Choosing between CNC machining and die casting can make or break your project's budget, timeline, and part quality. Both processes produce precision metal components — but they take fundamentally different approaches to get there.
CNC machining carves parts from solid material blocks. Die casting forces molten metal into reusable steel molds. That core difference ripples into every decision you'll make: cost structure, design freedom, material options, achievable tolerances, and production scalability.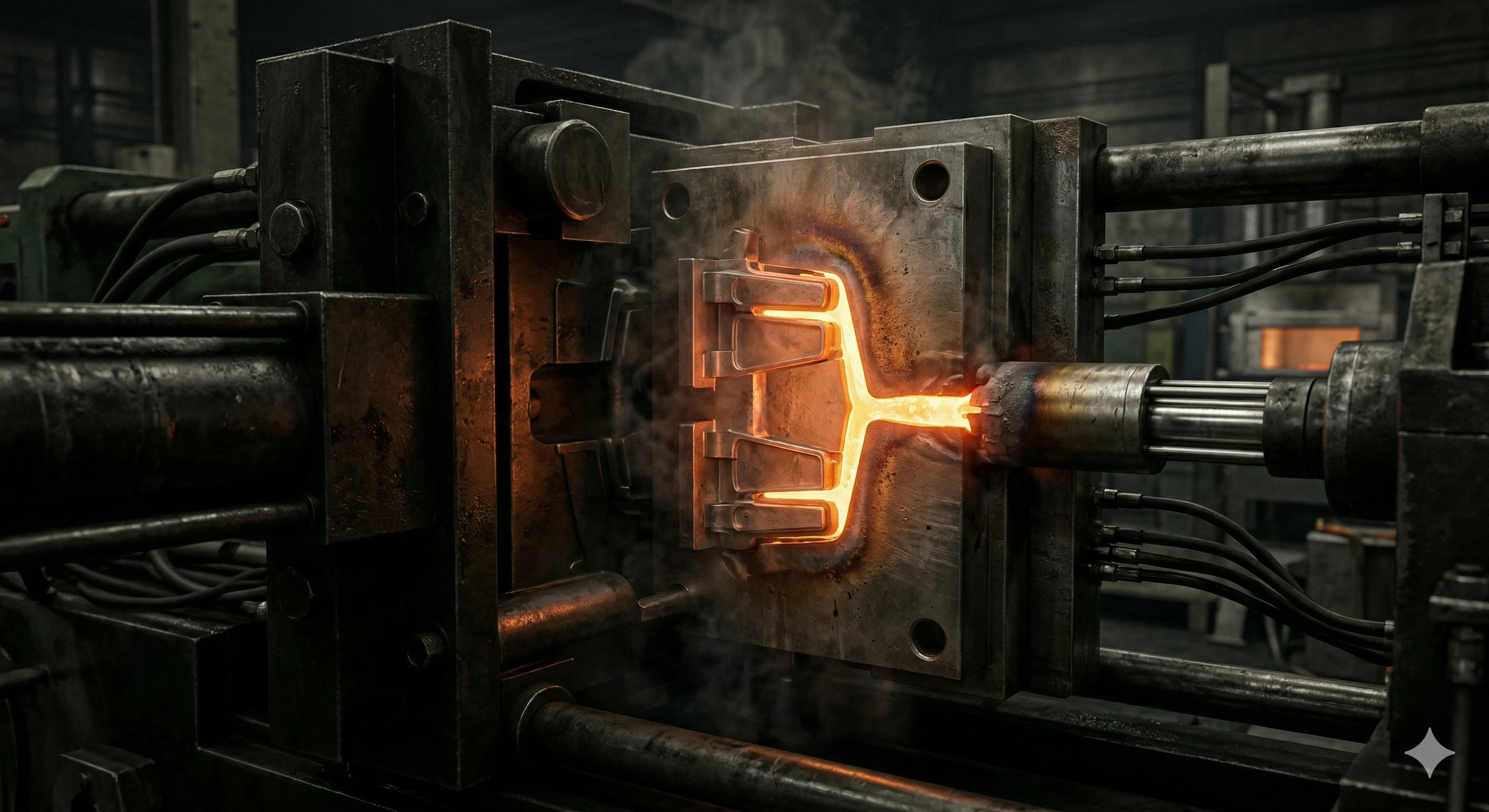
This guide delivers the detailed technical comparison you need to make a confident manufacturing decision — whether you're sourcing a single prototype or planning a 500,000-unit production run.
Table of Contents
Quick-Reference Comparison Table
Before we dive deep, here's a high-level snapshot to orient your thinking:
| Factor | CNC Machining (CNC加工) | Die Casting (压铸) |
|---|---|---|
| Process Type | Subtractive (material removal) | Formative (molten metal injection) |
| Ideal Volume | 1–10,000 parts | 10,000–1,000,000+ parts |
| Typical Tolerances | ±0.005 mm (±0.0002 in.) | ±0.1 mm (±0.004 in.) |
| Upfront Tooling Cost | $0 (no mold required) | $5,000–$100,000+ per die |
| Per-Unit Cost (high volume) | Higher | Significantly lower |
| Lead Time (first parts) | 1–5 days | 6–16 weeks (including die fabrication) |
| Surface Finish (as-produced) | Ra 0.8–3.2 μm | Ra 1.6–6.3 μm |
| Material Range | Nearly any metal, plastic, composite | Primarily aluminum, zinc, magnesium alloys |
| Part Weight Range | Grams to several hundred kg | Grams to ~25 kg (typical) |
| Design Changes | Easy — update CAM program | Expensive — modify or re-cut die |
What Is CNC Machining?

CNC machining (Computer Numerical Control machining, 中文: 数控加工/CNC加工) is a subtractive manufacturing process. A removes material from a solid block — called a workpiece or billet — to create the finished part geometry.
How It Works
The process begins with a 3D CAD model, which is converted into through CAM software. A cutting tool then follows these programmed paths to mill, turn, drill, or bore the workpiece with extreme precision.
Common CNC operations include 3-axis milling, 5-axis milling, CNC turning (lathe work), Swiss-type turning for small precision components, and for hardened materials.
Key Strengths of CNC Machining
CNC machining excels at tight tolerances — routinely holding ±0.01 mm and reaching ±0.005 mm with precision setups. It handles virtually any machinable material, from soft aluminum and plastics to hardened tool steels, titanium, and Inconel.
There's no tooling investment, so your first part costs the same as your tenth. This makes CNC the go-to process for prototyping, bridge production, and low-to-medium volume runs. Design iterations are fast: change the CAD model, regenerate the toolpaths, and cut the next revision.

Key Limitations of CNC Machining
Because CNC is subtractive, material waste can be significant — sometimes 60–80% of the original billet ends up as chips. Complex internal geometries (like internal channels or enclosed cavities) are difficult or impossible without multi-axis setups or secondary operations.
Per-unit costs remain relatively flat regardless of volume, meaning CNC becomes uncompetitive against die casting once production quantities scale into the tens of thousands.
CNC machining services overview
What Is Die Casting?
Die casting (压铸 / 压力铸造) is a . Molten metal is injected into a precision-machined steel mold (the "die") at pressures ranging from 1,500 to 25,000+ PSI, then rapidly cooled to solidify into the desired shape.
How It Works
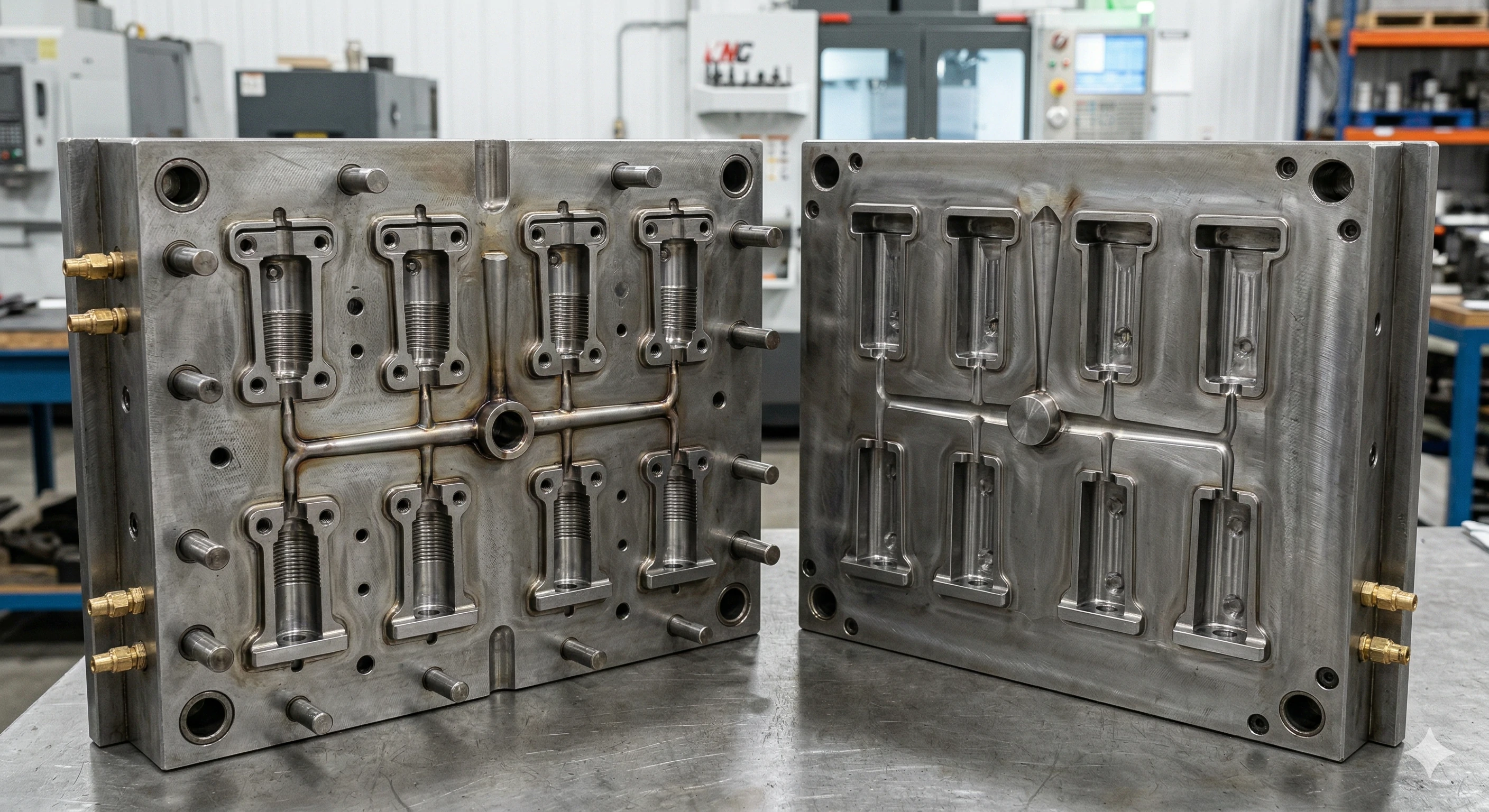
A die casting die is typically a two-part hardened steel tool — a fixed "cover half" and a movable "ejector half." During each cycle, the machine clamps these halves together, injects molten metal through a gating system, allows rapid solidification under pressure, then opens the die and ejects the finished part.
The two main variants are hot chamber die casting (used for zinc and magnesium, where the injection mechanism is submerged in molten metal) and cold chamber die casting (used for aluminum and copper alloys, where metal is ladled into the injection chamber each cycle).
Key Strengths of Die Casting
Die casting is built for volume. Once the die is fabricated, individual cycle times are remarkably fast — typically 30–90 seconds per shot, with multi-cavity dies producing several parts per cycle. This drives per-unit costs down dramatically at scale.
The process produces near-net-shape parts with good dimensional consistency (±0.1 mm is standard). It can create thin walls (as thin as 0.5 mm for zinc, 1.0 mm for aluminum), complex external geometries, and integrated features like bosses, ribs, and mounting points — all in a single operation.
Key Limitations of Die Casting
The upfront investment is significant. A single-cavity aluminum die casting die typically costs $10,000–$50,000, and complex multi-cavity tools can exceed $100,000. Die fabrication lead times run 6–16 weeks.
Material options are limited to alloys with good fluidity and relatively low melting points. Steel, titanium, and most high-temperature alloys cannot be die cast. Porosity — — is an inherent concern that can affect mechanical properties and pressure-tightness.
Head-to-Head: 10 Critical Comparison Factors
1. Dimensional Accuracy and Tolerances
CNC machining delivers superior precision. Standard CNC tolerances of ±0.025 mm (±0.001 in.) are easily achievable, and precision work reaches ±0.005 mm. Die casting holds ±0.1 mm on typical features, with tighter tolerances possible on specific dimensions — but at higher cost and added process control.
Winner: CNC machining, by a wide margin.
2. Surface Finish
CNC machining produces surfaces from Ra 0.4 μm (mirror-like, with polishing) to Ra 3.2 μm (standard machined finish). Die casting delivers Ra 1.6–6.3 μm as-cast, which is smoother than sand casting but rougher than precision machining.
Die-cast surfaces , anodizing (for aluminum), plating, and painting very well. CNC surfaces accept essentially any finishing process.
Winner: CNC machining for precision finishes; die casting is adequate for most cosmetic applications.
3. Production Speed and Throughput
For a single part, CNC is faster — you can have a machined part in hours. For 50,000 parts, die casting is dramatically faster. Once the die is ready, cycle times of 30–90 seconds per part mean thousands of units per day. A comparable CNC run might take months.
Winner: CNC for prototypes and small batches; die casting for high-volume production.
4. Cost Structure
This is where the decision gets interesting. CNC machining has a near-linear cost curve: each part costs roughly the same whether you're making 1 or 1,000. Die casting has a high fixed cost (the die) but a very low marginal cost per part.
The crossover point varies by part complexity and size, but as a general benchmark:
-
Under 1,000 parts: CNC machining is almost always cheaper.
-
1,000–5,000 parts: The decision depends on part complexity and die cost.
-
5,000–10,000 parts: Die casting begins to show clear cost advantages.
-
Above 10,000 parts: Die casting is substantially cheaper per unit.
Winner: Depends entirely on volume. See the detailed cost analysis below.
5. Material Selection
CNC machining works with hundreds of materials: aluminum alloys (6061, 7075, 2024), stainless steels (303, 304, 316), carbon steels, tool steels, titanium (Grade 2, Ti-6Al-4V), copper alloys, brass, Inconel, PEEK, Delrin, nylon, polycarbonate, and many more.
Die casting is limited to non-ferrous alloys with good castability: aluminum alloys (A380, A383, ADC12), zinc alloys (Zamak 3, Zamak 5), magnesium alloys (AZ91D), and some copper-based alloys.
Winner: CNC machining offers far greater material versatility.
6. Part Complexity and Geometry
Die casting can produce complex external shapes, thin walls, integrated fastener bosses, and detailed textures in a single shot. However, undercuts require side-pulls or slides in the die, adding cost.
CNC machining handles complex external and internal geometries but is limited by tool access. Deep pockets, sharp internal corners (requiring EDM), and enclosed cavities are challenging.
Winner: Die casting for complex thin-walled external geometry; CNC for complex internal features and deep cavities.
7. Mechanical Properties
CNC-machined parts retain the full mechanical properties of the parent material because the billet is typically wrought (rolled, extruded, or forged) — resulting in a consistent, .
Die-cast parts may have lower mechanical properties due to porosity, which creates internal voids. Tensile strength and fatigue life of die-cast aluminum are typically 10–20% lower than equivalent wrought alloys. Vacuum-assisted die casting reduces porosity but doesn't eliminate it entirely.
Winner: CNC machining for structural and safety-critical applications.
8. Design Iteration Flexibility
Changing a CNC-machined design costs nothing beyond updated CAM programming time. You can iterate daily during a development cycle.
Changing a die casting design means modifying or re-cutting the die — a process that costs thousands of dollars and takes weeks. Design should be finalized before committing to die fabrication.
Winner: CNC machining, decisively.
9. Part Size Range
CNC machining handles parts from tiny watch components (< 1 mm features) to large aerospace structural parts (several meters). Die casting typically produces parts from a few grams to approximately 25 kg, though large structural castings (like EV battery trays) can exceed this with specialized mega-casting equipment.
Winner: CNC machining for very small and very large parts; die casting for mid-range sizes.
10. Post-Processing Requirements
CNC parts often need deburring, surface finishing (anodizing, plating, painting), and sometimes heat treatment. But dimensional accuracy is achieved directly on the machine.
Die-cast parts require trimming of flash and gate remnants, and may need secondary CNC machining on critical surfaces, holes, and threads. Many die-cast parts go through a "cast and machine" workflow.
Winner: Depends on the application — neither has a clear universal advantage.
Cost Analysis: Where the Breakeven Point Lies
Understanding the cost crossover is critical for your sourcing decision. Let's break down the math with a representative example.
Example: Aluminum Electronics Enclosure (150 × 100 × 30 mm)
CNC Machining Costs:
-
Material (6061-T6 billet): ~$3–5 per part
-
Machine time (45 min at $75/hr): ~$56 per part
-
Setup and programming (amortized): ~$2–5 per part
-
Finishing (anodize): ~$3–5 per part
-
Total per unit: ~$65–70
Die Casting Costs:
-
Die fabrication: ~$25,000 (one-time)
-
Material (A380 aluminum): ~$0.80–1.50 per part
-
Casting cycle cost: ~$0.50–1.00 per part
-
Trimming and secondary machining: ~$2–4 per part
-
Finishing: ~$2–4 per part
-
Total per unit at 1,000 parts: ~$30 + die amortization = ~$55
-
Total per unit at 10,000 parts: ~$8–10
-
Total per unit at 100,000 parts: ~$5–7
In this example, the breakeven occurs around 500–1,500 units depending on part complexity. Beyond 5,000 units, die casting delivers roughly 85% cost savings per part.

Hidden Costs to Consider
Don't forget these often-overlooked cost factors when comparing the two processes:
-
Die maintenance and repair: Dies wear over time. Budget 5–10% of original die cost annually for maintenance. A well-maintained aluminum die casting die lasts 80,000–150,000 shots.
-
Scrap rates: Die casting scrap rates typically run 3–8% during steady production. CNC scrap rates are lower (1–3%) but material waste from chip removal is higher.
-
Inventory holding costs: Die casting's economic lot sizes are larger, meaning higher inventory carrying costs.
-
Quality inspection: Die-cast parts may need for porosity in critical applications, adding $5–20 per part.
Material Compatibility Comparison
CNC Machining Materials (Partial List)
Aluminum Alloys: 6061-T6 (general purpose), 7075-T6 (aerospace, high strength), 2024-T3 (aerospace), 5052 (marine), MIC-6 (precision plate).
Steels: 1018/1045 carbon steel, 4140 alloy steel, 303/304/316 stainless steel, 17-4 PH stainless, A2/D2/S7 tool steel.
Exotic Metals: Titanium Grade 2 and Grade 5 (Ti-6Al-4V), Inconel 625/718, Hastelloy, Monel, Kovar.
Plastics & Composites: PEEK, Ultem, Delrin (POM), Nylon 6/6, Polycarbonate, PTFE, G-10/FR-4, Carbon fiber composites.
Die Casting Materials
Aluminum Alloys (most common): A380 (most widely used — good fluidity, pressure tightness, and mechanical properties), A383/ADC12 (better die filling for complex parts), A360 (superior corrosion resistance), A413 (excellent pressure tightness for hydraulic components).
Zinc Alloys: Zamak 3 (general purpose, excellent castability), Zamak 5 (higher strength), ZA-8 (higher aluminum content for better mechanical properties).
Magnesium Alloys: AZ91D (best combination of mechanical properties and castability), AM60B (higher ductility for automotive safety components).
Material Properties: Wrought vs. Cast
A common question is whether A380 die-cast aluminum performs the same as 6061-T6 machined aluminum. The answer is no — wrought alloys generally outperform cast alloys in tensile strength, yield strength, elongation, and fatigue resistance.
| Property | 6061-T6 (Wrought/CNC) | A380 (Die Cast) |
|---|---|---|
| Tensile Strength | 310 MPa (45 ksi) | 317 MPa (46 ksi) |
| Yield Strength | 276 MPa (40 ksi) | 159 MPa (23 ksi) |
| Elongation at Break | 12–17% | 3.5% |
| Fatigue Strength | 97 MPa (14 ksi) | ~140 MPa (20 ksi)* |
| Thermal Conductivity | 167 W/m·K | 96 W/m·K |
*Die cast fatigue values vary significantly based on porosity levels.
The key takeaway: while die-cast A380 has comparable ultimate tensile strength, its yield strength and elongation are substantially lower. For parts subject to cyclic loading or impact, wrought alloys machined via CNC are the safer choice.
ASM International material property database
Design Considerations for Each Process
Designing for CNC Machining
Follow these guidelines to optimize your parts for CNC manufacturing:
Internal corner radii: Always specify internal corner radii equal to or greater than the tool radius (typically ≥ 1 mm). Sharp 90° internal corners require EDM, which adds cost and lead time.
Wall thickness: Minimum practical wall thickness is about 0.5 mm for aluminum and 0.8 mm for steel, though thicker walls (≥ 1.5 mm) machine more stably and cost less.
Hole depth: Standard drill depths should not exceed 6× the drill diameter. Deeper holes require special tooling (gun drills) and add cost.
Undercuts and internal features: Avoid internal undercuts where possible. If necessary, they require special tooling, multi-axis machining, or EDM — all of which increase cost.
Setups and fixturing: Design parts to minimize the number of setups (orientations the part must be fixtured in). Each additional setup increases cost and introduces positional error between features.
Designing for Die Casting
Die casting design follows a different set of rules:
Draft angles: Apply 1–3° of draft on all surfaces parallel to the die opening direction. Without adequate draft, parts stick in the die and suffer surface damage during ejection.
Uniform wall thickness: Maintain walls as uniform as possible (typically 1.5–4.0 mm for aluminum). Large variations in wall thickness create hot spots, leading to shrinkage porosity and sink marks.
Fillet radii: Use generous fillets (≥ 0.5 mm) at all internal corners and intersections. Sharp corners concentrate stress and impede metal flow.
Parting line placement: Anticipate where the die halves meet (the parting line) and design accordingly. Flash will form along this line and must be trimmed.
Ejector pin locations: Plan for ejector pin witness marks on non-cosmetic surfaces. These small circular marks are unavoidable in die casting.
Avoid deep narrow pockets: Die-cast cores that form deep pockets must withstand the injection pressure. A depth-to-width ratio exceeding 4:1 risks core deflection or breakage.
The Hybrid Approach: Die Casting + CNC Secondary Machining

Here's something most comparison articles overlook: many production parts use both processes. The hybrid "cast + machine" workflow is extremely common and often delivers the best of both worlds.
How It Works
The bulk geometry is produced via die casting at high speed and low per-unit cost. Then, critical features — precision bores, threaded holes, sealing surfaces, tight-tolerance mounting faces — are CNC machined in a secondary operation.
Why This Matters
A single die-cast part might replace an assembly of 5–10 individually machined components, dramatically reducing assembly labor and eliminating joint-related failure modes. The secondary CNC machining adds only a few dollars per part while achieving the precision those critical features demand.

Real-World Example
Consider an automotive transmission housing. Die casting produces the complex external geometry (mounting bosses, fins, ribbing, and fluid passages) in one shot. Then CNC machining finishes the bearing bores to ±0.01 mm, faces the gasket surfaces to Ra 0.8 μm, and taps the bolt holes.
This hybrid approach can reduce total part cost by 40–60% compared to machining the entire housing from billet — while maintaining full precision where it matters.
secondary machining services for castings
CNC Machining vs. Die Casting vs. Injection Molding
Since "CNC machining vs. injection molding" is a closely related question, here's how all three processes compare:
| Factor | CNC Machining | Die Casting | Injection Molding (注塑成型) |
|---|---|---|---|
| Primary Materials | Metals, plastics, composites | Non-ferrous metals | Thermoplastics, some thermosets |
| Tooling Cost | None | $5K–$100K+ | $3K–$100K+ |
| Ideal Volume | 1–10,000 | 10,000–1M+ | 5,000–1M+ |
| Typical Tolerance | ±0.01 mm | ±0.1 mm | ±0.05 mm |
| Cycle Time | Minutes to hours | 30–90 seconds | 15–60 seconds |
| Part Strength | Highest (wrought metal) | High (cast metal) | Lower (plastic) |
| Weight Reduction | Limited by material | Thin walls possible | Lightest option |
When injection molding beats both: If your part doesn't require metal-grade strength or thermal conductivity, injection molding offers the lowest per-unit cost at high volumes, with cycle times even faster than die casting.
When to stay with die casting over injection molding: If you need the mechanical properties, thermal conductivity, or EMI shielding of metal, die casting is the production-volume answer.
Industry Applications and Real-World Examples
Automotive
Die casting dominates high-volume automotive components: engine blocks, transmission cases, structural nodes, and EV battery enclosures. Tesla's "Giga Press" mega-casting approach uses massive die casting machines to produce single-piece rear underbodies, replacing 70+ stamped and welded parts.
CNC machining handles low-volume specialty components: custom brackets, racing engine parts, aftermarket components, and prototype validation parts before committing to die tooling.
Aerospace
CNC machining is the primary process for aerospace structural components. The stringent material certifications (wrought aluminum 7075-T6, titanium Ti-6Al-4V) and tight tolerances required by aerospace specifications make CNC the default choice. A typical aerospace "buy-to-fly" ratio (billet weight vs. final part weight) of 10:1 or higher is common.
Die casting sees limited aerospace use, primarily for non-structural housings, avionics enclosures, and cabin interior components where weight savings and production volume justify the process.
Consumer Electronics
Die-cast magnesium and aluminum housings are used extensively in laptops, cameras, and smartphones — offering a combination of rigidity, thin walls, , and aesthetics.
CNC-machined aluminum is the premium choice: Apple's iconic unibody MacBook enclosures are machined from solid aluminum billets. The process delivers unmatched surface quality and tolerances, but at a per-unit cost that only premium-priced products can absorb.
Medical Devices
CNC machining dominates the medical device sector due to the need for (stainless steel 316L, titanium, PEEK), extremely tight tolerances, and full traceability. Surgical instruments, implant components, and diagnostic equipment housings are typically CNC machined.
Die casting is used for higher-volume medical components where material requirements are less stringent — such as equipment housings and non-implantable structural parts.
Sustainability and Environmental Impact
Environmental considerations are increasingly relevant to manufacturing decisions. Here's how the two processes compare:
Energy Consumption
Die casting requires melting metal (660°C for aluminum), which is energy-intensive. However, the very fast cycle times mean energy consumption per part is relatively low at high volumes. CNC machining uses less peak energy per cycle but requires longer processing times per part.
Material Waste
CNC machining generates 50–80% waste material (chips). The good news: aluminum and steel chips are readily recyclable, and most machine shops sell their chip waste.
Die casting generates 3–8% scrap plus gating/runner material, which is re-melted and reused within the foundry. Net material utilization is significantly better than CNC.
Overall Footprint
For high-volume production, die casting generally has a smaller environmental footprint per part due to superior material utilization and faster cycle times. For low-volume production, CNC machining avoids the environmental cost of die fabrication (a process that itself requires significant energy and materials).
Decision Framework: How to Choose
Use this systematic framework to determine the right process for your project:
Step 1: Define Your Production Volume
-
1–500 parts → CNC machining (almost certainly)
-
500–5,000 parts → CNC machining likely, but get quotes for both
-
5,000–10,000 parts → Die casting likely wins on cost; verify with ROI analysis
-
10,000+ parts → Die casting (in most cases)
Step 2: Evaluate Your Material Requirements
-
Need steel, titanium, or exotic alloys? → CNC machining
-
Need plastics or composites? → CNC machining (or injection molding)
-
Aluminum, zinc, or magnesium at high volume? → Die casting
Step 3: Assess Tolerance and Quality Needs
-
Tolerances tighter than ±0.05 mm on most features? → CNC machining
-
Standard tolerances acceptable (±0.1 mm+)? → Die casting is viable
-
Mix of tight and standard tolerances? → Hybrid (die cast + CNC secondary)
Step 4: Consider Your Timeline
-
Need parts in days? → CNC machining
-
Can wait 8–16 weeks for tooling? → Die casting (if volume justifies it)
Step 5: Factor in Design Maturity
-
Design still evolving? → CNC machining for flexibility
-
Design frozen and validated? → Die casting for cost optimization
If you answered "die casting" for most steps, proceed with die design. If answers are mixed, the hybrid approach often delivers the optimal outcome.
Glossary: Key Terms in English and Chinese
For readers searching in both English and Chinese, here are the essential terms:
| English Term | 中文 (Chinese) | Pinyin |
|---|---|---|
| CNC Machining | 数控加工 / CNC加工 | shù kòng jiā gōng |
| Die Casting | 压铸 | yā zhù |
| Die Casting Machine | 压铸机 | yā zhù jī |
| Injection Molding | 注塑成型 | zhù sù chéng xíng |
| Mold / Die | 模具 | mú jù |
| Tolerance | 公差 | gōng chā |
| Surface Finish | 表面光洁度 | biǎo miàn guāng jié dù |
| Aluminum Alloy | 铝合金 | lǚ hé jīn |
| Porosity | 气孔 / 缩孔 | qì kǒng / suō kǒng |
| Draft Angle | 拔模斜度 | bá mó xié dù |
FAQ
Is CNC machining more expensive than die casting?
It depends on quantity. CNC machining has a lower startup cost but higher per-part cost. For quantities below roughly 1,000–5,000 parts, CNC is usually cheaper. Above that threshold, die casting's low per-unit cost typically wins.
Can die-cast parts achieve the same precision as CNC-machined parts?
Not without secondary machining. Standard die casting tolerances (±0.1 mm) are about 10× looser than standard CNC tolerances (±0.01 mm). However, critical features on die-cast parts can be CNC machined in a secondary operation to achieve tight tolerances where needed.
What materials can be die cast but not CNC machined (and vice versa)?
Virtually all die-castable alloys can also be CNC machined. However, many CNC-machinable materials — including steels, titanium, nickel alloys, and plastics — cannot be die cast due to their high melting points or poor castability.
How does porosity affect die-cast part quality?
Porosity (tiny internal voids from trapped gas or solidification shrinkage) can reduce mechanical strength by 10–20%, compromise pressure-tightness in fluid-handling applications, and cause cosmetic blemishes after surface finishing. Vacuum die casting and optimized gating design can significantly reduce — but not fully eliminate — porosity.
When should I use the hybrid approach (die casting + CNC machining)?
Use the hybrid approach when you need high production volume (favoring die casting for bulk geometry) but also require tight tolerances, threaded features, or precision surfaces on specific areas. This combination is standard in automotive, industrial, and electronics manufacturing.
How long does a die casting die last?
Die life depends on the casting material and die maintenance. Aluminum die casting dies typically last 80,000–150,000 shots. Zinc dies can last 500,000+ shots. Magnesium falls between the two. Regular maintenance and proper thermal management extend die life significantly.
What is CNC machining in Chinese (CNC machining 是什么)?
CNC machining (CNC加工 / 数控加工) is a computer-controlled subtractive manufacturing process. A programmable machine tool precisely removes material from a solid block to produce finished parts. It is widely used for precision components in aerospace, automotive, medical, and electronics industries.
Can 3D printing replace CNC machining or die casting?
Not for most production applications — yet. Metal 3D printing (DMLS/SLM) is excellent for complex geometries and low volumes, but per-part costs remain 5–20× higher than CNC machining, and surface finish and mechanical consistency are still inferior. 3D printing is best used for prototyping, topology-optimized structures, and parts that are impossible to produce by other methods.
Conclusion
CNC machining and die casting are complementary manufacturing processes, not simply competitors. CNC excels at precision, material versatility, and rapid design iteration — making it the clear choice for prototyping, low-volume production, and parts demanding tight tolerances or specialty materials.
Die casting delivers unmatched cost efficiency at scale, producing complex near-net-shape parts in seconds — making it the production workhorse for automotive, consumer electronics, and industrial applications.
The smartest manufacturers don't ask "which process is better?" — they ask "which process is best for this part, at this volume, with these requirements?" Often, the answer involves both.
Your next step: Define your production volume, material requirements, and tolerance needs. Then request quotes from both CNC machining and die casting suppliers to compare real-world pricing for your specific geometry. The data will make the decision clear.
Get A Free Manufacturing Quote
Last updated: April 2026. Data and cost estimates are representative industry ranges and may vary by region, supplier, and part specifics.
Footnotes
1. Explains the fundamentals of machine tools and their manufacturing applications.
2. Guide to understanding G-code programming in CNC manufacturing operations.
3. Overview of the EDM process used for cutting hard metals.
4. Comprehensive details on the die casting manufacturing and injection process.
5. Learn about common metal casting defects including shrinkage and porosity.
6. Information on the industrial powder coating surface application process.
7. Explains internal grain structures and their effect on metal strength.
8. How computed tomography is used for non-destructive industrial testing.
9. Details on electromagnetic shielding techniques used for electronics enclosures.