Have you ever struggled with broken tools or stalled production when machining deep holes? At our factory, we know that choosing the wrong can ruin expensive castings and delay shipments to our clients. In a , the terms vertical and horizontal refer directly to the orientation of the machine's spindle, not drilling for oil. We will explain why the angle of your drill dictates the speed, cost, and safety of manufacturing OEM components.
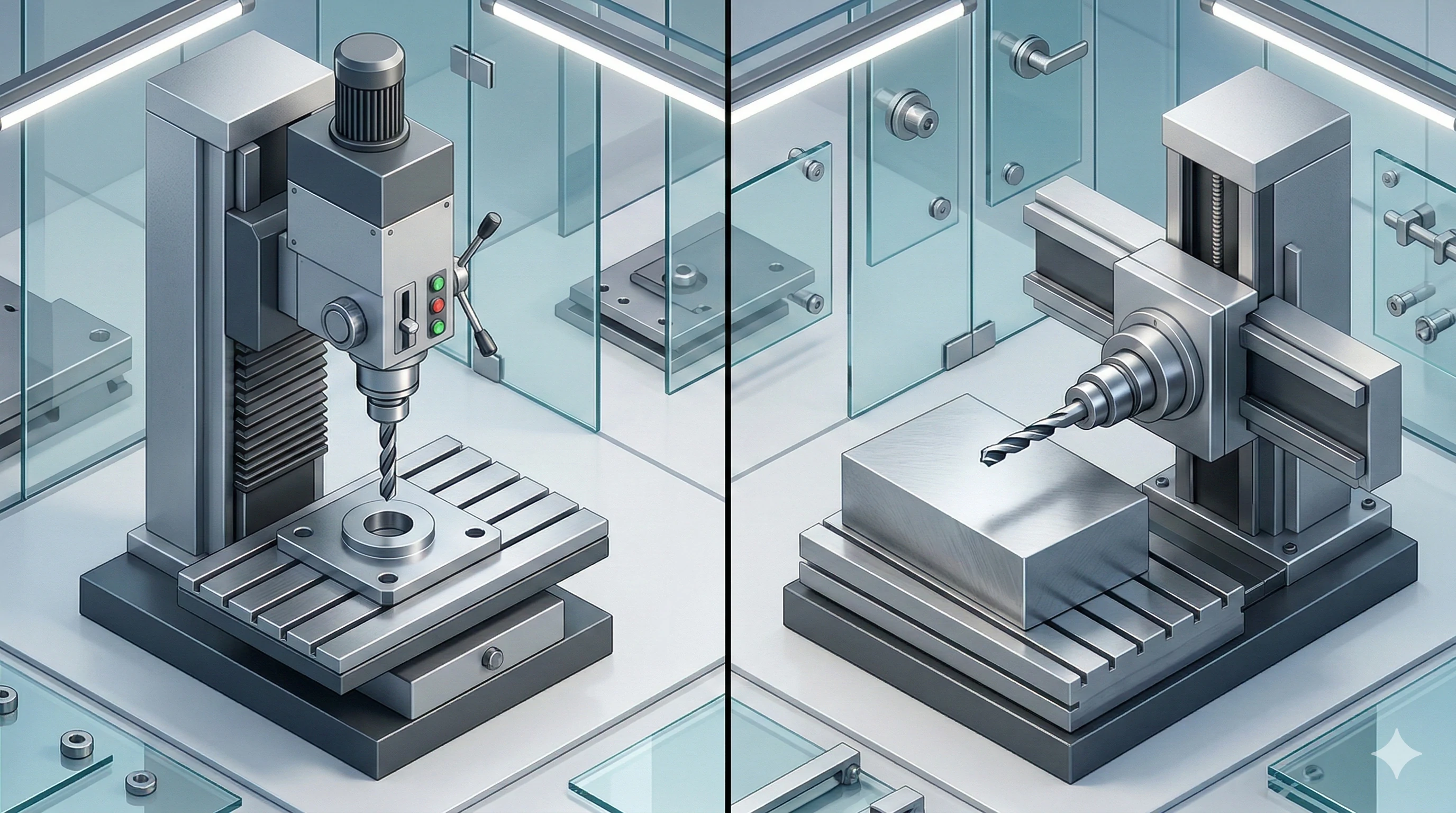
The core difference is spindle orientation: vertical drilling points the bit straight down at the floor along the Z-axis, while horizontal drilling points the bit sideways, parallel to the floor. This orientation completely changes chip evacuation, tool life, and how heavy castings are handled.

Let us explore how each method impacts your production line and which one suits your specific parts.
What is Vertical Drilling (The Industry Standard)?

When our team sets up a new batch of flat base flanges, we often face tight budgets and standard tolerances. Clamping flat parts on complex machines can waste time and money. We rely on standard vertical machines for these straightforward tasks to keep costs low and visibility high.
Vertical drilling uses machines like drill presses and Vertical Machining Centers (VMCs) where the tool lowers from above to plunge into the metal. Gravity pushes the part securely into the table, making it highly cost-effective and ideal for flat plates, base flanges, and shallow holes.

In our machine shop, we frequently use . How it works is simple: the workpiece sits flat on a table. The spindle and drill bit approach the metal from the top down. When we calibrate our equipment, we ensure strict quality control so that every hole meets exact specifications. This prevents our clients from receiving substandard products.
The Core Advantages of Vertical Spindles
Our operators appreciate the clear visibility. They can easily see straight down into the work area during the entire machining cycle. Furthermore, gravity helps with clamping. The downward force of the drill naturally pushes the component securely into the fixture and table. Vertical machines are generally cheaper to buy and tool up. This allows us to keep production costs down for our customers. We also keep common repair parts in stock for our vertical fixtures, ensuring we never suffer delivery delays that could cause economic losses for our buyers.
| Feature | Details |
|---|---|
| Common Machines | , Vertical Machining Centers (VMCs) |
| Workpiece Setup | Sits flat on a table |
| Tool Direction | Lowers from above |
| Best Applications | Flat plates, base flanges, and shallow holes |
We always recommend this method for simple geometry. However, when holes get deep, this vertical approach starts to show significant limitations. We must then look at alternative orientations to ensure the parts remain durable.
What is Horizontal Drilling (The Heavy-Duty Solution)?
Lifting a 500kg pump housing and standing it upright under a vertical spindle is dangerous and inefficient. Our engineers used to struggle with maneuvering massive castings. By switching to horizontal setups, we eliminated these handling nightmares and improved our multi-sided machining capabilities.
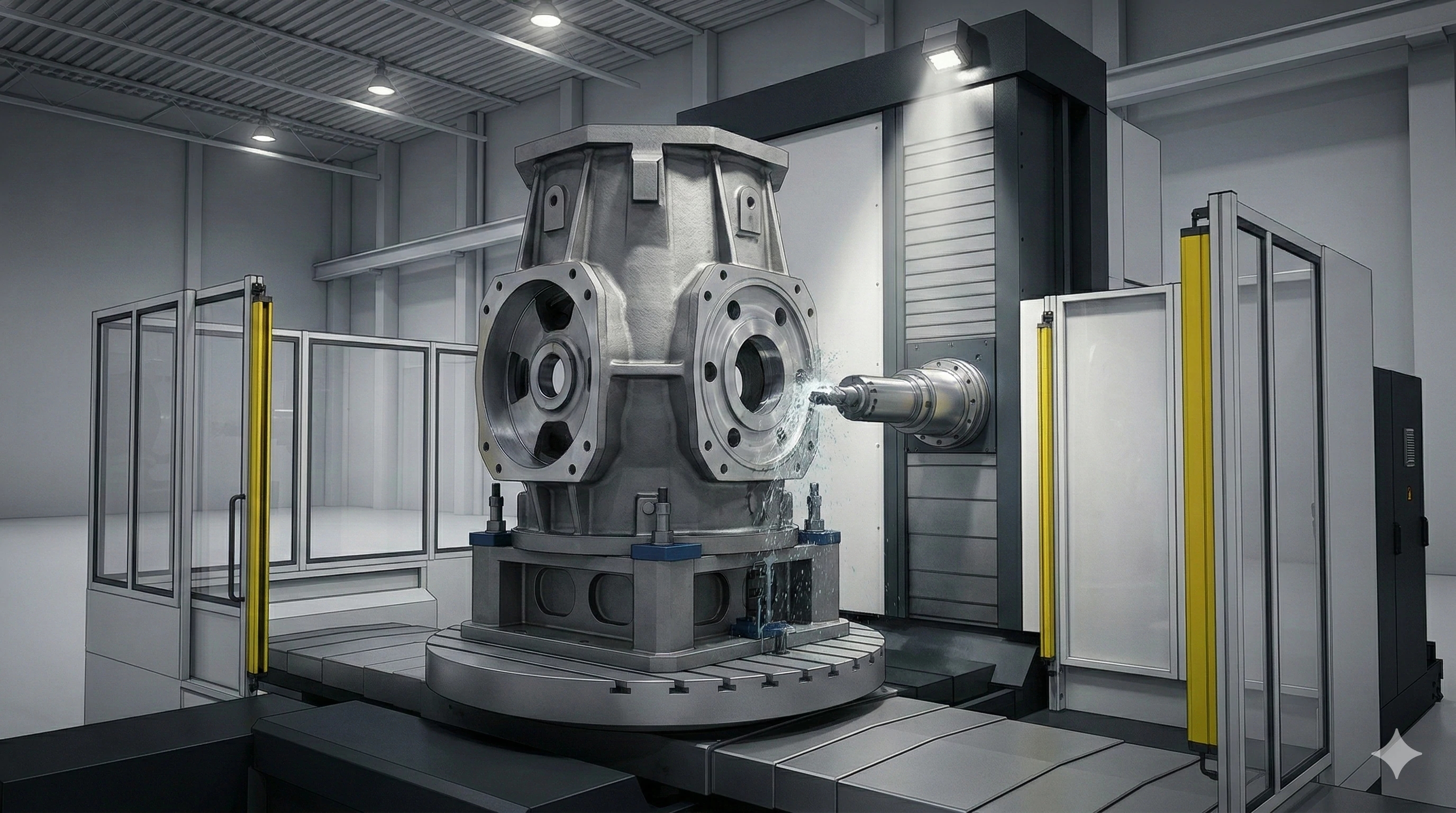
Horizontal drilling points the tool from the side while the workpiece is mounted vertically on an angle plate or tombstone. This method is the heavy-duty solution for machining valve bodies, pump housings, hydraulic manifolds, and large multi-sided castings without unclamping.
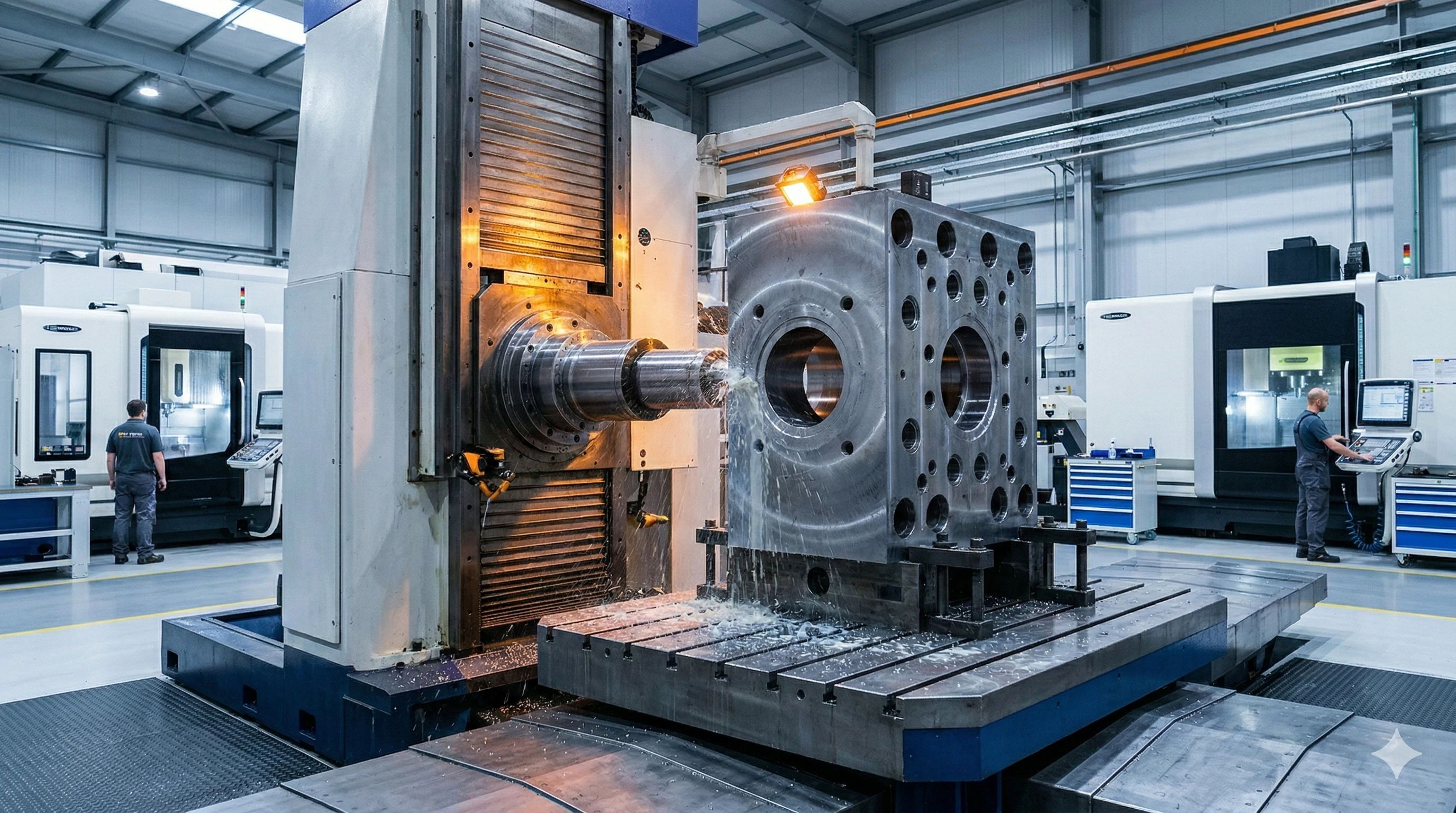
When we receive orders for massive industrial components, we turn to Horizontal Machining Centers (HMCs) and . These machines are built for serious weight. Our engineering support team always evaluates the drawing to see if a horizontal approach will yield better stable performance.
Multi-Sided Access for Complex Parts
One of the greatest benefits we experience is multi-sided access. You can drill the front, rotate the table, and drill the sides without unclamping the part. This drastically reduces setup time and minimizes human error in our facility. It also means we can provide faster door-to-door delivery because our machining cycles are more efficient.
Handling Massive Castings
Heavy part handling becomes much safer. Massive castings, like a , are much easier to mount securely on a horizontal mill's table than to stand upright under a vertical spindle. The stability is unmatched.
| Application Type | Examples |
|---|---|
| Fluid Control | Valve bodies, hydraulic manifolds |
| Heavy Castings | Pump housings |
| Complex Geometry | Multi-sided castings |
Using a horizontal setup ensures that our heavy-duty parts meet strict tolerances. The rigid mounting and side-approach allow our cutting tools to perform optimally. This approach is crucial when we manufacture complex hardware for our OEM clients. By keeping the part stationary and rotating the table, we maintain absolute precision across all faces of the component.
The "Deep Hole" Problem: Why Does Horizontal Win?
Have you ever heard a drill bit snap inside a deep cavity? It is a terrible sound that means ruined parts and lost hours. We face this deep hole problem constantly. We discovered that fighting gravity is a losing battle, but working with it changes everything.
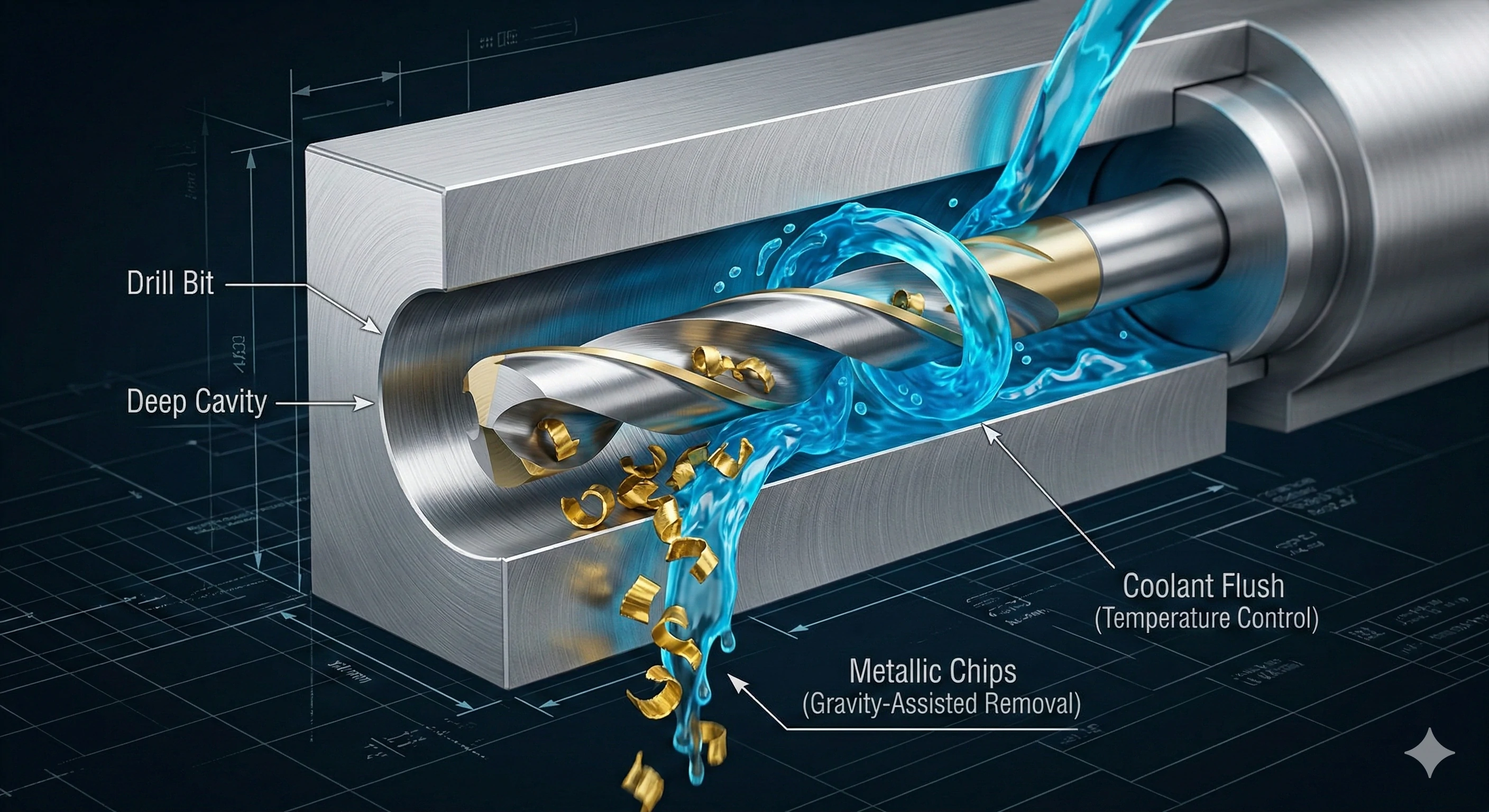
In horizontal drilling, gravity pulls the metal chips out of the hole as soon as they are cut, while coolant flushes the cavity perfectly. This eliminates chip trapping and allows for faster, deeper, and safer holes without tool breakage.

This is the most critical engineering distinction between the two methods. Let us look at the VMC struggle. When drilling a deep hole vertically, the and cutting fluid get trapped at the bottom of the hole. The drill recuts those chips, overheats, and snaps. To prevent this, our operators must use " ". This means drilling a little, pulling out to clear chips, going back in, which is incredibly slow.
The Horizontal Advantage for Chip Evacuation
The HMC solution is brilliant because it uses gravity to its advantage. Because the tool is horizontal, the chips simply fall out of the hole and down to the floor. Coolant flushes the hole perfectly, maintaining the ideal temperature at the cutting edge.
| Feature | Vertical Drilling | Horizontal Drilling |
|---|---|---|
| Chip Evacuation | Trapped at the bottom | Pulled out by gravity |
| Tool Risk | Overheats and snaps easily | Safer, reduced breakage |
| Speed | Incredibly slow due to peck drilling | Faster and deeper continuous drilling |
By relying on horizontal machines for these tasks, we guarantee that our products have flawless internal features. This is how we maintain our strict quality control and avoid costly delivery delays. Furthermore, this stable process means the final products have excellent durability and will not frequently malfunction in the field.
Specialized Horizontal Tech: What is Gun Drilling?
When clients demand perfectly straight, exceptionally deep fluid channels in solid metal blocks, standard drill bits simply wander and fail. We cannot afford rejected parts due to internal misalignment. To solve this, our shop invested in highly specialized horizontal technology.
Gun drilling is a highly specialized horizontal drilling process that uses a long, straight drill bit with high-pressure coolant pumped directly through its center. The coolant forces chips out a V-shaped groove, making it essential for deep, straight fluid channels.

Gun drilling was originally used for making rifle barrels, which requires extreme precision over a long distance. In our manufacturing application, it is absolutely essential for drilling deep, straight fluid channels inside solid or long mounting pins.
How Through-Spindle Coolant Works
The technology behind this is fascinating. It uses a long, straight drill bit with high-pressure coolant pumped directly through a hole inside the drill bit itself. This is often called " ". The high-pressure fluid reaches the very tip of the cutting edge.
The coolant then forces the metal chips back out along a V-shaped groove on the outside of the tool. This constant flushing prevents chip packing, which is when chips pack around the flutes, stopping coolant and causing the metal to expand and seize.
| Component | Function in Gun Drilling |
|---|---|
| Drill Bit | Long and straight with an internal hole |
| Coolant System | High-pressure, pumped through the center |
| V-Shaped Groove | Provides an exit path for chips and fluid |
By mastering this specialized horizontal technique, our factory provides unmatched precision for complex internal geometries. It is another way we deliver stable, high-performance hardware to our global partners. We also provide complete engineering design capabilities to help customize these deep channels for your specific application.
Which Process Do Your Parts Need?
Choosing the right machining method can feel overwhelming when reviewing complex engineering drawings. A wrong choice leads to inflated quotes and poor part quality. We work closely with our clients to analyze part geometry and determine the most efficient path.
Selecting the right process depends on geometry, depth, and weight. Shallow holes on flat geometry require cost-effective vertical drilling. Conversely, deep holes exceeding five times the diameter or extremely heavy, boxy castings demand the superior chip evacuation of horizontal drilling.
We always evaluate three main factors before programming our CNC machines. First, we look at the part geometry. If the part is generally flat, vertical is the way to go. If it is boxy or cubic, horizontal is better.
Evaluating Hole Depth and Material Weight
Next, we calculate the hole depth. If the hole is shallow, meaning less than three times the diameter (< 3x diameter), vertical is sufficient. However, if the hole is deep, greater than five times the diameter (> 5x diameter), we must use horizontal.
Finally, we assess the material weight. Light to medium parts are fine for vertical mills, but extremely heavy castings require horizontal setups.
| Decision Factor | Choose Vertical Drilling | Choose Horizontal Drilling |
|---|---|---|
| Part Geometry | Flat | Boxy / Cubic |
| Hole Depth | Shallow (< 3x diameter) | Deep (> 5x diameter) |
| Material Weight | Light to Medium | Extremely Heavy Castings |
By strictly following these guidelines, our production lines operate smoothly. We ensure that every component we manufacture, whether it is a simple bracket or a complex fluid manifold, is produced using the most effective and economical method available. This rigorous process allows us to provide secure customs clearance documentation, as every part is manufactured to certified standards.
Frequently Asked Questions About CNC Drilling?
When speaking with procurement managers, we receive many questions about machine specifications. Misunderstanding these terms can lead to confusion during the quoting process. We want to clarify these common queries to ensure smooth communication.
Understanding the equipment is vital for accurate procurement. An HBM is designed for massive industrial parts, drill bits break vertically due to chip packing, and horizontal deep-hole drilling utilizes specialized tools like gun drills with internal coolant pipes.
We regularly hold training sessions for our team of 200+ people to ensure everyone understands these technical details. Here are detailed answers to the most common questions we receive.
What is a Horizontal Boring Mill (HBM)?
An HBM is a massive horizontal drilling and milling machine designed specifically for the world's largest industrial parts. Unlike a standard CNC, the spindle on an HBM can extend outward (the "quill") to reach deep inside large castings, like turbines or massive pipeline valves. We rely on these heavy-duty machines for our largest OEM projects.
Why do drill bits break in deep vertical holes?
The main culprit is chip packing. When chips cannot escape against gravity, they pack around the flutes of the drill bit. This stops coolant from reaching the cutting edge, causing the metal to expand from heat and instantly seize or snap the tool.
Does horizontal drilling require different drill bits?
Standard twist drills can be used in both, but horizontal deep-hole drilling often utilizes specialized "Through-Coolant" drills or "Gun Drills." These tools have tiny pipes running through their center to blast high-pressure coolant directly at the cutting tip.
| Question Topic | Key Takeaway |
|---|---|
| HBM Machines | Designed for massive parts, uses an extending quill |
| Vertical Tool Breakage | Caused by chip packing and heat expansion |
| Horizontal Tooling | Uses Through-Coolant drills for deep holes |
Having this technical knowledge ensures that when we collaborate on custom product features, our clients know their designs are in capable hands. We are fully equipped to provide remote or on-site technical support for all the hardware we manufacture.
Conclusion
To summarize the key takeaways, vertical drilling is cost-effective for simple, flat geometry. On the other hand, horizontal drilling is the undisputed champion for deep holes, excellent chip evacuation, and heavy, multi-sided castings. At our manufacturing facility, we leverage both technologies to provide durable products and stable performance.
Does your casting require deep tapped holes or precision boring on multiple faces? Our facility utilizes advanced Horizontal Machining Centers to guarantee flawless internal threads and fluid channels. Submit your drawing for a CNC machining review.
Footnotes
1. Understand how spindle mechanics impact precision in manufacturing operations.
2. Learn about the operations and equipment used in modern machine shops.
3. Guide to CNC machining centers and their specific industrial uses.
4. Overview of standard drill press machinery and workshop applications.
5. Deep dive into the boring process for large-scale manufacturing.
6. Fundamentals of industrial pump systems and structural pump housings.
7. Definition, hazards, and handling of swarf in metalworking processes.
8. Explanation of peck drilling techniques used for deep hole creation.
9. Insight into the complex design and function of hydraulic manifolds.






