If you're sourcing cast metal parts, the choice between die casting and sand casting will shape everything — from unit cost and lead time to surface finish and mechanical performance. Both processes pour molten metal into a mold, but that's roughly where the similarities end.

This guide breaks down every factor that matters: process mechanics, dimensional tolerances, material compatibility, cost drivers, strength characteristics, and real-world applications. By the end, you'll know exactly which method fits your project.
Table of Contents
Quick-Glance Comparison Table
| Factor | Die Casting | Sand Casting |
|---|---|---|
| Mold material | Hardened steel (reusable die) | Sand + binder (single-use mold) |
| Typical tolerance | ±0.002–0.005 in (±0.05–0.13 mm) | ±0.030 in (±0.76 mm) |
| Surface finish (Ra) | 1–2.5 µm (as-cast) | 6–25 µm (as-cast) |
| Tooling cost | $10,000–$100,000+ | $500–$5,000 |
| Ideal volume | 10,000+ parts | 1–5,000 parts |
| Cycle time | 30 seconds – 2 minutes | Hours to days per mold |
| Part weight range | Grams to ~25 kg | Grams to several tons |
| Common metals | Aluminum, zinc, magnesium | Aluminum, iron, steel, bronze, brass |
| Porosity risk | Moderate (gas entrapment) | Lower (slower fill, better venting) |
| Post-machining needed | Minimal | Often required |
How Die Casting Works
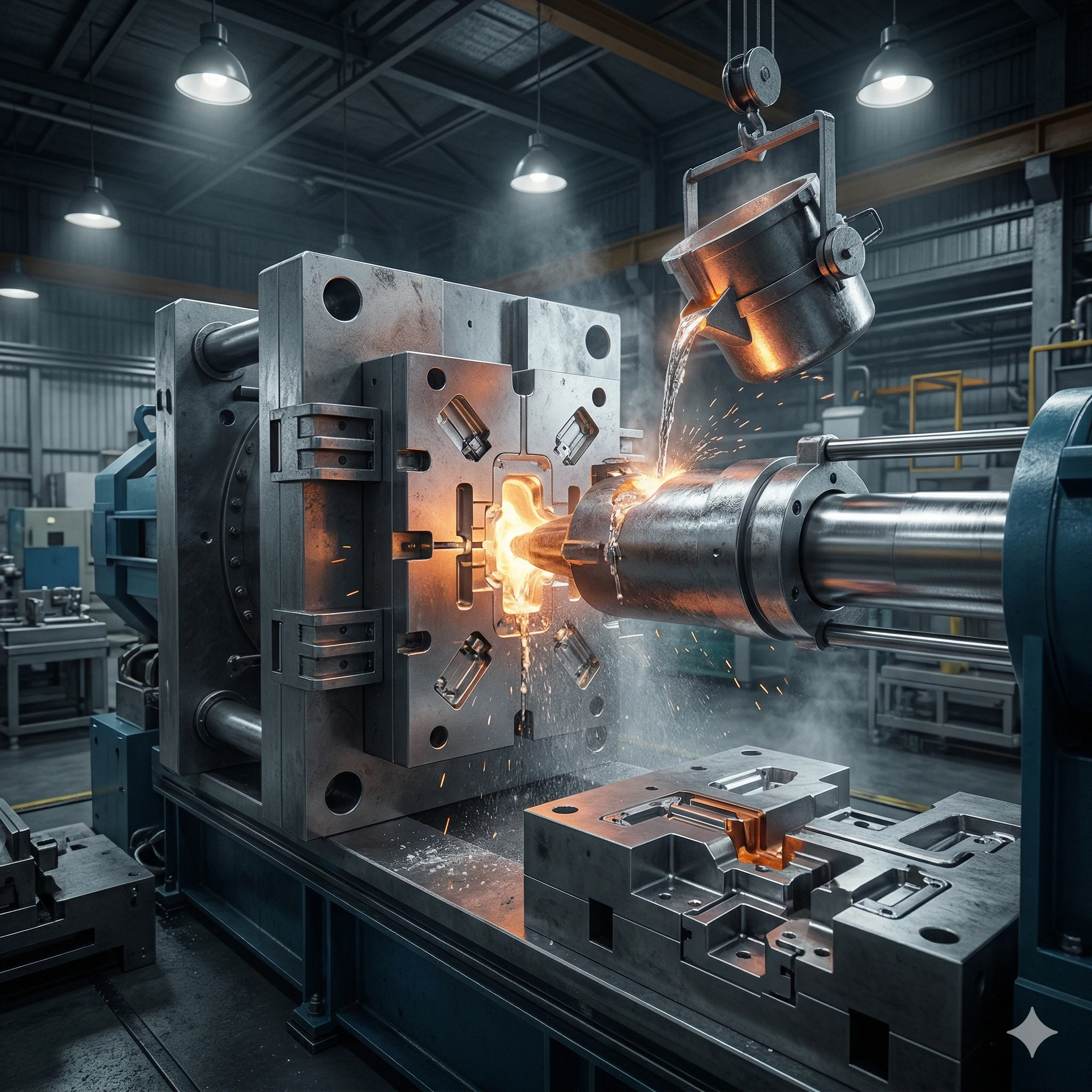
Die casting forces molten metal into a precision-machined steel mold — called a die — under high pressure. The die is clamped shut by a , metal is injected, and the part solidifies within seconds. Once cool, the die opens, ejector pins push the part out, and the cycle repeats.
There are two main machine types:
-
Hot-chamber machines keep the injection mechanism submerged in molten metal. They're fast (up to 15 cycles per minute) and work best with .
-
Cold-chamber machines ladle metal into a separate shot sleeve before injection. This setup handles higher-melting-point metals like aluminum, which would corrode a submerged injection system.
Because the steel die is reusable for tens of thousands — sometimes hundreds of thousands — of shots, die casting excels at high-volume production where tooling cost is amortized across a large run.
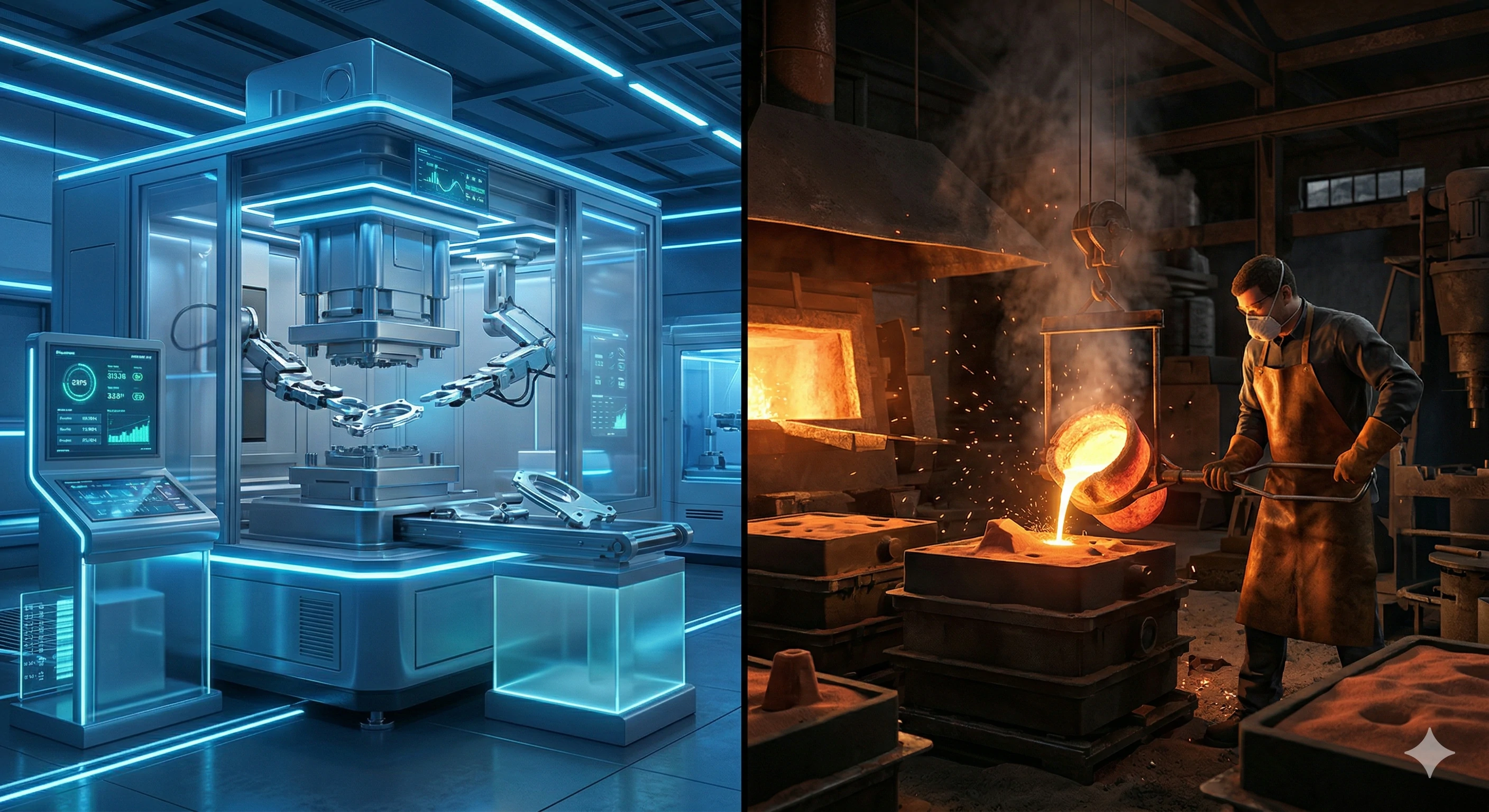
How Sand Casting Works

Sand casting is one of the oldest metalworking processes, dating back thousands of years. It uses a (typically clay or chemical resin) to form a mold around a pattern.
Here's the basic sequence:
-
A pattern (usually wood, metal, or 3D-printed plastic) is placed in a flask.
-
Sand is packed around the pattern to form a two-part mold (cope and drag).
-
The pattern is removed, leaving a cavity shaped like the final part.
-
Cores (also sand) are inserted if the part has internal passages.
-
Molten metal is poured into the cavity through a gating system.
-
After cooling, the sand mold is broken apart to retrieve the casting.

Because each mold is destroyed during part removal, sand casting is inherently suited to low-volume and prototype work. However, automated molding lines can produce sand-cast parts at reasonably high rates for simpler geometries.
Dimensional Tolerances and Surface Finish
This is one of the starkest differences between the two processes.
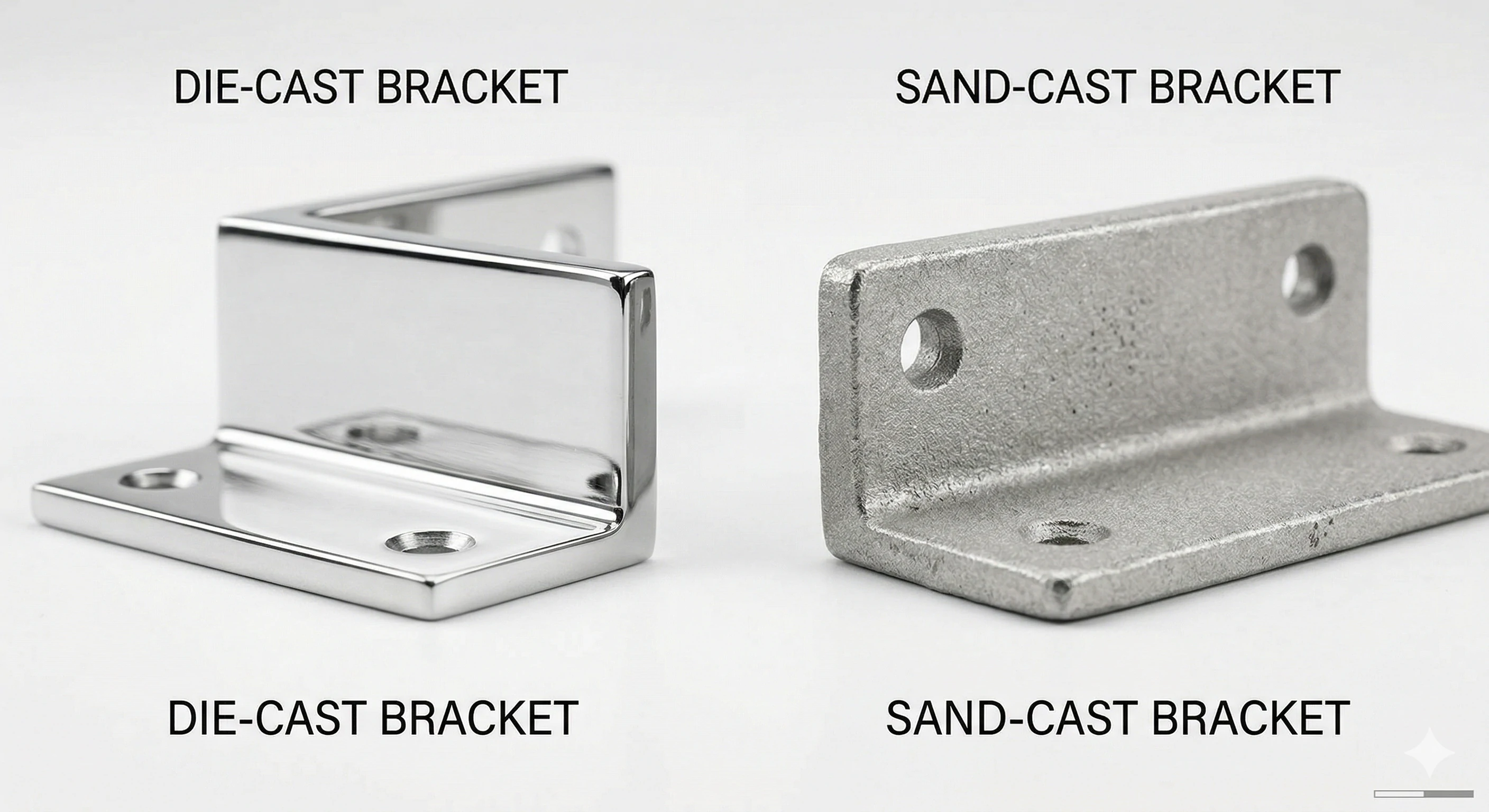
Die casting produces parts with tight, repeatable tolerances — often ±0.002 to ±0.005 inches (±0.05 to ±0.13 mm) on critical dimensions. The machined steel die reproduces the same geometry shot after shot, and high injection pressure ensures the metal fills every detail of the cavity. As-cast surface finish typically ranges from 1 to 2.5 µm Ra, which is smooth enough for many decorative and functional applications without secondary finishing.
Sand casting tolerances are considerably looser, typically ±0.030 inches (±0.76 mm) or more. The granular nature of the mold material limits how fine the surface detail can be, and slight mold variations between pours add dimensional spread. Surface finish usually falls between 6 and 25 µm Ra, depending on sand grain size and binder type. Most sand castings require machining on mating surfaces, bores, and other critical features.
Bottom line: If your part needs tight tolerances and a clean surface straight out of the mold, die casting saves you significant machining cost. If tolerances are forgiving, sand casting's lower tooling cost may make more sense.

Die Cast vs. Sand Cast Strength
Mechanical strength depends on the alloy, part design, and process parameters — not just the casting method. That said, there are meaningful process-driven differences.
Grain Structure
Sand casting cools slowly, which produces a coarser grain structure. In many alloys this results in slightly lower compared to rapidly solidified material, but it can offer better elongation (ductility) in certain compositions.
Die casting cools rapidly against the steel die walls, creating a fine-grained, dense skin on the part surface. This often translates to higher hardness and tensile strength near the surface. However, the high-speed injection can trap air, creating internal porosity — small voids that reduce effective cross-sectional strength and can cause problems if the part is heat-treated or welded.
Heat Treatment
Sand castings can generally be to significantly improve mechanical properties. Die castings are more difficult to heat-treat because entrapped gas pores can expand ("blister") at elevated temperatures. Vacuum-assisted die casting and squeeze casting techniques reduce porosity and can make heat treatment viable, but they add cost.
Practical Strength Comparison (A356 Aluminum)
| Property | Sand Cast (T6) | Die Cast (F) |
|---|---|---|
| Tensile strength | 230–260 MPa | 300–320 MPa |
| Yield strength | 165–185 MPa | 150–170 MPa |
| Elongation | 3–5% | 2–4% |
Values are representative and vary by foundry and process parameters.
The takeaway: die castings can be strong, but sand castings offer more flexibility with heat treatment and alloy selection. For structural parts that must be welded or heat-treated, sand casting (or investment casting) is usually preferred.
Material Compatibility
Die Casting Alloys
Die casting is limited to non-ferrous metals with relatively low melting points, because the steel die must survive repeated thermal cycling. The most common alloys include:
-
Aluminum (A380, A383, ADC12) — lightweight, good corrosion resistance, the workhorse of die casting.
-
Zinc (Zamak 3, Zamak 5) — excellent castability, tight tolerances, ideal for small precision parts.
-
Magnesium (AZ91D) — the , used in electronics housings and automotive components.
-
Copper alloys — possible but uncommon due to high melting temperatures that shorten die life.
Sand Casting Alloys
Sand casting handles virtually any castable metal, including those with melting points far too high for die casting:
-
Gray and ductile iron — engine blocks, pipe fittings, heavy machinery.
-
Carbon and alloy steel — structural parts, valve bodies, heavy equipment.
-
Stainless steel — for food, marine, and chemical applications.
-
Bronze and brass — bearings, bushings, marine hardware.
-
Aluminum alloys (A356, 319, 535) — a broad selection, including heat-treatable grades.
-
Nickel-based superalloys — high-temperature applications (often via investment casting, but sand casting is used for larger parts).
Key point: If your part requires ferrous metal — iron or steel — sand casting (or investment casting) is your primary option. Die casting is not viable for ferrous alloys.
Cost Comparison: Tooling, Per-Unit, and Total
Cost is usually the deciding factor, and it's not as simple as "which process is cheaper." You need to consider three categories.
Tooling Cost
Die casting tooling (the steel die, runners, slides, ejector systems) typically costs $10,000 to $100,000 or more, depending on part complexity, size, and number of cavities. Multi-cavity dies for small parts can exceed $150,000. However, a well-maintained die can last 100,000 to over 1,000,000 shots.
Sand casting tooling is a pattern — often wood or machined aluminum — plus a core box if internal features are needed. Costs typically range from $500 to $5,000, and 3D-printed patterns can bring this even lower for prototypes.
Per-Unit Cost
Die casting wins decisively at volume. Once the die is built, each shot takes 30 seconds to 2 minutes, material waste is low, and minimal post-processing is needed. Per-unit costs can drop below $1 for small zinc parts and typically range from $2 to $20 for medium aluminum components.
Sand casting per-unit costs are higher because each mold is made and destroyed, cycle times are longer, and machining is usually required. Expect $10 to $200+ per unit depending on size, complexity, and alloy.

Break-Even Analysis
For most part geometries, the break-even point where die casting becomes cheaper than sand casting falls somewhere between 3,000 and 10,000 units. Below that range, sand casting's low tooling cost wins. Above it, die casting's low unit cost dominates.
Quick rule of thumb:
-
Under 1,000 parts: Sand casting is almost always cheaper.
-
1,000–5,000 parts: Run the numbers — it depends on part size and complexity.
-
Over 10,000 parts: Die casting is usually the most economical choice.
Production Speed and Volume
Die casting is built for speed. Hot-chamber machines can complete a cycle every 4–15 seconds for small zinc parts. Cold-chamber aluminum cycles typically run 30–120 seconds. A single die can produce thousands of parts per day with minimal operator intervention.
Sand casting is inherently slower. Even with automated molding lines (which can produce 200–400 molds per hour for small parts), the cooling time, shakeout, and finishing steps add up. For large castings, a single part may take a full day from pour to extraction.
If you need 50,000 identical parts in eight weeks, die casting is the obvious choice. If you need 50 large pump housings over six months, sand casting handles it comfortably without the massive upfront die investment.
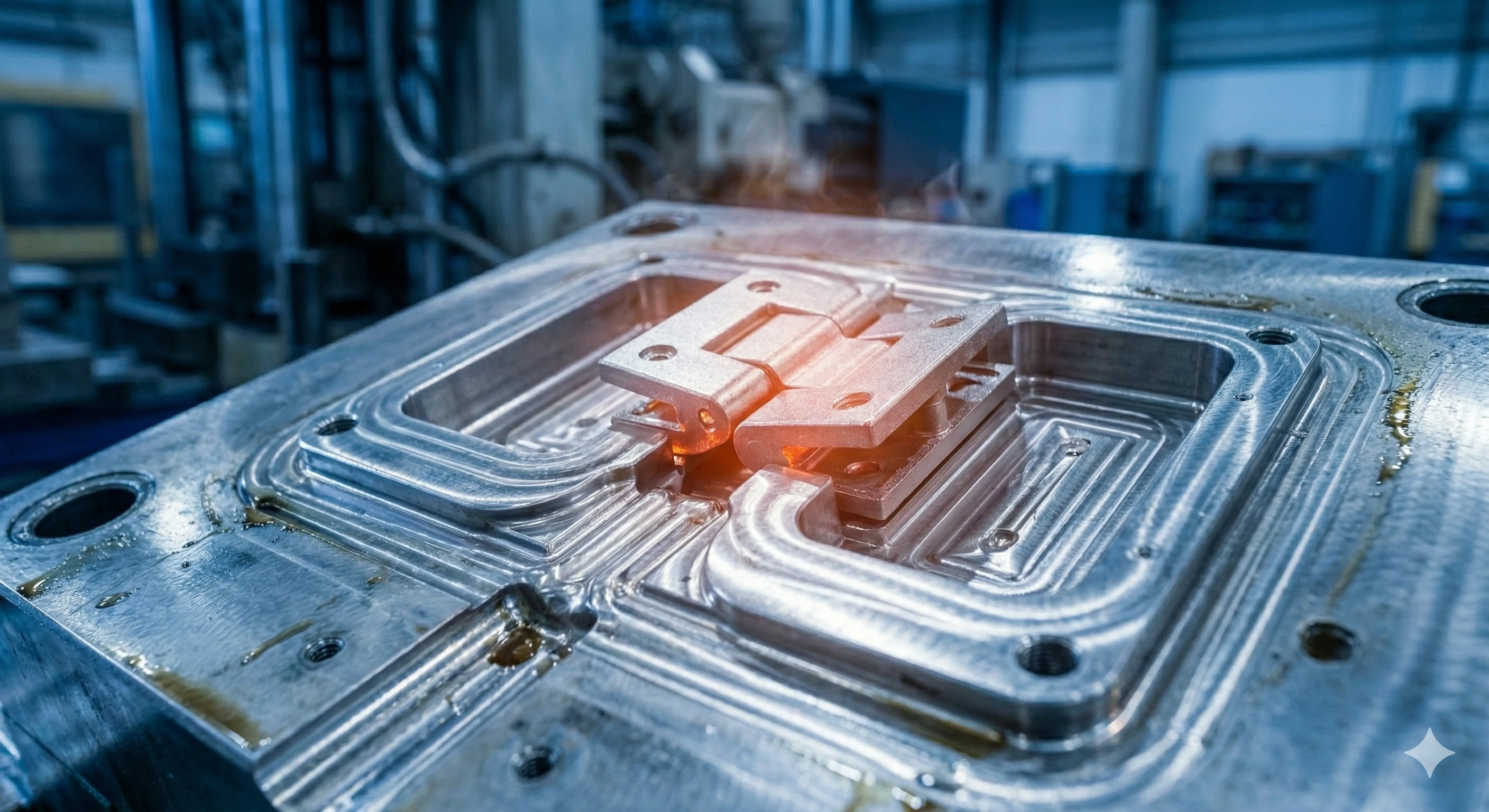
Design Complexity and Part Size
Complexity
Die casting can produce remarkably complex thin-walled geometries in a single shot — ribs, bosses, snap fits, textured surfaces, and through-holes can all be cast directly. Minimum wall thickness can go as low as 0.5 mm for zinc and 1.0 mm for aluminum. However, undercuts require slides or moving die components, which increase tooling cost.
Sand casting is more flexible with internal complexity because sand cores can create intricate internal passages that would be impossible or prohibitively expensive with die-cast slides. Think of an engine block's coolant channels — those are formed by sand cores. Draft angles are more forgiving, and design changes are cheaper since you're modifying a pattern rather than re-machining a hardened steel die.
Part Size
Die casting is practical for parts up to roughly 25 kg (55 lb), though most die castings weigh under 10 kg. Machine clamping force limits the projected area of the part.
Sand casting has virtually no upper size limit. Ship propellers, industrial pump housings, and machine bases weighing several tons are routinely sand cast. If your part is large and heavy, sand casting is likely your only practical casting option.
Types of Die Casting: Pressure, Gravity, and More
Not all die casting is the same. Understanding the sub-categories helps you match process to application.
High-Pressure Die Casting (HPDC)
This is the "standard" die casting process described above. Metal is injected at pressures of 1,500 to 25,000+ psi. It's the fastest method and produces the best surface finish, but porosity from trapped air is a common challenge.
Low-Pressure Die Casting (LPDC)
Metal is pushed upward into the die from a sealed furnace using low air pressure (5–15 psi). This slower, more controlled fill reduces turbulence and porosity, producing denser, stronger castings. It's widely used for aluminum wheels and structural automotive components.
Gravity Die Casting (Permanent Mold Casting)
Molten metal is poured into a reusable metal mold under gravity alone — no injection pressure. This method sits between sand casting and high-pressure die casting in terms of cost, tolerance, and surface finish. It offers better mechanical properties than HPDC because the slower fill reduces porosity, and heat treatment is usually possible.
Gravity die casting is popular for medium-volume production (1,000–50,000 parts) where HPDC tooling isn't justified but sand casting quality isn't sufficient.
Vacuum Die Casting
A variation of HPDC that evacuates air from the die cavity before injection. This dramatically reduces porosity and allows parts to be heat-treated and welded — addressing two of HPDC's biggest limitations. Tooling and operating costs are higher, but the improvement in mechanical properties is significant.
Squeeze Casting
Combines elements of die casting and forging. Molten metal is poured into an open die, which then closes under high pressure during solidification. The result is an extremely dense part with minimal porosity and forging-like mechanical properties. Squeeze casting is used for safety-critical components like suspension knuckles.
Sand Casting vs. Investment Casting vs. Die Casting
These three processes cover the vast majority of metal casting applications. Here's how they compare side by side.
| Factor | Sand Casting | Investment Casting | Die Casting |
|---|---|---|---|
| Mold | Sand (disposable) | Ceramic shell (disposable) | Steel die (reusable) |
| Tolerance | ±0.030 in | ±0.005–0.010 in | ±0.002–0.005 in |
| Surface finish | 6–25 µm Ra | 1.5–3 µm Ra | 1–2.5 µm Ra |
| Tooling cost | Low ($500–$5K) | Medium ($2K–$20K) | High ($10K–$100K+) |
| Ideal volume | 1–5,000 | 100–10,000 | 10,000+ |
| Max part weight | Several tons | ~50 kg | ~25 kg |
| Alloy range | Broadest | Very broad (incl. superalloys) | Non-ferrous only |
| Best for | Large parts, low volume, ferrous metals | Complex geometry, tight tolerance, broad alloys | High volume, thin walls, non-ferrous |
Investment casting (the "lost wax" process) occupies a middle ground: better tolerances and surface finish than sand casting, broader alloy range than die casting, and moderate tooling cost. It's ideal for complex, precision parts in moderate quantities — think turbine blades, medical implants, and firearm components.
Die Casting vs. Forging
Forging shapes metal by compressive force (hammering or pressing) rather than pouring liquid metal into a mold. The key difference is that forging doesn't melt the metal — it deforms solid stock.
Forged parts have a continuous grain flow that follows the part's contour, resulting in superior . There's no risk of porosity. However, forging is limited to simpler shapes, requires expensive tooling, and post-machining is almost always needed.
Die cast parts can achieve far more complex geometries in a single operation, with better dimensional accuracy and lower machining costs. But they can't match forging's mechanical properties for demanding structural and safety-critical applications.
Choose forging for parts where failure is not an option: connecting rods, crankshafts, landing gear, and critical fasteners. Choose die casting for complex, lightweight parts where moderate strength is acceptable: housings, brackets, heat sinks, and enclosures.
Die Casting vs. Injection Molding
This comparison comes up when engineers are choosing between a metal and a plastic part. The processes are mechanically similar — both inject material under pressure into a reusable mold — but the materials and results are very different.
| Factor | Die Casting | Injection Molding |
|---|---|---|
| Material | Metals (Al, Zn, Mg) | Thermoplastics, thermosets |
| Strength | Much higher | Lower (unless fiber-reinforced) |
| Thermal conductivity | High | Low |
| EMI shielding | Yes (inherent) | No (requires coatings/additives) |
| Tooling cost | Higher (hardened steel, higher temps) | Lower |
| Cycle time | Similar (30s–2min) | Similar (15s–1min) |
| Part weight | Heavier | Lighter |
If you need structural strength, heat dissipation, or , die casting is the way to go. If you need lightweight, low-cost, electrically insulating parts, injection molding wins.
Many products use both: a die-cast aluminum chassis with injection-molded plastic covers, for example.
Other Casting Methods Worth Knowing
Centrifugal Casting
Molten metal is poured into a spinning mold. Centrifugal force pushes the metal outward against the mold wall, producing dense, porosity-free cylindrical parts. This process is the go-to method for pipes, tubes, rings, and bushings. It can use either expendable (sand) or permanent (metal) molds.
Continuous Casting
Metal is solidified in a cooled mold and continuously withdrawn as a long strand. It's an industrial-scale process for producing billets, slabs, and rods — feedstock for rolling and forging rather than finished parts.
Shell Mold Casting
A hybrid between sand casting and die casting. Sand coated with thermosetting resin is cured against a heated metal pattern to form a thin, rigid shell mold. Tolerances and surface finish are better than traditional sand casting, and the process is more automated. It's commonly used for medium-run production of parts like gearbox housings.
How to Choose: A Decision Framework
When you're deciding between die casting and sand casting, work through these questions in order:
1. What metal do you need?
If the answer is iron, steel, or a high-temperature alloy, sand casting (or investment casting) is your path. Die casting is limited to aluminum, zinc, magnesium, and a few copper alloys.
2. How many parts do you need?
Fewer than 1,000? Sand casting almost always wins on cost. Over 10,000? Die casting is usually more economical. The 1,000–10,000 range requires a detailed quote comparison.
3. How tight are your tolerances?
If the part needs to function as-cast with minimal machining, die casting delivers tighter dimensions and smoother surfaces. If you're planning to machine critical features anyway, sand casting's looser tolerances may not matter.
4. How big is the part?
Parts over 25 kg generally can't be die cast. Large castings default to sand.
5. Will the part be welded or heat-treated?
Standard HPDC parts are difficult to weld or heat-treat due to porosity. If these operations are required, consider sand casting, investment casting, or vacuum/squeeze die casting.
6. How fast do you need parts?
Die casting tooling takes 8–16 weeks to build, but once running, production is fast. Sand casting tooling takes days to weeks, and first articles can ship quickly — a major advantage for prototypes and urgent orders.
FAQ
Is die casting stronger than sand casting?
It depends on the alloy and post-processing. Die castings often have higher as-cast tensile strength due to rapid solidification, but internal porosity can limit fatigue performance. Sand castings can be heat-treated to achieve excellent mechanical properties, especially in alloys like A356-T6.
Can sand casting achieve the same surface finish as die casting?
Not without secondary finishing. As-cast sand surfaces are significantly rougher (6–25 µm Ra) compared to die casting (1–2.5 µm Ra). Machining, grinding, or shot blasting can improve sand cast surfaces, but this adds cost and processing time.
What metals cannot be die cast?
Iron, steel, titanium, and most high-melting-point alloys cannot be practically die cast because the extreme temperatures would destroy the steel die. These metals are typically sand cast, investment cast, or forged.
How long does die casting tooling last?
A well-designed and maintained die can last 100,000 to over 1,000,000 shots for aluminum, and even longer for zinc. Die life depends on the alloy, part complexity, and thermal management.
Is sand casting obsolete?
Not at all. Sand casting remains essential for large parts, low volumes, ferrous metals, and prototyping. Global sand casting output still accounts for a significant share of all metal castings produced annually. It's a mature but actively evolving process, with 3D-printed sand molds expanding its capabilities.
When should I consider investment casting instead of sand or die casting?
Investment casting fills the gap when you need tight tolerances and smooth surfaces (like die casting) but also need to cast ferrous alloys, superalloys, or complex geometries at moderate volumes. It's more expensive per unit than sand casting but requires less machining.
What is the cheapest casting method?
For low-quantity parts, sand casting is almost always the cheapest due to minimal tooling costs. For high-quantity parts, die casting offers the lowest per-unit cost. Investment casting falls in between.
Can 3D printing replace casting?
(e.g., DMLS, SLM) can produce parts without molds entirely, making it ideal for one-off prototypes and highly complex geometries. However, it's currently too slow and expensive for production volumes above a few hundred parts. Casting and 3D printing are more complementary than competitive — many foundries now use 3D-printed sand molds and wax patterns to speed up tooling.
Conclusion
Die casting and sand casting each have a clear domain. Die casting delivers speed, precision, and low per-unit cost for high-volume non-ferrous parts. Sand casting offers unmatched flexibility in alloy selection, part size, and low-volume economics.
The right choice comes down to your specific requirements: material, quantity, tolerance, size, and budget. Use the decision framework above to narrow your options, then request quotes from qualified foundries for both processes when you're in the gray zone. A good foundry partner will help you optimize the design for whichever process makes the most sense.
Footnotes
1. Read more about how hydraulic presses operate in industrial environments.
2. Overview of zinc alloys and their properties in manufacturing.
3. Detailed explanation of sand casting processes and materials.
4. Understand engineering concepts of tensile and yield strength.
5. Learn about industrial heat treating methods for metals.
6. Characteristics and applications of magnesium alloys in engineering.
7. Properties of stainless steel that make it corrosion-resistant.
8. Deep dive into material fatigue strength and impact resistance.
9. How electromagnetic shielding protects electronic components from interference.