2205 duplex (corrosion-resistant for water treatment and marine use)
-
Carbon steel: High-strength structural components
-
Brass/bronze: Fluid control valves and architectural hardware
-
Aluminum: Lightweight aerospace and automotive parts
-
Superalloys: Inconel, Hastelloy (high-temperature aerospace and industrial applications)
The ceramic shell mold can withstand up to 1650°C, making it compatible with nearly any castable metal.
Myth 5: Investment Casting Has Long Lead Times
The Misconception
Engineers often delay projects because they believe investment casting has slow turnaround times, with lead times of 8-12 weeks.
The Fact
Modern foundries with in-house tooling and digital process control deliver competitive lead times. Standard lead times for investment casting are:
-
2-4 weeks for low-volume prototyping
-
4-6 weeks for medium-to-high volume production
Streamlined workflows-including CNC wax mold fabrication, automated wax injection, and digital quality control-eliminate historical delays. Many foundries also offer expedited services for urgent projects, with lead times as short as 1-2 weeks.
Myth 6: Investment Casting Leaves Rough Surfaces That Require Heavy Machining
The Misconception
Confusion with sand casting leads many to assume investment casting produces rough, pitted surfaces that require extensive grinding or machining.
The Fact
Lost-wax investment casting delivers ultra-smooth as-cast surfaces, typically achieving Ra 3.2 μm (125 μin) or better. Key surface advantages:
-
No sand grain texture or surface defects
-
Smooth flow paths for fluid control components
-
Polishable surfaces for architectural hardware (e.g., brass shower hinges)
This smooth finish eliminates heavy . For most applications, only light polishing or threading is required, saving significant time and cost.
Myth 7: Investment Casting Cannot Produce Hollow or Thin-Walled Parts
The Misconception
Designers believe hollow cavities or ultra-thin walls are impossible with investment casting, assuming the process requires solid metal structures.
The Fact
Investment casting excels at hollow, thin-walled, and complex internal geometries-a capability unmatched by sand casting. How it works:
-
Hollow parts: Soluble wax cores are inserted into the wax pattern, then dissolved after ceramic shell formation, creating precise internal cavities.
-
Thin walls: As thin as 0.5 mm (0.02 in) can be cast consistently, ideal for lightweight aerospace components and fluid control vanes.
This makes investment casting perfect for parts like hollow valve bodies, lightweight impellers, and .
Myth 8: Sand Casting Is Always a Better, Cheaper Alternative
The Misconception
Many buyers default to sand casting, assuming it is always cheaper and simpler than investment casting.
The Fact
Sand casting has significant limitations that make it inferior for most precision or complex applications:
-
Rough surfaces: Requires extensive machining, increasing cost and lead time.
-
Poor precision: Loose tolerances lead to inconsistent part quality and fit issues.
-
High scrap rates: Porosity, sand inclusions, and deformation are common defects.
Sand casting is only cost-effective for simple, low-precision, large-volume parts (e.g., basic plumbing manifolds). For complex geometries, tight tolerances, smooth surfaces, or high-performance materials, investment casting is the better long-term choice.
Myth 9: Investment Casting Is Only for Luxury or Aerospace Applications
The Misconception
People associate investment casting exclusively with high-end aerospace, medical, or luxury jewelry projects, assuming it has no place in industrial or commercial manufacturing.
The Fact
Investment casting is a workhorse process for everyday industrial applications, widely used in:
-
Fluid control: Valves, fittings, and pump components for water treatment and plumbing.
-
Architectural hardware: Glass spigots, shower hinges, and railing brackets.
-
Marine hardware: Propellers, cleats, and corrosion-resistant fittings.
-
Automotive: Turbocharger components, fuel system parts, and lightweight brackets.
Its versatility and cost-effectiveness make it essential for OEMs across commercial and , not just luxury or aerospace.
The Misconception
Some believe investment casting is prone to defects like porosity, shrinkage, or inclusions, making it unreliable for critical applications.
The Fact
Modern investment casting with strict quality control achieves defect rates below 1% for high-volume production. Defects are rare and avoidable with:
-
Precise process control: Digital monitoring of wax injection, shell drying, and pouring temperatures.
-
Premium materials: High-purity waxes, refractory ceramics, and molten metal.
-
Non-destructive testing (NDT): X-ray, liquid penetrant, and ultrasonic testing to detect and eliminate defects before shipping.
Top-tier foundries deliver zero-defect castings for critical applications like and aerospace components.
Key Facts to Remember About Investment Casting
-
Investment casting supports all part sizes, from micro-components to 500+ kg industrial parts.
-
It is cost-effective for medium-to-high volume production due to minimal machining and material efficiency.
-
Delivers tight tolerances (±0.025 mm) and ultra-smooth surfaces (Ra 3.2 μm).
-
Compatible with all castable metals, including stainless steel, duplex alloys, brass, and superalloys.
-
Fast lead times: 2-6 weeks for standard production, with expedited options available.
-
Excels at complex geometries, hollow cavities, and thin walls.
-
Reliable for every industry, from aerospace to architectural hardware.
-
Defect-free production is achievable with modern process control and NDT.
Frequently Asked Questions (FAQ)
Q: What is the main difference between investment casting and sand casting?
A: Investment casting uses a wax pattern and ceramic shell for smooth surfaces and tight tolerances. Sand casting uses sand molds, resulting in rough surfaces and loose tolerances.
Q: Can investment casting replace CNC machining for complex parts?
A: Yes. Near-net-shape investment casting eliminates 70-90% of CNC machining for complex geometries, reducing cost and lead time.
Q: Is investment casting suitable for prototype development?
A: Absolutely. Wax molds can be CNC-machined quickly, enabling low-volume prototyping in 2-4 weeks with identical material and geometry to production parts.
Q: How much does investment casting cost compared to forging?
A: Investment casting is cheaper than forging for complex geometries. Forging is better for simple, high-strength parts, while investment casting excels at intricate designs.
Q: Can investment casting produce corrosion-resistant parts for water treatment?
A: Yes. 316L stainless steel and 2205 duplex stainless steel investment castings are widely used for corrosion-resistant valves, fittings, and pump components in water treatment systems.
Conclusion
Investment casting is a versatile, precise, and cost-effective manufacturing process-far from the outdated myths that limit its adoption. It delivers unmatched precision, surface quality, and design flexibility for complex metal components across every industry, from aerospace and medical to architectural hardware and fluid control.
Modern foundries leverage CNC tooling, digital process control, and strict quality assurance to eliminate historical limitations, making investment casting the ideal choice for OEMs seeking reliable, high-performance metal parts.
Don't let misconceptions hold back your next project. Explore the benefits of precision investment casting for your complex metal components. Contact our engineering team today to discuss your design requirements and discover how lost-wax casting can optimize your production cost, lead time, and part quality.
View Our Investment Casting Products
Footnotes
Learn about the history and technical variations of the metal casting process.
Understand the fundamentals, steps, and common industrial applications of sand casting.
Discover how numerical control technology revolutionizes modern precision manufacturing and tooling.
Read about the critical role of durable ceramic shell molds in investment casting.
Overview of standards, materials, and distinct categories of modern medical devices.
Explore how high melting points dictate material compatibility and furnace requirements in casting.
Guide to various machining processes and the importance of post-casting finishing techniques.
Information on the fabrication, standards, and metal finishes of commercial architectural hardware.
Insights into the broader classification and economic impact of various industrial manufacturing sectors.
Learn about the advanced materials, regulations, and manufacturing standards for critical medical implants.