The four critical types of inspection in manufacturing are Pre-Production Inspection for raw materials, During Production Inspection for in-process checks, Pre-Shipment Inspection for final verification, and Piece-by-Piece Inspection for zero-defect critical components, ensuring absolute reliability for your orders.
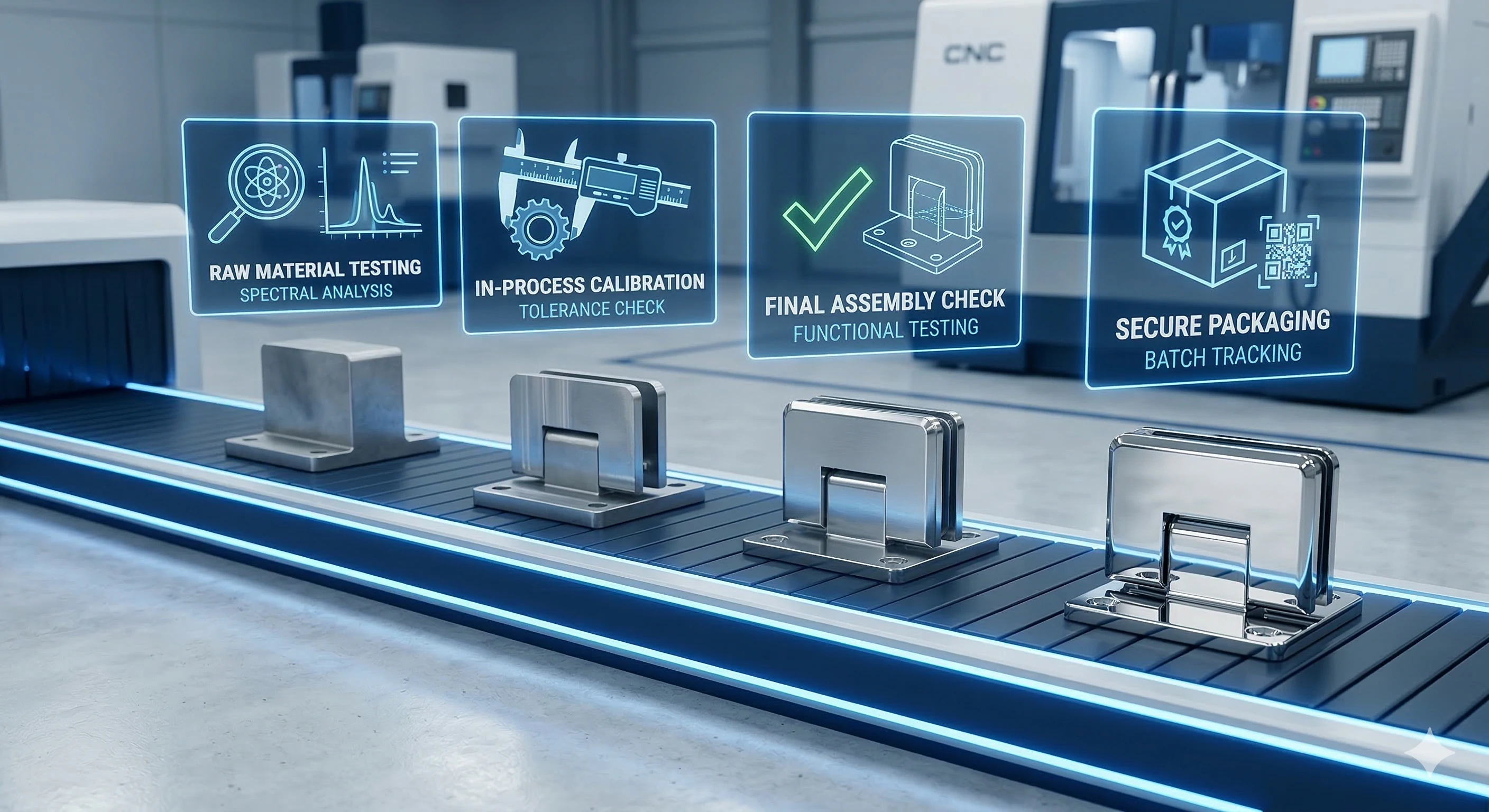
Let us explore how these four rigorous steps protect your OEM orders from start to finish. We break down the distinct phases and the advanced metrology we use to guarantee the integrity of your components.
1. What is Pre-Production Inspection (PPI) for Raw Materials?

At our foundry, we have seen how incorrect steel grades cause final products to fail miserably in the field. When you source custom metal parts, trusting paper certificates alone is a massive risk. We eliminate this worry by verifying every batch of metal before a single turns on or a furnace is lit.
Pre-Production Inspection is the initial quality control phase where factories verify incoming raw materials before manufacturing begins. This crucial step ensures that all base metals and components meet strict engineering specifications, preventing widespread defects and costly scrap early.

We use advanced tools to catch bad ingredients before the cake is baked. We understand that procurement managers face immense pressure to deliver reliable parts on time. By focusing heavily on raw material checks, we give you peace of mind from day one. You never have to worry about brittle metal or rust-prone stainless steel ruining your engineering project.
Using Spectrometers for Total Accuracy
We never rely on guesswork when handling your orders. Before pouring any , we analyze the exact chemical composition of the molten metal using an . This scientific approach guarantees your glass spigots are true Marine-Grade 316 Stainless Steel, rather than a cheaper, weaker substitute. We use authoritative acronyms confidently like PPI and OES because this is the exact language that professional procurement managers and mechanical engineers use.
Why Early Checks Matter for Your Business
If a factory skips this material check, they might machine thousands of perfect parts out of the wrong alloy. The entire batch is then scrapped, which delays your product launch by months.
Raw Material Testing Standards
Here is a breakdown of how we test incoming materials to protect your investment.
| Material Attribute | Testing Equipment | Purpose |
|---|---|---|
| Chemical Composition | Optical Emission Spectrometer (OES) | Verify exact metal grade and alloy mixture. |
| Raw Dimensions | Precision Calipers and Micrometers | Ensure raw bar stock fits CNC machine chucks. |
| Surface Integrity | High-Lumen Visual Inspection | Check for severe rust or deep scratches on raw steel. |
By integrating this rigorous check directly into our timeline, we identify material variables instantly. This early detection drastically reduces scrap rates across the board. It ensures we hit your lead times consistently and deliver parts ready for immediate assembly.
2. What is During Production Inspection (DPI) in Manufacturing?
Once our operators start a production run, machine wear or calibration drift can quietly introduce tiny errors. You might receive thousands of parts that look fine but fail during final assembly. We prevent this by ensuring our machines remain perfectly calibrated and our manufacturing process stays completely stable.
During Production Inspection involves continuous checks while parts are being made on the factory floor. It includes First Article Inspection to authorize the run and hourly checks to monitor machine calibration, ensuring every part perfectly matches the CAD design.

The most critical part of DPI is the First Article Inspection (FAI). We document every single test result so you can trust the process.
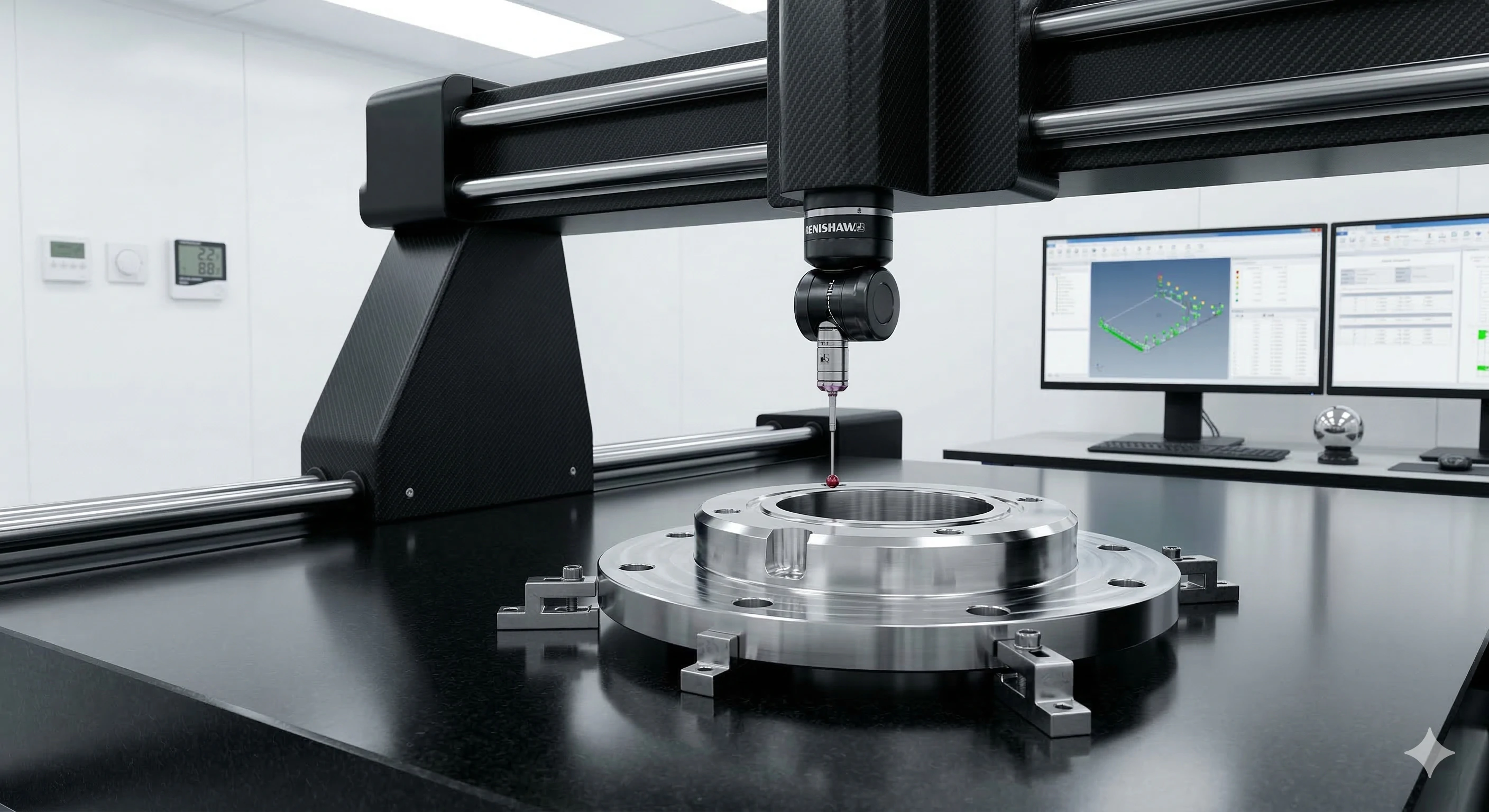
The First Article Inspection Process
When setting up a CNC run for a complex part like a hydraulic valve body, our operator machines the very first piece and then stops the machine. We take this "First Article" to a climate-controlled QC room. There, we measure it using a . A ruby-tipped probe verifies that the physical part matches your down to the micron. Once the CMM passes the FAI, we authorize the mass production run.
An FAI report is an official, highly detailed document provided by the manufacturer. It verifies that the very first part produced from a new tool or CNC setup meets every single dimensional, material, and functional requirement specified in your engineering drawing.
Continuous In-Process Checks
Our operators do not just walk away after the first piece. They continuously check parts every hour. They use precision calipers, micrometers, and thread gauges to ensure CNC tools have not worn down.
| Inspection Phase | Metrology Tools Used | Frequency of Checks |
|---|---|---|
| First Article (FAI) | Coordinate Measuring Machine (CMM) | Once per new setup or tool change. |
| Hourly Check | Calipers, Micrometers | Every 1 to 2 hours during active production. |
| Thread Check | Precision Go/No-Go Gauges | Continuously during specific threading operations. |
This strict chronological quality control system replaces the outdated method of checking parts only at the very end. Consistent DPI means you receive consistent parts, whether it is the first piece off the line or the ten thousandth.
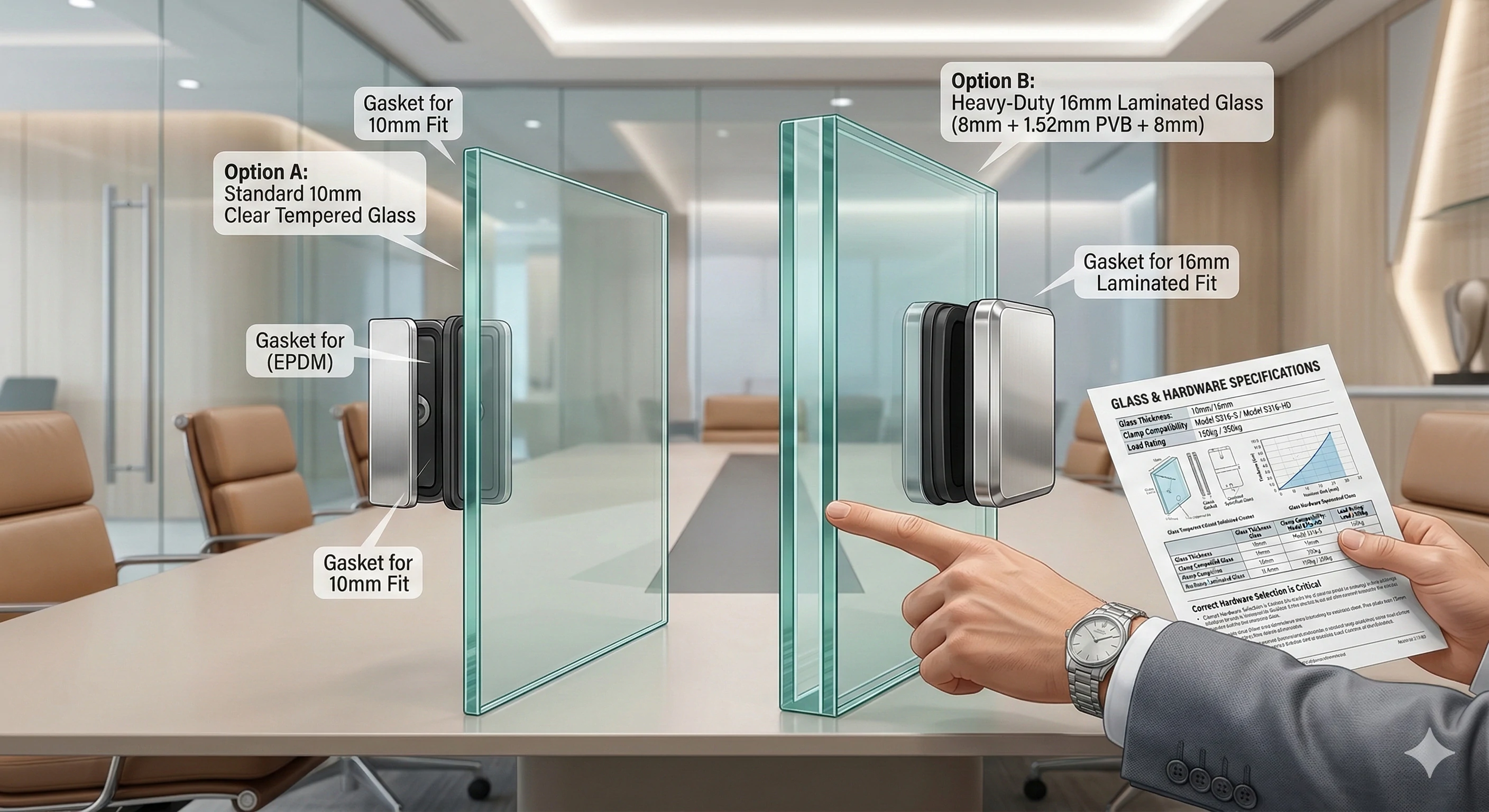
3. What is Pre-Shipment Inspection (PSI) Before Delivery?

Last year, a new client came to us after a previous supplier shipped them heavily scratched shower hardware due to cheap boxes. When we package hydraulic shower hinges, we know that poor handling can ruin weeks of perfect machining. We use a final verification step to serve as the last line of defense before your parts go into the shipping container.
Pre-Shipment Inspection is the final evaluation of finished products before they leave the factory. Quality teams randomly sample the batch to verify visual aesthetics, assembly fit, and packaging security, ensuring everything meets the required Acceptable Quality Limit.

Packaging is often an afterthought for some suppliers, but we treat it as a critical quality metric. We use the Acceptable Quality Limit (AQL) standard to randomly sample a statistically significant number of finished parts from the batch.
Understanding Acceptable Quality Limit (AQL)
AQL stands for Acceptable Quality Limit. It is an international statistical standard ( ). It determines how many units from a total batch must be randomly inspected, and how many defects are allowed before the entire batch is rejected. If a sample fails the AQL threshold, we quarantine the entire batch and conduct a comprehensive review.
What We Check During PSI
Our final inspection covers several critical categories to ensure your order arrives in perfect condition. First, we check visual and aesthetic details. We ask ourselves if the surface polish is flawless and if the laser-etched OEM logos are crisp. Next, we test the assembly functionality. We verify that mating parts fit perfectly. We also test if the internal springs in our hydraulic shower hinges actuate smoothly.
Secure Packaging Verification
Finally, we inspect the packaging itself.
| PSI Category | Specific Checkpoint | Inspection Goal |
|---|---|---|
| Aesthetics | Surface finish, laser logos | Ensure parts look premium and match brand guidelines. |
| Functionality | Mating fit, spring actuation | Guarantee reliable performance straight out of the box. |
| Transit Safety | Bubble wrap, custom foam | Prevent heavy metal castings from scratching each other during ocean transit. |
World-class machine shops and foundries do not rely on checking parts at the very end to fix problems, but rather to confirm absolute success. This step ensures everything is tightly controlled.
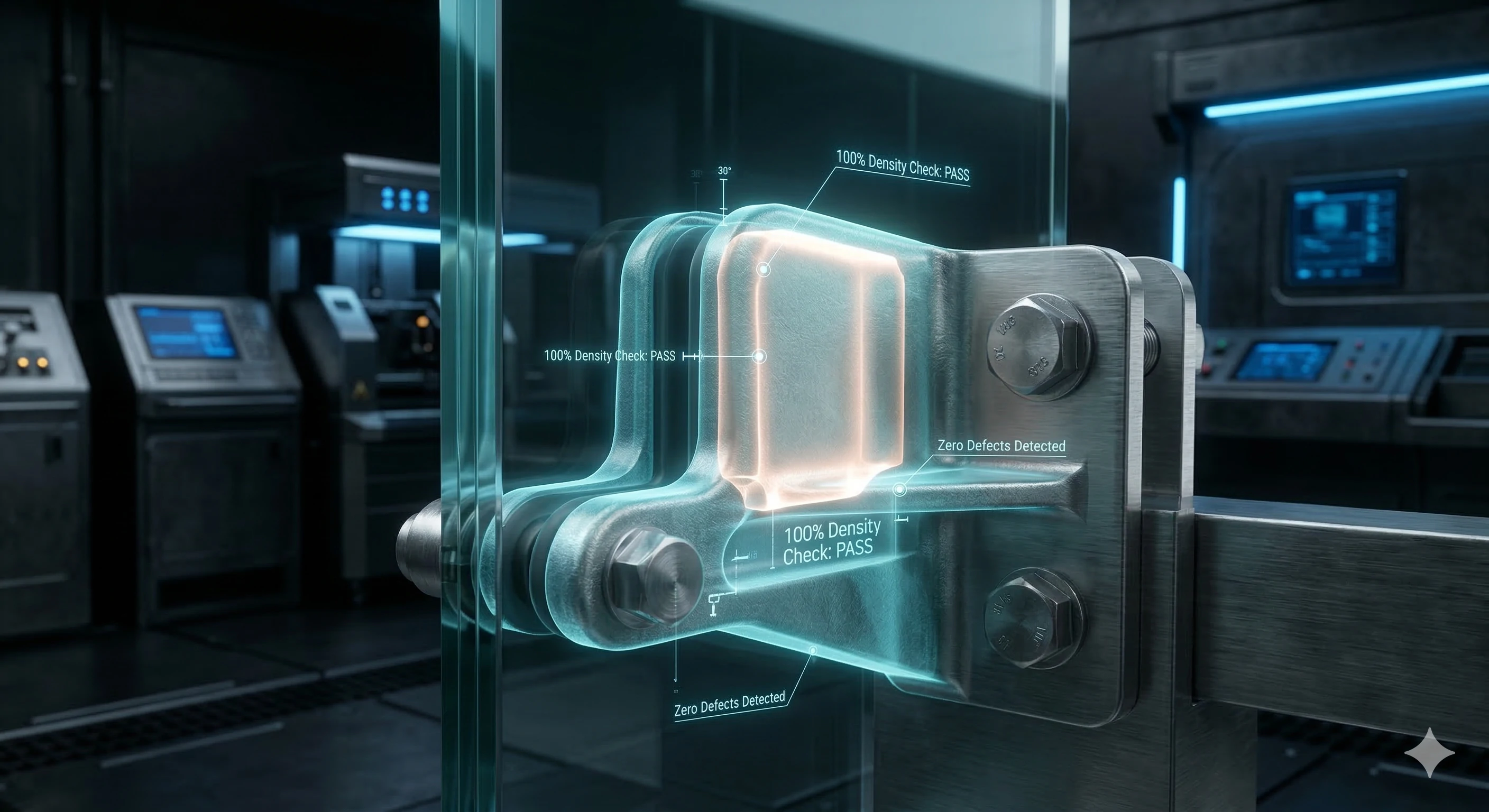
4. What is Piece-by-Piece Inspection or 100% Sorting?
While random sampling works well for standard hardware, certain high-stress industries demand absolutely zero room for error. In our factory, we understand that a single internal flaw in a load-bearing anchor can lead to catastrophic failure. We abandon random sampling for these critical jobs and implement absolute certainty to protect your brand.
Piece-by-Piece Inspection, or one hundred percent sorting, means evaluating every single component in a production batch. Manufacturers use this rigorous standard for mission-critical parts to guarantee zero defects, often employing non-destructive testing to find microscopic internal flaws.

Random sampling is simply not acceptable when human safety or extreme financial loss is on the line. We apply this ultimate standard to mission-critical components, like high-pressure agricultural pump parts or load-bearing architectural anchors. For these high-stakes applications, we inspect 100% of the batch.
Non-Destructive Testing (NDT)
Visual checks are not enough for extreme load-bearing items. During this phase, we may use or X-Ray inspection. These advanced methods ensure there is zero internal porosity or microscopic cracking inside the casting.
Mechanical Strength Testing
How do you test the strength of a metal casting? During our inspection phases, we utilize mechanical testing machines to pull apart sample test bars cast from the same batch of metal. This action determines the material's and . It ensures the metal meets strict industrial load-bearing standards.
| Inspection Method | Target Defect | Application Type |
|---|---|---|
| X-Ray Inspection | Internal porosity, hidden voids | High-pressure valves, critical anchors. |
| Liquid Penetrant (PT) | Surface micro-cracks | Castings exposed to high physical stress. |
| Tensile Testing | Weak metal, improper alloys | Load-bearing structural components. |
This level of scrutiny provides absolute reliability for demanding engineering projects. True quality cannot be inspected into a part at the very end; it must be built into the process. These four types of inspection ensure that every variable is tightly controlled.
5. Why Does a 4-Step QC Process Save OEM Buyers Money?
Many buyers focus only on the upfront unit price, ignoring the hidden costs of poor quality. From our experience exporting to the US and Europe, dealing with defective parts and delivery delays drains your budget and ruins your reputation. We implement a chronological 4-step quality control system to protect your profit margins and eliminate costly surprises.
A strict four-step quality control process saves OEM buyers money by catching defects early, preventing mass scrap, and avoiding shipment delays. This proactive approach ensures every delivered component is functional, reducing expensive rework and protecting the buyer's overall reputation.
Scrap metal and wasted machine time always drive up costs. The ripple effect of poor quality control is massive. If a factory machines five thousand perfect parts out of the wrong alloy, the entire batch is scrapped.
Direct Cost Savings
By integrating quality control directly into the manufacturing timeline, from liquid metal to final packaging, we identify variables instantly. This process drastically reduces scrap rates. Less scrap means lower material waste, which keeps your component costs stable over the long term.
Protecting Your Timeline
When we catch a problem during the raw material phase, it costs almost nothing to fix. If that same problem slips through to the shipping container, it becomes a financial disaster. Finding a defect once the product reaches your warehouse costs one hundred times more than finding it on our factory floor.
| QC Phase | Cost Saved By Early Detection |
|---|---|
| Raw Material (PPI) | Prevents machining the wrong alloy, saving thousands in tooling and time. |
| In-Process (DPI) | Stops bad batches early, saving material and preventing late delivery. |
| Final Inspection (PSI) | Prevents shipping useless parts across the ocean, saving heavy freight costs. |
We break down these distinct phases to show how serious we are about protecting your business. We hit your lead times consistently because we do not have to remake parts at the last minute. This meticulous workflow guarantees that we deliver parts that are ready for immediate assembly.
Conclusion
True quality cannot be "inspected into" a part at the very end; it must be built into the process. The 4 types of inspection ensure that every variable—chemistry, dimensions, cosmetics, and packaging—is tightly controlled. Sourcing custom metal parts and need absolute reliability? Our facility provides comprehensive material certifications, FAI reports, and CMM dimension logs with every order. Send us your technical drawings to start your project.
Footnotes
1. Overview of supply chain management and its impact on manufacturing efficiency.
2. Learn about Computer Numerical Control machining and automated manufacturing processes.
3. Detailed explanation of the investment casting process for precision metal parts.
4. Understanding how atomic emission spectroscopy analyzes chemical compositions of metals.
5. Guide to how CMMs verify physical part geometries against design specifications.
6. Introduction to Computer-Aided Design and its role in modern engineering.
7. Official ISO standard documentation for sampling procedures and AQL limits.
8. Explanation of liquid penetrant testing for detecting surface-breaking defects.
9. Definition and measurement of ultimate tensile strength in materials science.