Table of Contents
What Is Automotive Parts Casting?

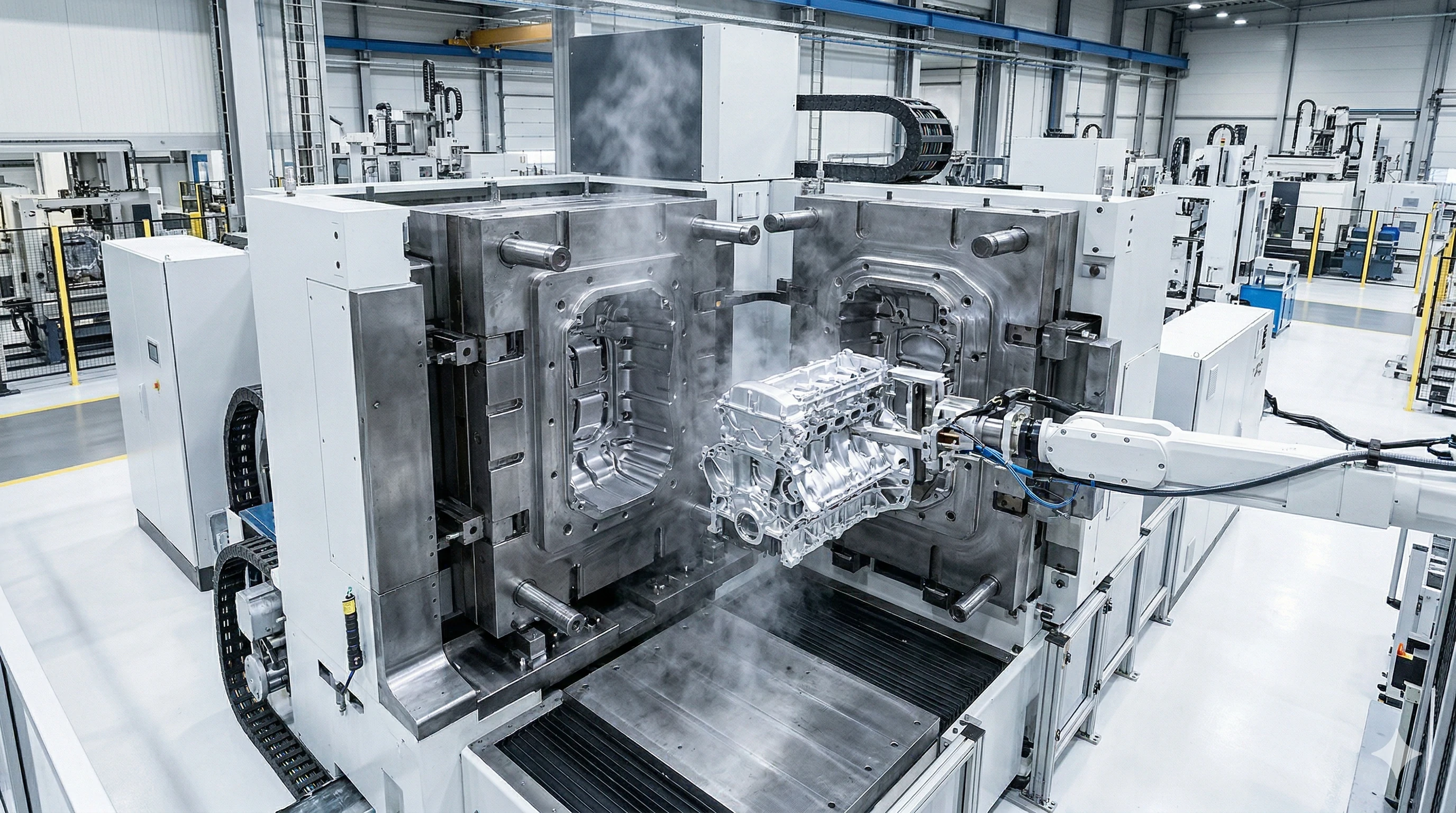
Automotive parts casting is a manufacturing process in which molten metal is poured or injected into a mold to produce vehicle components. Once the metal cools and solidifies, the mold is removed, leaving behind a near-net-shape part that requires minimal finishing. The process allows manufacturers to create geometrically complex parts with high repeatability — a critical requirement when millions of identical components must be produced every year.
Casting has been used in vehicle manufacturing since the late 19th century, when early automobile pioneers needed a reliable way to produce engine blocks and crankshafts at scale. Over the last century, the process has evolved dramatically. Today's foundries use , robotic automation, and advanced alloy formulations to produce parts that are lighter, stronger, and more precise than ever before.
The global automotive casting market was valued at approximately $89 billion in 2025 and is projected to exceed $150 billion by 2034, growing at a compound annual growth rate (CAGR) of roughly 6.9%. That growth is fueled by increasing vehicle production worldwide — over 85 million units annually — and the accelerating shift toward lightweight materials driven by emissions regulations.
Fortune Business Insights automotive casting market report
Why Casting Dominates Automotive Manufacturing

Casting accounts for a larger share of automotive part production than any other metal-forming process. There are several reasons for this dominance.
Design freedom. Casting can produce shapes that would be impossible or prohibitively expensive with machining, forging, or stamping. Internal cavities, thin walls, and organic geometries are all achievable in a single pour or injection cycle.
Cost efficiency at scale. Once a mold or die is built, each additional part costs a fraction of the tooling investment. For production runs in the hundreds of thousands — typical of engine blocks or transmission housings — casting delivers the lowest per-unit cost of any metalworking process.
Material versatility. Foundries can cast iron, aluminum, magnesium, zinc, steel, and copper alloys, giving engineers the freedom to match each component's material to its functional demands.
Near-net-shape production. Cast parts require far less secondary machining than parts produced from billet stock, reducing waste and production time.
Recyclability. Cast metals — particularly aluminum — can be recycled indefinitely without degradation. Closed-loop recycling within foundries is already common, reducing both raw material costs and environmental impact.

What Automobile Parts Are Made by Casting?
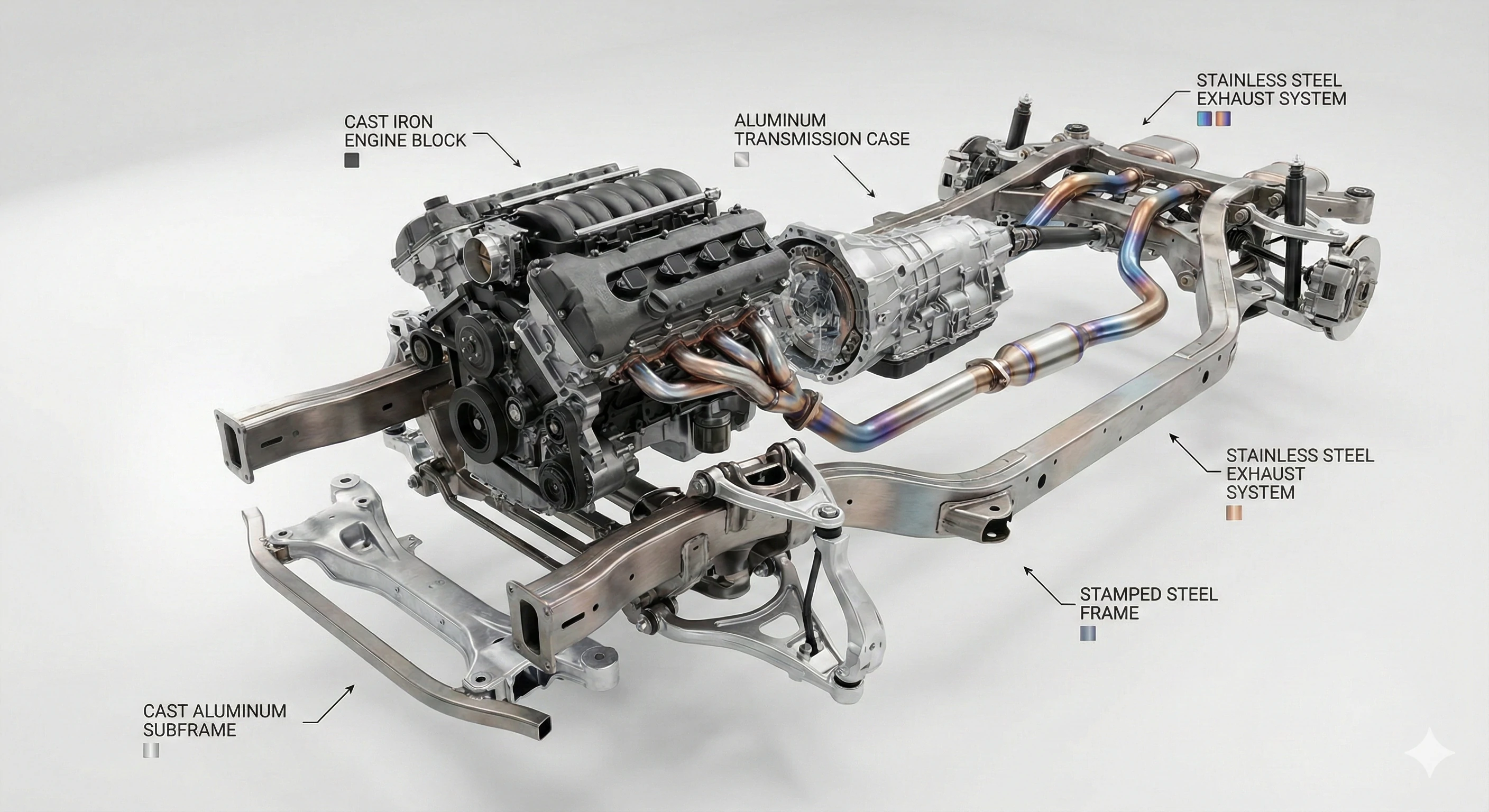
Casting touches nearly every major vehicle system. Here is a breakdown of the most common cast automotive components, organized by system.
Engine Components
The engine is the single largest consumer of castings in a conventional vehicle. Key cast parts include:
-
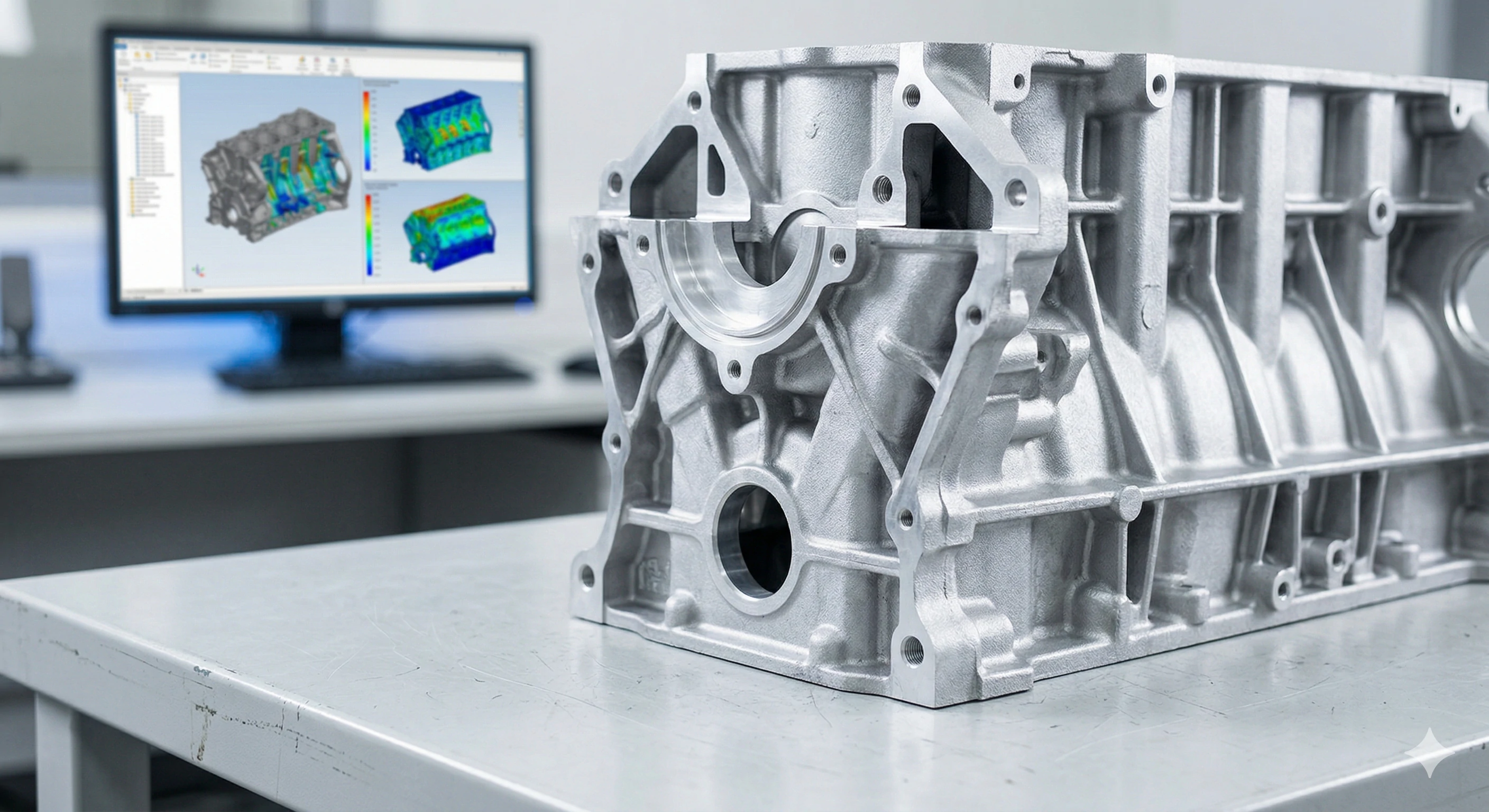
Engine blocks (cylinder blocks) — Traditionally cast iron, now increasingly aluminum for weight savings. The engine block is the structural backbone of the powertrain.
-
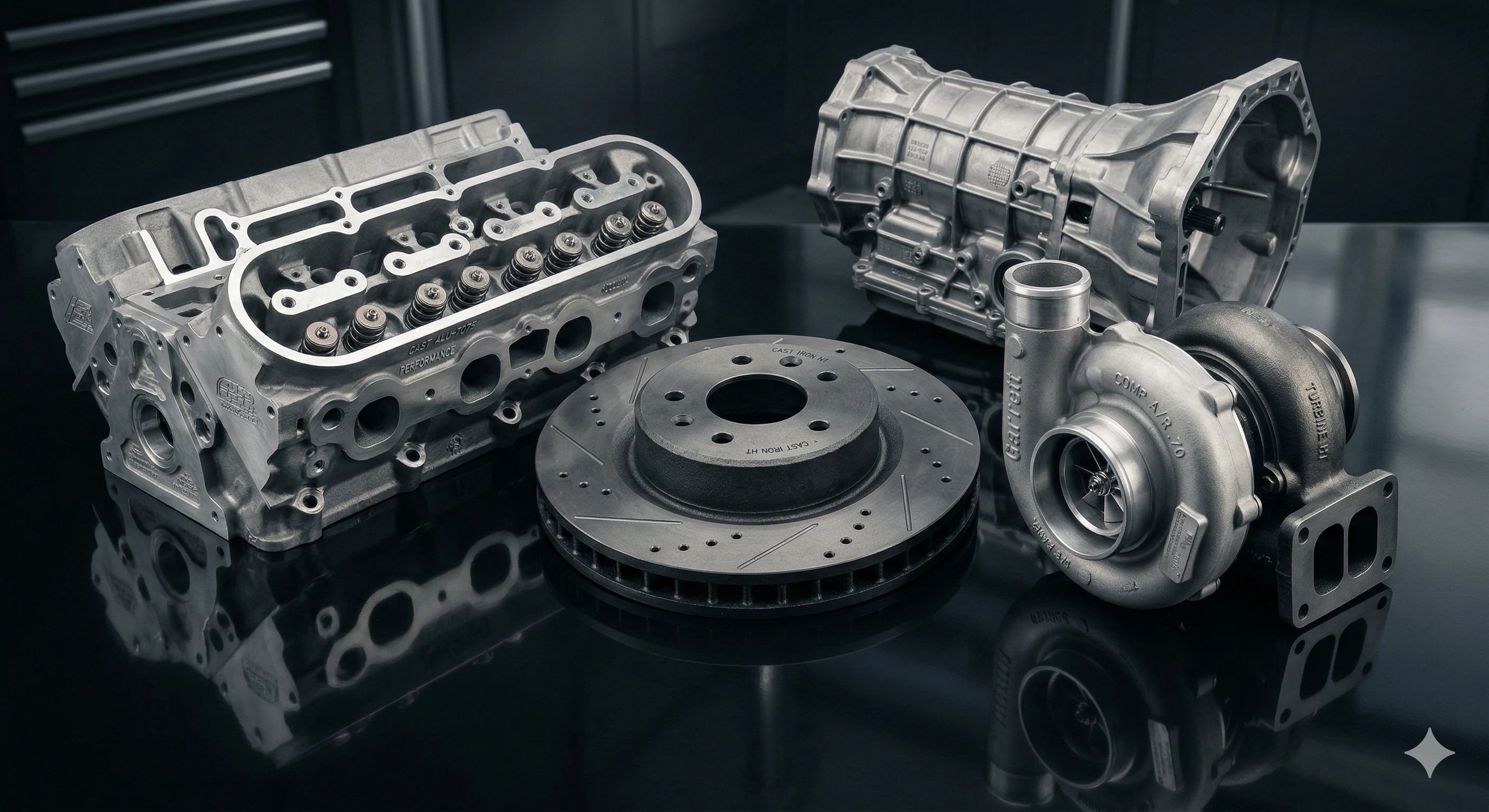
Cylinder heads — Aluminum castings dominate here due to .
-
Pistons — Typically gravity-cast or forged aluminum alloys designed to withstand extreme thermal and mechanical loads.
-
Intake and exhaust manifolds — Cast iron or aluminum, depending on thermal requirements.
-
Valve covers and oil pans — Often die-cast aluminum or stamped steel alternatives.
-
Turbocharger housings — Investment-cast nickel or steel alloys for high-temperature resistance.
Transmission and Drivetrain
-
Transmission housings (gearbox cases) — Die-cast aluminum for weight reduction.
-
Torque converters — Cast steel or aluminum components.
-
Differential housings — Sand-cast or die-cast depending on production volume.
-
Transfer case housings — Common in all-wheel-drive and four-wheel-drive vehicles.
Chassis and Suspension
-
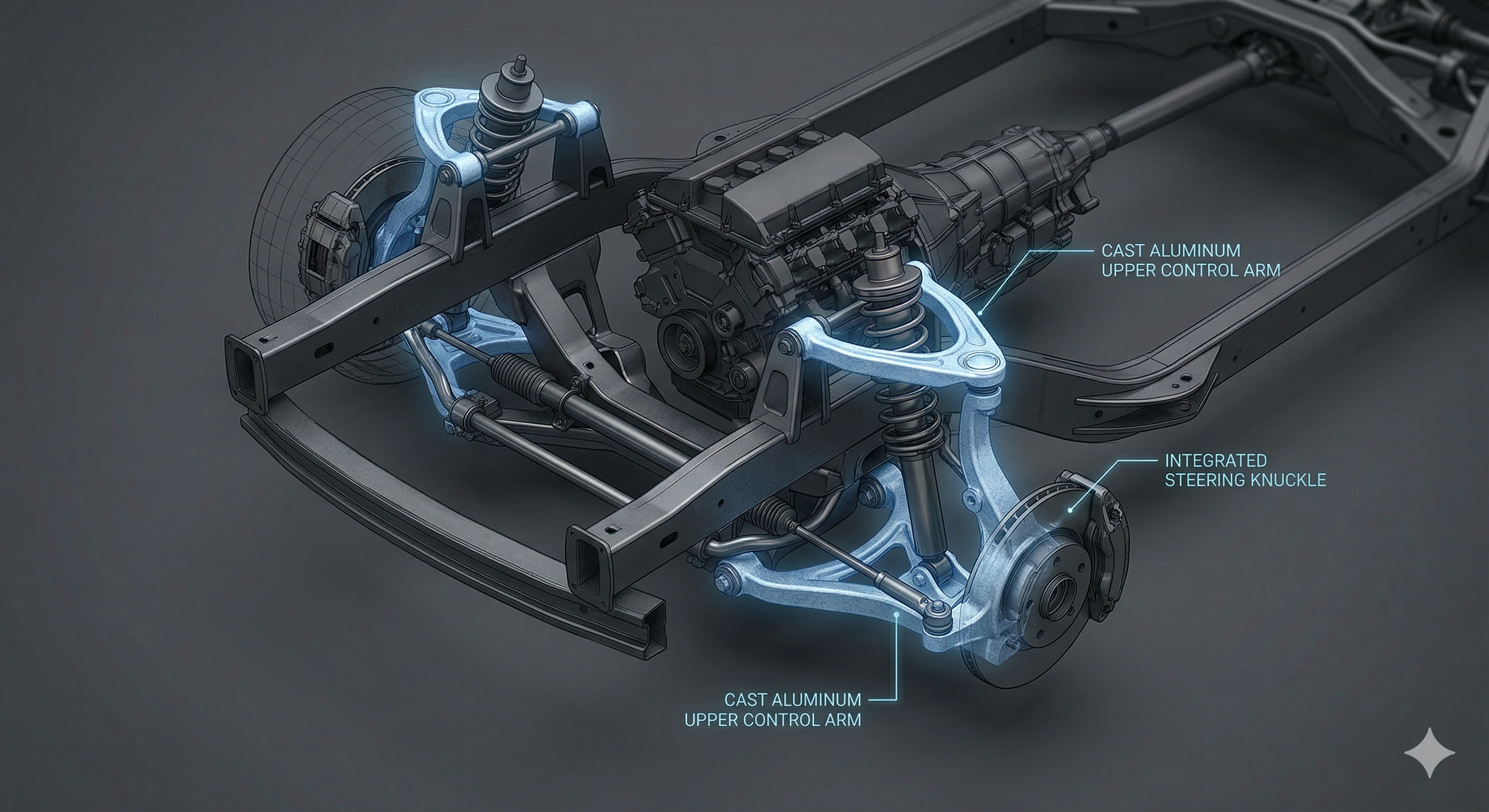
Steering knuckles — Traditionally cast iron, transitioning to aluminum.
-
Control arms — Aluminum castings reduce unsprung mass, improving ride and handling.
-
Suspension brackets and crossmembers — Structural castings that must meet strict safety standards.
-
Subframes — Increasingly produced as large aluminum die castings, sometimes as single "megacastings."
Brakes and Wheels
-
Brake rotors (discs) — Gray cast iron remains the standard thanks to its damping characteristics and thermal stability.
-
Brake drums — Cast iron for commercial vehicles and rear-axle applications.
-
Brake calipers — Aluminum castings for performance and weight savings.
-
Alloy wheels — Low-pressure die-cast or gravity-cast aluminum alloys.
Body and Structural Components
-
Shock towers — Aluminum die castings used in unibody construction.
-
Door frames and B-pillars — Emerging die-cast structural applications.
-
Battery enclosures (EVs) — Large aluminum die castings for electric vehicle platforms.
Thermal Management
-
Water pump housings — Die-cast aluminum.
-
Oil cooler housings and heat exchangers — Aluminum's thermal conductivity makes casting the ideal process here.
-
EV battery cooling plates — An emerging high-growth application.
Casting Methods Used in the Automotive Industry
Not all castings are created equal. The automotive sector relies on several distinct casting processes, each suited to different part sizes, volumes, and tolerance requirements.
Die Casting
Die casting forces molten metal into a (die) under high pressure — typically between 1,500 and 25,000 psi. The result is a dimensionally precise part with a smooth surface finish, produced in cycle times as short as 30 to 60 seconds.
Best for: High-volume production of small-to-medium aluminum, zinc, or magnesium parts. Engine brackets, transmission housings, and structural nodes are common die-cast applications.
Die casting subdivides into hot-chamber and cold-chamber processes. Hot-chamber machines keep the injection mechanism submerged in molten metal and work well with low-melting-point alloys like zinc. Cold-chamber machines ladle molten metal into a separate injection sleeve and are required for aluminum and magnesium because those metals would corrode hot-chamber components.
Pressure die casting alone represented roughly 78% of global casting output in the automotive sector as of 2024, making it the dominant process by a wide margin.
Variants: Vacuum die casting removes air from the die cavity before injection, reducing porosity and producing stronger parts suitable for structural and safety applications. Squeeze casting applies additional pressure during solidification and is used for high-strength suspension components.
Sand Casting
Sand casting is the oldest and most versatile casting method. A pattern is pressed into a , molten metal is poured in, and the sand is broken away after solidification.
Best for: Low-to-medium volume production, prototyping, and very large parts. Engine blocks for heavy-duty trucks, large industrial manifolds, and specialty components are frequently sand-cast.
Sand casting offers enormous flexibility — mold tooling is far less expensive than die-casting dies, and the process accommodates virtually any alloy. The tradeoff is rougher surface finish and wider dimensional tolerances, meaning more secondary machining is typically required.
Recent innovations include 3D-printed sand molds, which eliminate the need for physical patterns entirely and allow rapid prototyping of cast parts in days rather than weeks. This technology is reshaping small-batch and prototype casting economics.
Investment Casting (Lost-Wax Casting)
Investment casting produces parts with the tightest tolerances and finest surface finish of any casting method. A wax pattern is coated in ceramic, the wax is melted out, and molten metal fills the resulting shell.
Best for: Complex, precision parts in small-to-medium volumes. Turbocharger wheels, , and fuel system components are typical investment-cast automotive parts.
Because each wax pattern is destroyed in the process, tooling costs per part are higher than die casting. However, the ability to achieve near-final tolerances can eliminate machining entirely, offsetting that cost for complex geometries.

Permanent Mold (Gravity Die Casting)
In permanent mold casting, molten metal is poured — rather than injected — into a reusable steel or iron mold under the force of gravity alone. The process sits between sand casting and high-pressure die casting in terms of production rate, tolerance, and cost.
Best for: Medium-volume aluminum parts such as wheels, pistons, and suspension components where controlled solidification and superior mechanical properties are required.
Centrifugal Casting
Centrifugal casting spins the mold at high speed, using centrifugal force to distribute molten metal evenly. The process naturally pushes impurities toward the inner surface, producing a dense, defect-free outer structure.
Best for: Cylindrical parts such as brake drums, cylinder liners, and bearing housings.
Materials Used in Automotive Casting
Aluminum Alloys
Aluminum is the most widely used casting material in the automotive industry, accounting for over 51% of total casting metals used in vehicle production. North American vehicles contained an average of roughly 459 lbs (208 kg) of aluminum in 2020, a figure expected to climb toward 570 lbs (258 kg) by 2030 as lightweighting intensifies.
Common automotive aluminum casting alloys include A356, A380, and ADC12. These alloys offer an , corrosion resistance, and thermal conductivity. Aluminum castings are found in engine blocks, cylinder heads, transmission housings, wheels, structural components, and EV battery enclosures.
The aluminum die casting segment alone is projected to reach $41.5 billion by 2030, growing at over 7% CAGR.
Cast Iron
Cast iron — particularly gray iron and ductile (nodular) iron — remains essential for components that must absorb vibration, resist wear, or withstand extreme thermal cycling. Brake rotors, cylinder liners, and heavy-duty engine blocks are still commonly produced in cast iron. Gray iron's superior damping characteristics make it irreplaceable in braking applications.
Magnesium Alloys
Magnesium is approximately 33% lighter than aluminum, making it attractive for instrument panel structures, , valve covers, and seat frames. However, magnesium's higher raw material cost and flammability during melting have limited its adoption. The growing availability of magnesium — the United States produced around 50,000 tonnes in 2018 — and improved alloy formulations are gradually expanding its footprint in automotive casting.
Zinc Alloys
Zinc die casting is valued for its dimensional precision, thin-wall capability, and low melting point, which extends die life. The automotive parts zinc die casting market serves applications like lock housings, window regulators, fuel system components, and sensor housings where tight tolerances and fine detail are essential.
Steel Alloys
Steel castings are used where high strength and impact resistance are non-negotiable — think suspension components, axle housings, and safety-critical structural parts. Steel casting is more expensive than iron or aluminum casting, so its use is targeted.

Copper Alloys
Copper-based castings appear in electrical connectors, bearing sleeves, and cooling system components where thermal or electrical conductivity is the primary design requirement.
| Material | Density (g/cm³) | Tensile Strength (MPa) | Key Advantage | Typical Applications |
|---|---|---|---|---|
| Aluminum (A356) | 2.68 | 230–280 | Lightweight, recyclable | Engine blocks, wheels, housings |
| Gray Cast Iron | 7.15 | 150–400 | Vibration damping, wear resistance | Brake rotors, cylinder liners |
| Ductile Iron | 7.10 | 400–700 | High strength, toughness | Crankshafts, gears, suspension |
| Magnesium (AZ91D) | 1.81 | 230 | Ultra-lightweight | IP beams, seat frames, covers |
| Zinc (Zamak 3) | 6.60 | 280 | Precision, thin walls | Lock housings, connectors |
| Steel (8630) | 7.85 | 650–900 | Impact resistance | Axle housings, brackets |
Automotive Parts Die Casting Market: Size and Trends
The automotive parts die casting market was valued at approximately $49 billion in 2025 and is forecast to reach $66 billion by 2030, growing at a CAGR exceeding 6%. Within that market, aluminum die casting is the largest segment at roughly $30 billion, followed by zinc and magnesium.
Regional Dynamics
Asia-Pacific is the fastest-growing region and accounts for over 45% of global casting volume. China alone represents more than 30% of the market, driven by massive domestic vehicle production and the rapid scale-up of electric vehicle manufacturing.
North America holds the largest market share by value and is seeing renewed investment in domestic foundries, partly in response to 2025 U.S. tariff policies on imported cast components and aluminum billets. These tariffs have prompted OEMs to rethink global sourcing strategies and invest in local casting capacity.
Europe remains a technology leader, with German foundries pioneering megacasting and high-pressure die casting innovations for structural EV components.
Key Market Drivers
-
Vehicle lightweighting mandates — Fuel efficiency regulations (such as the U.S. EPA's CAFE standards targeting 54.5 mpg) are pushing automakers to replace steel with cast aluminum and magnesium.
-
Electric vehicle growth — EVs require specialized cast components for battery housings, motor enclosures, and thermal management systems, creating entirely new casting demand.
-
Megacasting adoption — Pioneered by Tesla, megacasting uses massive die-casting machines (9,000+ tons of clamping force) to produce entire vehicle substructures in a single shot, replacing dozens of stamped and welded parts.
-
Automation and AI — Robotics, IoT-connected sensors, and AI-driven quality inspection are reducing defects and boosting throughput across the industry.
Casting vs. CNC Machining: Which Is Better?
This is one of the most common questions engineers and procurement teams ask. The answer depends entirely on your production context.
When Casting Wins
Casting becomes the clear choice when you need high volumes (typically 1,000+ units), complex internal geometries that would require multi-axis machining, or near-net-shape parts where minimizing material waste matters. The per-unit cost of a die-cast part drops dramatically as volume increases because the expensive die tooling is amortized over thousands or millions of cycles.
For a typical die-cast aluminum transmission housing produced at 100,000 units per year, the per-part cost may be 60–80% lower than CNC machining the same geometry from billet.
When CNC Machining Wins
CNC machining is superior for prototyping, low-volume production (under 500 units), and parts requiring extremely tight tolerances (under ±0.01 mm). There is no tooling lead time — you go straight from CAD model to finished part. Machining also wins when you need to switch between designs rapidly, because there are no dies to modify.
The Hybrid Approach
In practice, most automotive cast parts go through both processes. A part is cast to near-net shape, then CNC-machined on critical mating surfaces, bearing bores, and threaded holes. This hybrid approach captures the cost advantages of casting while achieving machining-grade precision where it counts.
| Factor | Casting | CNC Machining |
|---|---|---|
| Ideal volume | 1,000+ units | 1–500 units |
| Tooling cost | High ($10K–$500K+) | None (programming only) |
| Per-unit cost at volume | Very low | High |
| Geometric complexity | Excellent | Good (limited by tool access) |
| Surface finish | Moderate (may need finishing) | Excellent |
| Dimensional tolerance | ±0.1–0.5 mm (die casting) | ±0.005–0.05 mm |
| Lead time (first part) | 8–16 weeks (tooling) | 1–5 days |
| Material waste | Low (near-net shape) | High (subtractive) |
The Role of Casting in Electric Vehicles
The transition from internal combustion engines (ICE) to electric powertrains is reshaping the casting landscape rather than shrinking it. While EVs eliminate many traditional cast components — pistons, cylinder heads, exhaust manifolds — they introduce new ones that are often larger and more technically demanding.
New EV-Specific Casting Applications
-
Battery enclosures and trays — Large, flat aluminum castings that protect battery packs and serve as structural elements.
-
Motor housings — Require precise internal geometries and excellent thermal management.
-
Inverter and power electronics housings — Die-cast aluminum with .
-
Structural megacastings — Tesla's rear underbody casting, produced on a 9,000-ton Giga Press, replaced 70+ stamped parts with a single die casting. In September 2023, Tesla reported that this approach reduced manufacturing costs by 40% and vehicle body weight by 10%.
The Megacasting Revolution
Megacasting — also called gigacasting — is arguably the most significant innovation in automotive casting in decades. In October 2023, L.K. Technology introduced a 16,000-ton die-casting machine, the largest in the world, specifically designed for producing integrated structural parts for new energy vehicles. By January 2024, Neta and LK Technology announced a collaboration on a machine exceeding 20,000 tons.
These machines allow OEMs to consolidate entire vehicle substructures — front and rear underbodies, floor pans, and even side structures — into one or two castings. The result is fewer parts, less tooling, shorter assembly lines, and lower manufacturing costs. Nearly every major automaker, from Toyota to Volvo, is now investing in megacasting capability.
Quality Control and Common Defects
Automotive castings must meet stringent quality standards because many serve structural or safety-critical functions. Common casting defects and their mitigation strategies include:
Porosity — Trapped gas or shrinkage voids inside the casting. Vacuum die casting and optimized gating design minimize porosity. Rejection rates for vacuum die casting average around 5%, compared to 8% for conventional pressure casting.
Cold shuts — Occur when two streams of molten metal meet but fail to fuse completely, creating a visible seam. Proper mold temperature control and gating design prevent this defect.
Hot tears — Cracks that form during solidification due to uneven cooling. Alloy selection and mold design adjustments are the primary countermeasures.
Misruns — Incomplete filling of the mold cavity, usually caused by insufficient metal temperature or injection pressure.
Dimensional drift — Gradual deviation from target dimensions as dies wear over thousands of cycles. Statistical process control (SPC) and regular die maintenance keep parts within specification.
Modern foundries deploy AI-driven quality inspection to catch defects in real time. In January 2025, KUKA Robotics partnered with die-casting manufacturers to implement robotic and AI-based inspection systems that improved production throughput by 30% and reduced defects by 20%.
Environmental Impact and Sustainability
Casting is energy-intensive — melting metals requires significant heat input, and foundries have historically been significant sources of industrial emissions. However, the industry is making measurable progress on sustainability.
Aluminum recycling is the most impactful lever. Recycling aluminum requires only about 5% of the energy needed to produce primary aluminum from . Because cast aluminum retains its properties indefinitely through recycling, closed-loop systems within foundries dramatically reduce both energy consumption and raw material costs.
Lightweight casting reduces lifecycle emissions. Every kilogram of weight removed from a vehicle saves approximately 20 kg of CO₂ over its lifetime. Industry programs focused on replacing heavy steel and iron components with aluminum and magnesium castings have collectively reduced automotive CO₂ emissions by an estimated 40 million tonnes annually.
Emerging green technologies are advancing rapidly. Hydrogen-powered induction furnaces, bio-based sand binders for green sand casting, and solar-powered foundry operations are all being piloted or deployed at commercial scale. Several major foundries have committed to carbon-neutral operations by 2035.
OEM vs. OES: Understanding Automotive Part Classifications
If you work in automotive procurement or aftermarket parts, understanding the distinction between OEM and OES is essential.
OEM (Original Equipment Manufacturer) refers to parts made by — or on behalf of — the vehicle manufacturer. When you buy a replacement part from a Toyota dealership bearing the Toyota logo, that is an OEM part. It may have been cast by a supplier like Nemak or Endurance Technologies, but it was built to Toyota's exact specifications and quality standards.
OES (Original Equipment Supplier) refers to the same supplier selling the same part — often produced on the same production line — but under their own brand rather than the automaker's badge. OES parts are functionally identical to OEM parts but typically cost less because they bypass the automaker's markup.
For cast automotive components like brake rotors, water pump housings, and wheel hubs, OES parts represent a cost-effective alternative to OEM replacements without sacrificing quality or fitment accuracy.
Is Die Casting a Hard Job?
Die casting is a physically demanding and technically skilled profession. Operators work in environments with extreme heat — molten aluminum exceeds 660°C (1,220°F) — noise, and heavy machinery. The work requires precision and attention to detail because small errors in temperature control, injection timing, or die alignment produce scrap parts.
That said, the industry has transformed significantly with automation. Modern die-casting cells are heavily robotized: robots handle ladling, part extraction, quenching, and trim operations that were once manual. The role of the die-casting technician has shifted from physical labor toward process monitoring, quality inspection, and machine programming.
Career opportunities in die casting are strong. The industry faces a well-documented skills gap as experienced technicians retire, creating demand for trained operators, die designers, metallurgists, and process engineers. Organizations like offer certification programs that can accelerate career progression.
NADCA certification and training programs
Future Outlook
Several converging trends will define automotive parts casting over the next decade.
Megacasting will go mainstream. Machines in the 12,000–20,000+ ton range will become standard at major OEM plants, enabling further part consolidation and cost reduction. Expect mid-size and compact vehicle platforms — not just premium EVs — to adopt megacast structures by 2028–2030.
New alloys will expand capabilities. High-strength, heat-treatable aluminum alloys and advanced magnesium formulations will allow cast parts to replace forgings and high-strength steel in more safety-critical applications.
Digital twins and simulation will reduce development cycles. Computer simulation of mold filling, solidification, and thermal stress is already widespread, but the integration of real-time production data into digital twin models will further optimize yield and quality.
Sustainability will become a competitive differentiator. Automakers are increasingly evaluating suppliers on carbon footprint alongside cost and quality. Foundries that can demonstrate low-carbon operations — through recycled material use, renewable energy, and efficient process design — will win preferential procurement status.
3D-printed tooling will continue to disrupt prototyping. Printed sand molds and even printed die inserts will shrink development timelines from months to weeks, enabling faster iteration during vehicle development.
FAQ
What automobile parts are made by casting?
The most commonly cast automobile parts include engine blocks, cylinder heads, pistons, transmission housings, brake rotors, alloy wheels, suspension control arms, steering knuckles, turbocharger housings, and oil pans. In electric vehicles, battery enclosures and motor housings are also produced by casting. Casting is used across engine, drivetrain, chassis, brake, and body systems.
Is die casting a hard job?
Die casting is a demanding profession that involves working near molten metal at temperatures exceeding 660°C, operating heavy machinery, and maintaining tight quality standards. However, increasing automation has shifted much of the physical burden to robots, with human operators focusing more on process control, programming, and quality assurance. It is a skilled trade with strong career prospects.
Is CNC better than casting?
Neither process is universally better — the right choice depends on volume, complexity, and tolerance requirements. CNC machining excels at prototyping and low-volume production with fast setup and extremely tight tolerances. Die casting becomes more cost-effective at higher volumes (typically above 1,000 units) because tooling costs are amortized. Most automotive parts use a hybrid approach: cast to near-net shape, then CNC-machined on critical surfaces.
What is OEM and OES?
OEM stands for Original Equipment Manufacturer — parts made to the vehicle manufacturer's specifications and sold under their brand. OES stands for Original Equipment Supplier — the same manufacturer who produces OEM parts sells identical components under their own brand, usually at a lower price. For cast automotive parts like brake rotors and pump housings, OES parts offer the same quality as OEM at a reduced cost.
What metals are used in automotive casting?
The primary metals used are aluminum alloys (the most common, over 51% of casting volume), cast iron (gray and ductile), magnesium alloys, zinc alloys, steel, and copper alloys. Each material is selected based on the part's mechanical, thermal, and weight requirements.
What is megacasting, and why does it matter?
Megacasting (or gigacasting) uses extremely large die-casting machines — 6,000 tons of clamping force and above — to produce entire vehicle substructures in a single shot. This replaces dozens of individually stamped and welded parts, reducing part count, assembly time, weight, and manufacturing cost. Tesla pioneered the approach, and most major automakers are now investing in the technology.
How does automotive casting support sustainability?
Automotive casting supports sustainability through aluminum recycling (which uses only 5% of the energy required for primary production), lightweighting (reducing vehicle fuel consumption and emissions), closed-loop material recovery systems, and emerging green technologies like hydrogen-powered furnaces and bio-based mold binders.
What is the difference between sand casting and die casting for automotive parts?
Sand casting uses expendable sand molds and is ideal for large parts, low volumes, and prototyping — offering high design flexibility at low tooling cost. Die casting uses reusable steel dies under high pressure and is suited for high-volume production of precise, smooth-surfaced parts. Sand casting tolerates virtually any alloy, while die casting is typically limited to aluminum, zinc, and magnesium.
Conclusion
Automotive parts casting is not merely a legacy manufacturing technique — it is an evolving, technology-driven discipline at the heart of modern vehicle production. From the engine block in a conventional sedan to the structural megacasting underpinning the latest electric SUV, cast components define how vehicles perform, how much they weigh, and how efficiently they can be built.
Whether you are an engineer evaluating process options, a procurement professional navigating OEM and OES sourcing, or an industry observer tracking the rise of megacasting, understanding the fundamentals of automotive casting gives you a critical advantage.
The industry's trajectory is clear: lighter alloys, larger castings, smarter automation, and greener operations. Companies that invest in these capabilities today will lead automotive manufacturing for the next generation.
Ready to explore casting solutions for your project? Contact our engineering team for a free consultation on material selection, process optimization, and cost analysis.
Request a Casting Quote
explore our casting capabilities
Footnotes
1. Overview of CAE software and its applications in modern manufacturing.
2. Scientific explanation of heat transfer and thermal conductivity in materials.
3. Information on tool steels used to manufacture durable industrial molds.
4. Comprehensive details on the sand casting process and mold preparation.
5. Learn how EGR systems reduce emissions in internal combustion engines.
6. Detailed breakdown of specific strength in aerospace and automotive engineering.
7. History and structural components of automotive steering wheels.
8. Overview of liquid cooling techniques used in advanced EV electronics.
9. Geologic and industrial information about bauxite, the primary aluminum source.