
Table of Contents

What Is Aluminum Die Casting?

Aluminum die casting is a that forces molten aluminum into a reusable steel mold — called a die — under high pressure. The result is a near-net-shape part with tight tolerances, smooth surfaces, and complex geometries that would be difficult or impossible to achieve through machining alone.
For the automotive sector, this process is indispensable. It delivers the combination of light weight, structural strength, and repeatable accuracy that modern vehicles demand. Every time you open a car door, shift gears, or start an engine, you're interacting with parts that were likely produced through die casting.
The global automotive parts aluminum die casting market was valued at approximately USD 27.55 billion in 2024 and is projected to surpass USD 41 billion by 2030, growing at a compound annual growth rate exceeding 7%. That growth is driven by one overarching force: automakers need lighter, stronger, more cost-efficient components — and aluminum die casting delivers on all three fronts.
Why the Automotive Industry Relies on Aluminum Die Casting
Lightweighting Is No Longer Optional
Stringent emission regulations across the globe — including and Euro 7 norms in Europe — are pushing automakers to cut vehicle weight by every gram possible. Aluminum is roughly one-third the density of steel, making it a natural choice for replacing heavier ferrous components.
Industry data indicates the average aluminum content per light-duty truck is expected to reach 550 pounds (250 kg) by 2026, a dramatic increase from just a decade ago. Tesla's Model S, for example, uses over 800 pounds (360 kg) of aluminum across its structural components, castings, extrusions, and body panels.

Speed and Scale
Die casting is fast. A single die can produce thousands of identical parts before requiring maintenance, and cycle times often range from just 15 to 90 seconds per shot depending on part size. For an industry that produces millions of vehicles per year, this kind of throughput is non-negotiable.
Precision at Volume
Modern high-pressure die casting achieves dimensional tolerances as tight as ±0.1 mm. That means less post-processing, fewer secondary machining operations, and lower per-unit costs — advantages that compound significantly at high production volumes.
Design Freedom
Aluminum die casting can produce thin-walled sections (as thin as 1.0–1.5 mm), integrated bosses and ribs, complex internal geometries, and built-in mounting features — all in a single step. This consolidation eliminates the need for welding, fastening, or assembling multiple sub-components.
How the Aluminum Die Casting Process Works

The die casting process follows a repeatable cycle with seven core steps:
1. Die Preparation
The two-piece steel die is sprayed with a lubricant that controls temperature and helps with part ejection. The die halves are then clamped together under hydraulic pressure.
2. Melting
Aluminum alloy ingots are heated in a furnace to between 660 °C and 720 °C (1,220–1,328 °F), depending on the specific alloy. Temperature control at this stage is critical — overheating introduces excessive gas porosity, while underheating causes premature solidification.
3. Injection
Molten aluminum is forced into the die cavity at pressures typically ranging from 1,500 to 25,000 psi. The entire fill takes less than 100 milliseconds in many cases, which is fast enough to fill thin sections before the metal begins to solidify.
4. Cooling and Solidification
Once the cavity is full, the aluminum cools and solidifies within the die. Specialized help control solidification rates and minimize internal stress.
5. Ejection
The die opens, and ejector pins push the solidified casting out. Proper draft angles in the die design ensure the part releases cleanly without damage.
6. Trimming
Flash — the thin excess metal that seeps along the parting line — is removed by trimming dies or manual finishing. Overflow wells and runners are also separated from the finished part.
7. Secondary Operations
Depending on requirements, parts may undergo CNC machining, surface finishing (anodizing, powder coating, plating), heat treatment, or inspection before they're shipped.

Surface finishing options for aluminum castings
Hot-Chamber vs. Cold-Chamber Die Casting
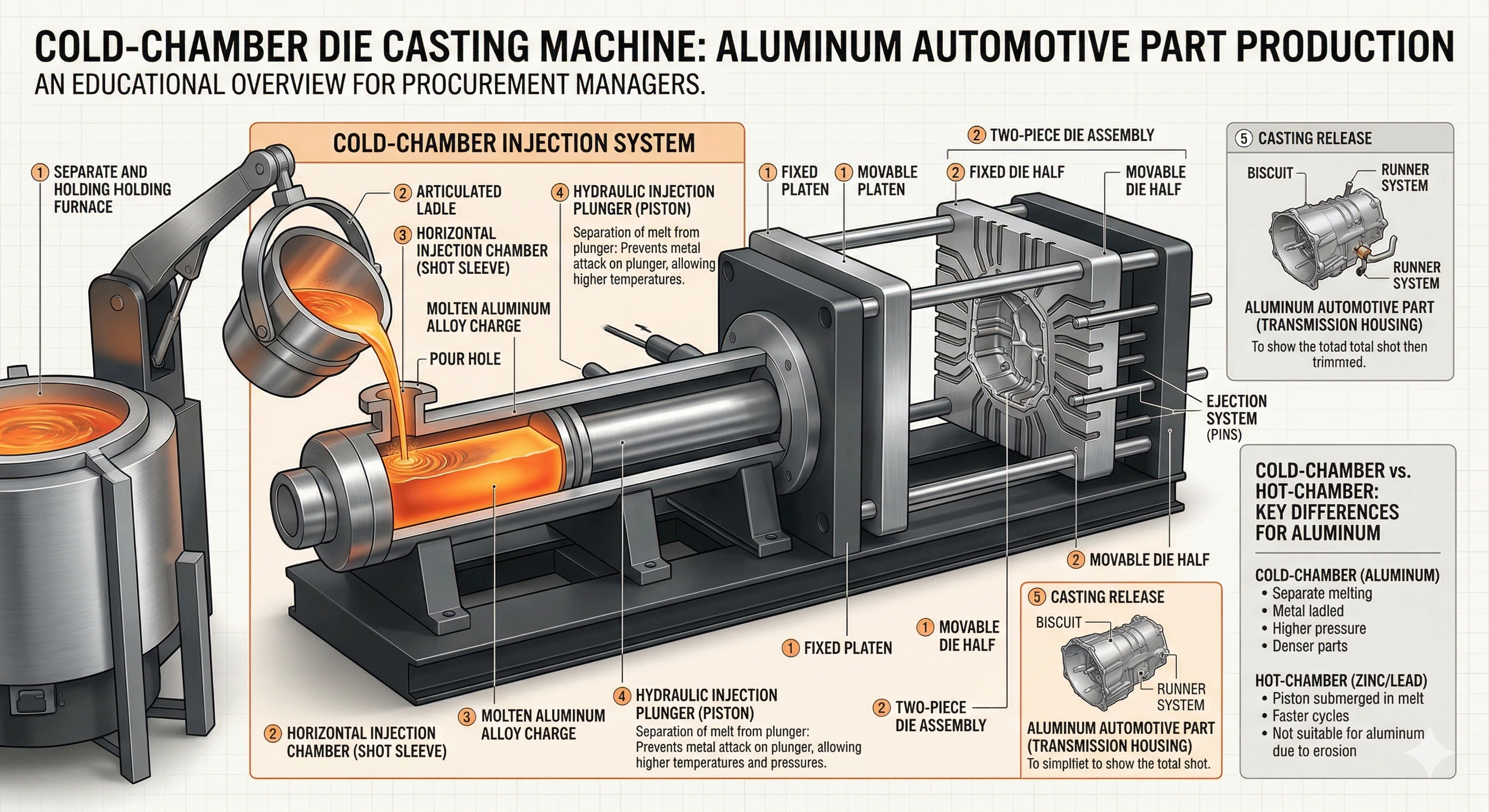
These two process variants differ in how molten metal reaches the die:
| Feature | Hot-Chamber | Cold-Chamber |
|---|---|---|
| How it works | The injection mechanism is submerged in molten metal; a gooseneck feeds the die directly | Molten metal is ladled into a separate injection chamber before each shot |
| Best for | Low-melting-point metals: zinc, magnesium, lead | High-melting-point metals: aluminum, brass, certain magnesium alloys |
| Cycle time | Faster (15–30 seconds typical) | Slower (30–90 seconds typical) |
| Why it matters for automotive | Used for smaller zinc or magnesium trim components | The primary method for aluminum structural and powertrain parts |
For aluminum automotive parts, cold-chamber die casting is the standard. Aluminum's melting point is too high for hot-chamber systems — the molten metal would erode the injection mechanism. Cold-chamber processes accept this trade-off in speed because they deliver superior density, strength, and dimensional accuracy for aluminum components.
Aluminum Alloys Used in Automotive Die Casting
Not all aluminum is created equal. The alloy you choose determines a part's strength, corrosion resistance, thermal performance, castability, and cost. Here are the workhorses of the automotive die casting industry:
A380 (ADC10) — The Industry Standard
A380 is the most widely used die casting alloy globally, and for good reason. It offers an excellent balance of castability, mechanical strength, and cost. Its (7.5–9.5%) ensures excellent fluidity during injection, making it forgiving for complex geometries.
Best for: Engine brackets, transmission housings, electronic enclosures, general structural components.
A383 (ADC12) — Better for Complex Shapes
A383 provides better die filling characteristics than A380 at a slight trade-off in mechanical strength. It resists hot cracking and is preferred for parts with intricate details or thin walls.
Best for: Complex housings, connectors, thin-walled components.
A360 — Superior Corrosion Resistance
A360 offers higher strength and better corrosion resistance than A380, but it's more difficult to cast. It's chosen when parts will be exposed to harsh environments, including road salt, moisture, or elevated temperatures.
Best for: Under-hood components, parts exposed to weather or chemicals.
A413 — Maximum Pressure Tightness
When a part must be completely leak-proof — think hydraulic components or fluid handling systems — A413 is the go-to alloy. Its high silicon content provides exceptional pressure tightness.
Best for: Hydraulic cylinders, fluid system housings, pressure vessels.
AlSi10MnMg — The EV Structural Alloy
This alloy has emerged as the material of choice for large structural castings in . It's heat-treatable, weldable, and delivers high elongation, making it ideal for crash-relevant structural components produced on giga-press machines.
Best for: EV underbody castings, battery trays, mega-castings.
| Alloy | Tensile Strength (MPa) | Elongation (%) | Castability | Key Advantage |
|---|---|---|---|---|
| A380 | 325 | 3.5 | Excellent | Best all-around performer |
| A383 | 310 | 3.5 | Excellent | Complex thin-walled parts |
| A360 | 315 | 3.0 | Moderate | Corrosion resistance |
| A413 | 295 | 2.5 | Good | Pressure tightness |
| AlSi10MnMg | 280+ | 5–10 | Good | Structural ductility, heat-treatable |
NADCA alloy data sheets for die casting grades
Automotive Parts Made by Aluminum Die Casting
Aluminum die castings are found across virtually every system in a modern vehicle:
Powertrain and Engine
Engine blocks, cylinder heads, oil pans, intake manifolds, valve covers, and timing chain covers are commonly die-cast in aluminum. These parts must withstand high temperatures and mechanical loads while remaining as light as possible.
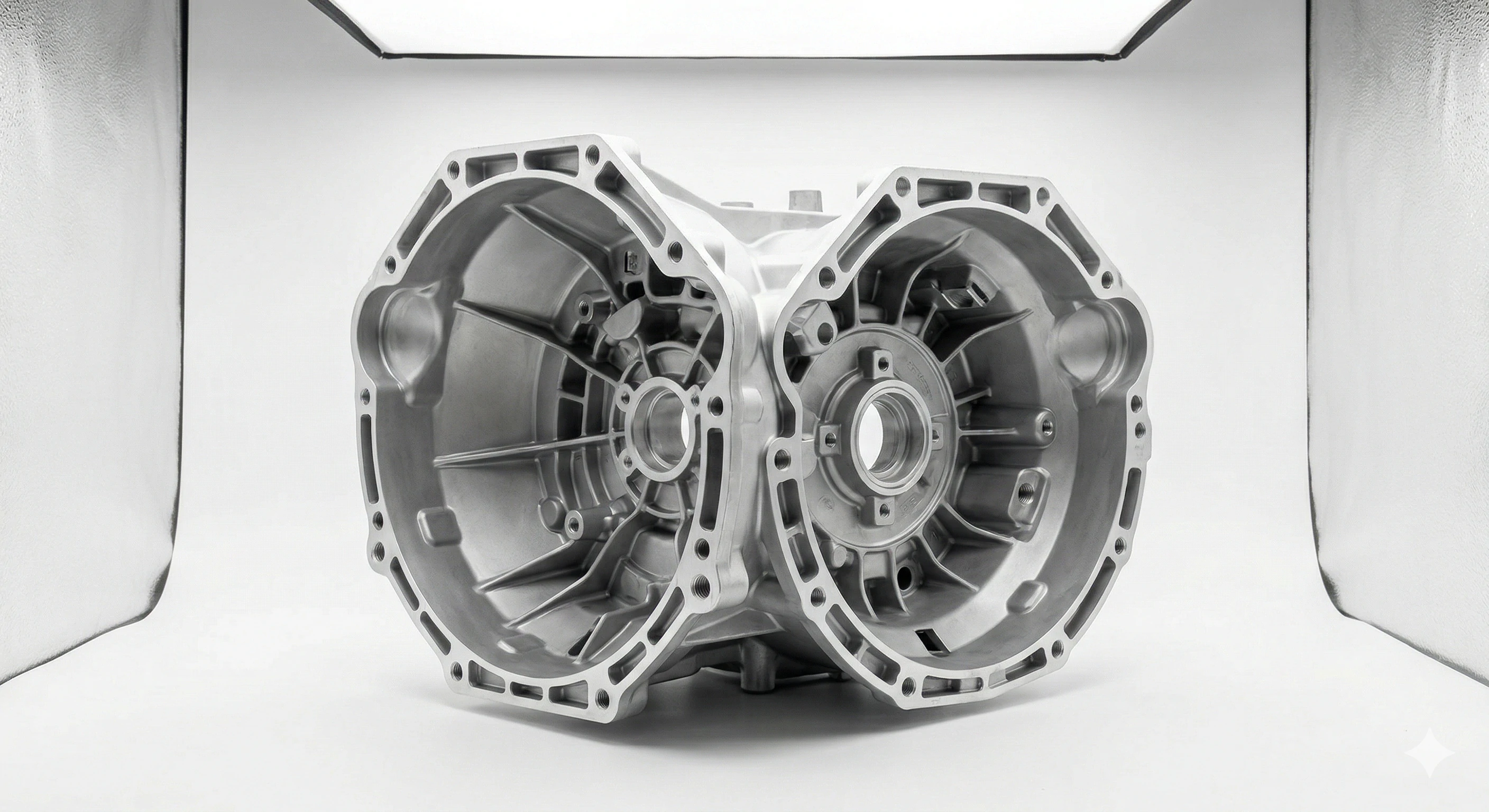
Transmission
Transmission housings and gear cases are among the largest die-cast parts in a vehicle. They require dimensional stability, pressure tightness, and the ability to mount bearings and shafts with precise alignment.
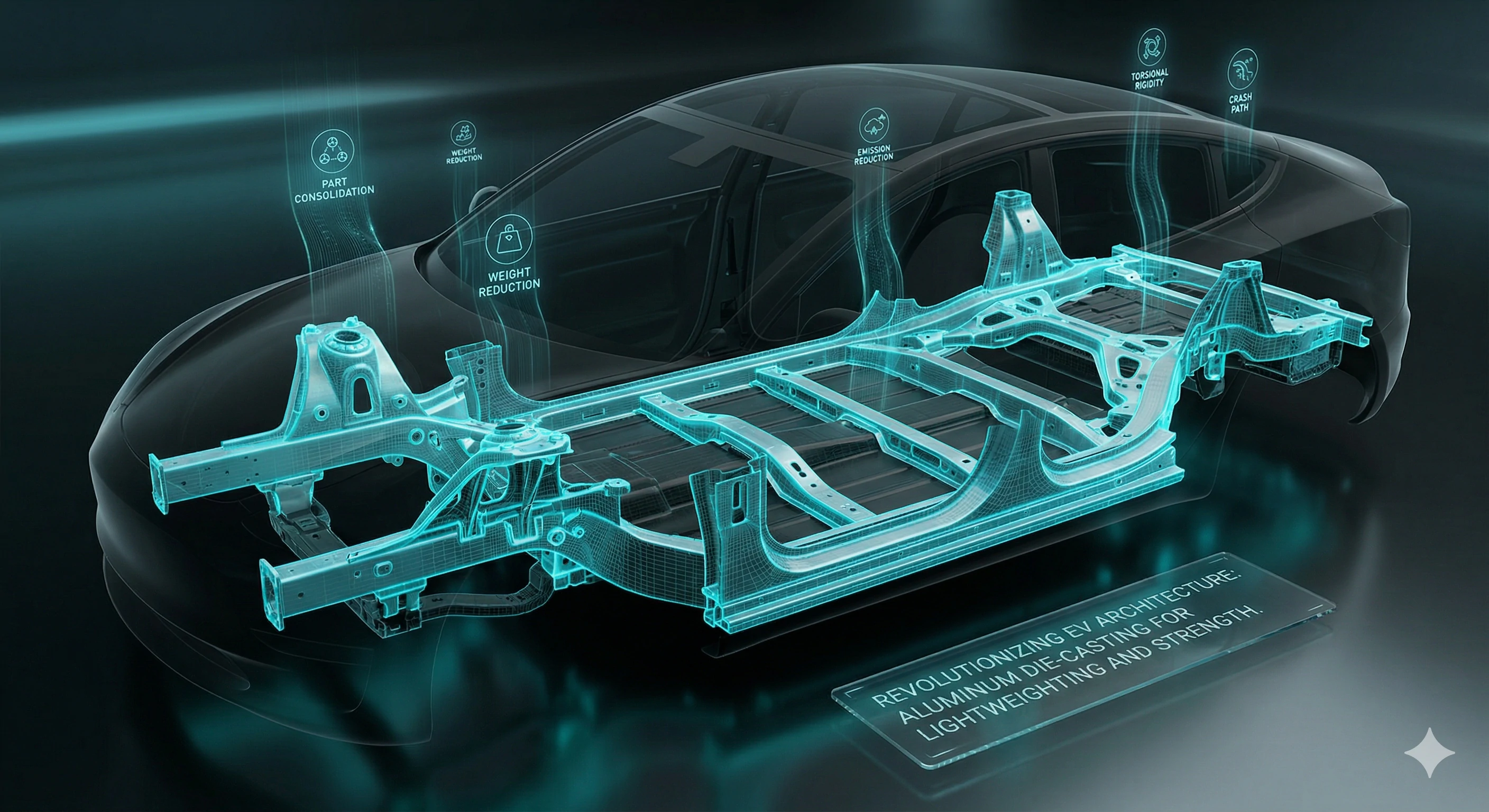
Structural and Body
Cross-car beams, shock towers, door frames, B-pillar reinforcements, and underbody castings are increasingly produced via high-pressure die casting. Tesla's well-publicized "giga-casting" approach consolidates dozens of stamped and welded parts into single massive castings, reducing part counts by up to 70 pieces.
Chassis and Suspension
Steering knuckles, control arms, subframe components, and wheel spacers are areas where die casting replaces forged or machined alternatives, cutting weight without sacrificing durability.
Electrical and EV-Specific
Battery housings, motor casings, inverter housings, charging port brackets, and thermal management components are driving rapid growth in EV-specific die casting demand. The automotive sector contributed over 61% of high-pressure die casting market revenue in 2025, with the EV subset growing at nearly 9% annually.
Interior and Exterior Trim
Seat frames, steering column brackets, mirror housings, and decorative trim pieces round out the list. These parts often require excellent surface finish directly from the mold.
Design Guide: Engineering Better Die-Cast Automotive Parts
Design for Manufacturing (DFM) is where the success or failure of a die-cast part is determined. Getting these fundamentals right at the design stage saves significant cost, time, and frustration in production.
1. Wall Thickness
Uniform wall thickness is the single most important design principle. Inconsistent thickness leads to uneven cooling, which causes porosity, warping, and sink marks.
For aluminum automotive parts, target a nominal wall thickness of 1.5–4.0 mm. If variations are unavoidable, use gradual transitions — never abrupt steps.
2. Draft Angles
Draft is the slight taper applied to vertical surfaces so the part releases cleanly from the die. Without adequate draft, parts stick, get damaged during ejection, or require expensive tool modifications.
Recommended minimum draft:
-
External surfaces: 1–2° per side
-
Internal surfaces (cores): 2–3° per side
-
Deep pockets or ribs: up to 5°
3. Parting Line Placement
The parting line is where the two die halves meet. Flash will occur along this line, so position it where it's accessible for trimming and where it won't affect critical surfaces or dimensions.
Decide the parting line location early — it influences draft direction, ejection, and the entire tool design.
4. Fillets and Radii
Sharp internal corners are stress concentrators that also impede metal flow. Replace them with generous fillets (minimum 1 mm radius; 2–3 mm is better). External edges should have radii to reduce die wear and improve surface finish.
5. Ribs
Ribs add stiffness without adding bulk. Design them at 50–70% of the adjacent wall thickness and keep rib height under three times wall thickness to avoid sink marks on the opposite surface.
6. Bosses
Bosses serve as mounting points for screws or dowels. Their wall thickness should match the surrounding wall to prevent porosity. Connect bosses to adjacent walls with ribs or gussets rather than placing them in isolation.
7. Undercuts
Undercuts require side-action cores or lifters in the die, which increase tool complexity and cost. Eliminate undercuts where possible, or redesign the geometry so it can be formed using the primary die action.
8. Holes and Windows
Through-holes parallel to the die draw direction are straightforward to cast. Cross-holes (perpendicular to draw) require slide cores. For threaded holes, it's usually more cost-effective to cast a pilot hole and thread it in a secondary machining operation.
9. Shrinkage Allowance
Aluminum castings shrink 0.4–0.6% as they cool from liquid to room temperature. Your die design must account for this, and critical dimensions should be validated with simulation software (such as MAGMASOFT or ProCAST) before cutting steel.
NADCA Product Standards for Die Castings
Quality Control and Testing Standards
Automotive die castings must meet some of the most demanding quality standards in any industry. Here's what a robust quality program includes:
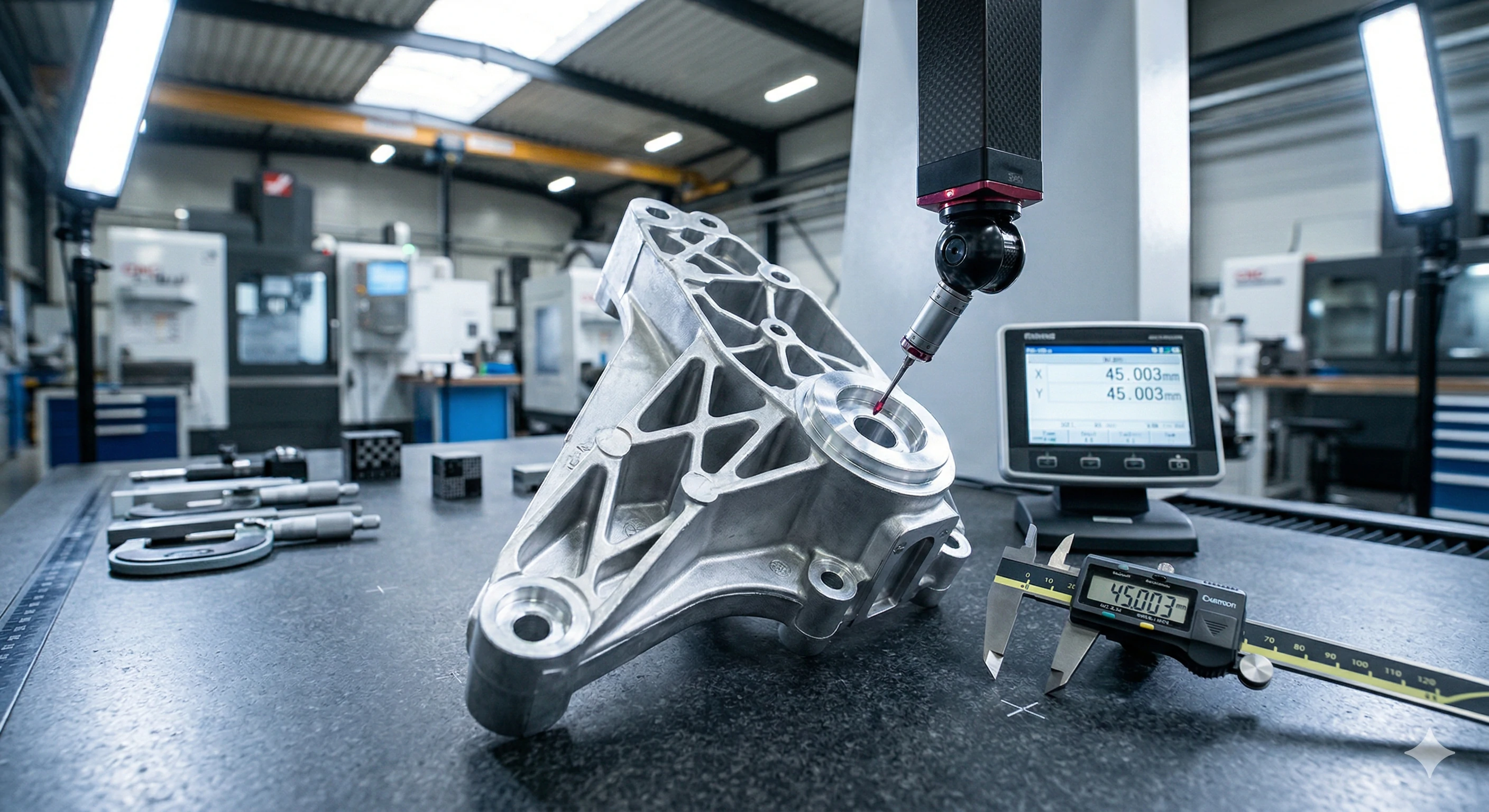
Dimensional Inspection
(CMM) and 3D scanning verify that each critical dimension falls within specified tolerances. First-article inspection reports (FAIR) are standard for new tooling.
Non-Destructive Testing (NDT)
-
X-ray (radiographic) inspection reveals internal porosity, inclusions, and shrinkage voids that aren't visible on the surface.
-
Dye penetrant testing detects surface-breaking cracks.
-
Ultrasonic testing is used for thicker sections where x-ray is impractical.
Mechanical Testing
Tensile strength, yield strength, elongation, hardness, and fatigue life are verified through destructive testing on sample parts from each production lot.
Pressure Testing
For parts that must seal against fluids or gases — like transmission housings or coolant manifolds — helium leak testing or hydrostatic pressure testing is performed.
Industry Certifications
Automotive die casting suppliers should hold (the automotive quality management standard), ISO 9001, and ideally have specific OEM approvals (PPAP documentation). Environmental compliance through ISO 14001 is increasingly expected.
Aluminum Die Casting vs. Other Manufacturing Methods
| Criteria | Die Casting | Sand Casting | Investment Casting 8 | CNC Machining | Stamping |
|---|---|---|---|---|---|
| Tolerances | ±0.1 mm | ±0.5–1.0 mm | ±0.1–0.25 mm | ±0.01 mm | ±0.1–0.5 mm |
| Surface finish | Excellent (1.6–3.2 µm Ra) | Rough (6–25 µm Ra) | Very good (1.6–3.2 µm Ra) | Mirror possible | Good |
| Part complexity | Very high | High | Very high | Moderate | Low-moderate |
| Production speed | 30–120 seconds/part | Minutes to hours | Hours to days | Minutes to hours | 1–5 seconds/part |
| Ideal volume | 10,000+ parts | 1–5,000 parts | 100–10,000 parts | 1–1,000 parts | 50,000+ parts |
| Tooling cost | $15,000–$200,000+ | $500–$5,000 | $1,000–$20,000 | Minimal | $10,000–$100,000+ |
| Material waste | Low (5–10%) | Moderate (15–30%) | Low (5–15%) | High (40–80%) | Moderate |
When to choose die casting: You need complex aluminum parts at volumes above 10,000 units with good dimensional accuracy and minimal post-processing. This covers the majority of automotive production scenarios.
When die casting isn't ideal: Very low volumes (prototype or short-run), parts requiring extremely tight tolerances better suited to CNC, or very large parts that exceed available machine capacity (though giga-presses are expanding this boundary).
Sand casting vs. die casting comparison
Cost Factors and How to Reduce Them
Die casting is cost-effective at scale, but several factors influence total part cost:
Tooling
Die construction is the largest upfront investment, ranging from $15,000 for simple single-cavity dies to over $200,000 for multi-cavity, multi-slide tools with complex core pulls. However, a well-built die can last 100,000 to over 1,000,000 shots, amortizing that cost across a massive production run.
Material
Aluminum alloy prices fluctuate with commodity markets. A380 is typically the most economical choice. Using (secondary alloy) can reduce material cost by 10–20% while lowering the carbon footprint.
Part Weight
Every gram matters — not just for vehicle performance but for casting cost. Optimizing rib and wall designs to remove unnecessary material reduces both cycle time and alloy consumption.
Secondary Operations
Every post-casting step — machining, surface treatment, assembly — adds cost. Designing parts that come out of the die as close to finished specification as possible (near-net-shape) is the most effective cost reduction strategy.
Practical Tips to Lower Cost
-
Simplify geometry to reduce die complexity and the number of side actions.
-
Standardize radii and draft angles to simplify CNC programming during die manufacturing.
-
Consolidate multiple parts into a single casting to eliminate downstream assembly.
-
Use simulation software to optimize gate, runner, and overflow designs before cutting the die — changes to steel are expensive.
-
Partner with your supplier early in the design phase; experienced die casters can suggest DFM improvements that save thousands per production run.
How to Choose an Aluminum Die Casting Supplier
Selecting the right supplier is as important as designing the right part. Here's what to evaluate:
Technical Capability
Does the supplier operate machines in the tonnage range your parts require? Small housings may need a 400-ton machine; structural EV castings may require 4,000 tons or more. Confirm their range of equipment and maximum shot weight.
Certifications
At a minimum, look for IATF 16949 for automotive work. ISO 9001 and ISO 14001 are baseline expectations. OEM-specific approvals (Ford Q1, GM Supplier Quality Excellence, Toyota Quality Management) provide additional confidence.
In-House Capabilities
A supplier that offers die design, die manufacturing, casting, CNC machining, and surface finishing under one roof can compress lead times and reduce communication gaps. Look for integrated operations.
Engineering Support
The best suppliers act as engineering partners, not just production houses. They should offer DFM analysis, mold flow simulation, and proactive design recommendations. This collaboration should start before any steel is cut.
Quality Infrastructure
Ask about their inspection equipment (CMM, X-ray, spectrometers), process control methods (SPC, real-time monitoring), and defect rates (PPM targets). Tour the facility if possible.
Supply Chain Reliability
Evaluate lead times, capacity utilization, geographic location (and logistics implications), and their ability to scale if your volumes increase. Ask for references from existing automotive customers.
Pricing Transparency
A trustworthy supplier breaks down costs clearly: tooling, piece price, secondary operations, packaging, and shipping. Beware of suppliers who quote unrealistically low piece prices — the hidden costs often emerge later.
NADCA certified die caster directory
Industry Trends Shaping the Future
Giga-Casting and Mega-Casting
Tesla pioneered the use of 6,000–9,000-ton die casting machines to produce single-piece underbody structures that replace dozens of stamped and welded components. Other OEMs — including Toyota, Volvo, Hyundai, and several Chinese manufacturers — are following suit. Machines exceeding 16,000 tons of clamping force are now in operation, opening the door to even larger single-piece structural castings.
Electric Vehicle Demand
EVs require unique die-cast components — battery trays, motor housings, inverter enclosures — that traditional ICE vehicles don't need. As global EV production scales, the demand for specialized aluminum die castings is growing at roughly twice the rate of the overall automotive casting market.
Smart Factories and Industry 4.0
Real-time process monitoring with IoT sensors, AI-driven defect detection, and robotic cell automation are transforming die casting operations. These technologies improve consistency, reduce scrap, and enable predictive maintenance that minimizes unplanned downtime.
Sustainability and Recycled Content
Automakers are demanding higher recycled aluminum content in their supply chains to reduce . Closed-loop alloy programs — where production scrap is collected, remelted, and reused in-house — are becoming standard practice among leading suppliers.
Vacuum and Semi-Solid Casting
Vacuum-assisted high-pressure die casting (vacuum HPDC) reduces porosity to below 2%, enabling heat treatment and welding of die-cast parts — capabilities that were previously impossible. Semi-solid casting (rheocasting) pushes quality even further by injecting aluminum in a partially solidified state, producing near-wrought-quality properties.
Simulation-Driven Design
Advances in casting simulation software allow engineers to predict fill patterns, porosity locations, thermal stress, and die life before a single part is cast. This virtual prototyping reduces tool iterations and speeds time-to-market.
FAQ
What is the most common aluminum alloy used for die casting automotive parts?
A380 (also known as ADC10) is the most widely used alloy due to its excellent combination of castability, mechanical strength, thermal conductivity, and cost. For structural EV components, AlSi10MnMg is gaining significant traction.
How does die casting differ from sand casting for automotive applications?
Die casting uses reusable steel dies and high injection pressure to produce parts with much tighter tolerances (±0.1 mm vs. ±0.5–1.0 mm), smoother surfaces, thinner walls, and faster cycle times. Sand casting is better suited for very large parts, low volumes, or prototyping.
What wall thickness is recommended for aluminum die-cast automotive parts?
A nominal wall thickness of 1.5–4.0 mm is typical. Walls thinner than 1.0 mm risk incomplete fill, while walls thicker than 5 mm increase cycle time, material usage, and the risk of internal porosity. Uniformity is more important than absolute thickness.
Are aluminum die castings strong enough for structural automotive components?
Yes. Vacuum HPDC and semi-solid casting processes, combined with heat-treatable alloys like AlSi10MnMg, produce castings with mechanical properties approaching those of wrought aluminum. These are used in crash-relevant structural components by major OEMs including Tesla, BMW, and Volvo.
How much does tooling cost for an automotive die casting project?
Die tooling typically ranges from $15,000 for small, simple parts to over $200,000 for large, multi-cavity dies with complex core actions. The tooling investment is amortized over the die's lifespan, which can exceed 1,000,000 shots for well-maintained tools.
What certifications should an automotive die casting supplier have?
Look for IATF 16949 (automotive quality management), ISO 9001 (quality management systems), and ISO 14001 (environmental management). OEM-specific approvals and PPAP documentation capability are also important.
Can aluminum die castings be used in EV battery housings?
Absolutely. Aluminum die-cast battery trays and enclosures provide the required structural integrity, thermal management, and EMI shielding for EV battery packs. This is one of the fastest-growing application segments in the die casting market.
How do I reduce the cost of my aluminum die casting project?
Focus on DFM early: simplify part geometry, minimize side-actions, maintain uniform wall thickness, consolidate multiple parts into single castings, and use simulation to optimize die design before manufacturing. Choosing a standard alloy like A380 also helps control material costs.
What is "giga-casting" and why does it matter?
Giga-casting refers to the use of extremely large die casting machines (6,000+ tons) to produce single-piece structural vehicle components that replace many smaller parts. It reduces part counts, assembly steps, and manufacturing cost, and it's a defining trend in EV production.
What's the typical lead time for automotive die casting tooling?
Tooling lead times generally range from 8 to 16 weeks depending on complexity, die size, and supplier capacity. First-article parts typically follow within 1–2 weeks after tool completion, with production ramp-up taking an additional 2–4 weeks.
Ready to Start Your Automotive Die Casting Project?
Whether you're developing a new powertrain component, engineering lightweight structural parts for an EV platform, or looking to consolidate your supply chain, the right die casting partner makes all the difference.
Start by defining your part requirements — alloy, tolerances, annual volume, and surface finish — and engage a qualified supplier early in the design phase. The investment in upfront DFM collaboration pays for itself many times over in production efficiency, part quality, and total cost.
Sources: Market data referenced from Mordor Intelligence, Grand View Research, Fortune Business Insights, and The Business Research Company (2024–2026 reports). Technical standards referenced from the North American Die Casting Association (NADCA).
Footnotes
1. Overview of general manufacturing and industrial production processes.
2. Official NHTSA details regarding Corporate Average Fuel Economy regulations.
3. Insight into temperature control mechanisms in modern die casting.
4. Breakdown of properties and elements found in aluminium alloys.
5. Comprehensive information on the design and function of electric vehicles.
6. Learn how CMMs verify part geometry with high precision.
7. Global quality management standards specifically for the automotive industry.
8. Step-by-step explanation of the precision investment casting method.
9. Environmental and economic benefits of recycling aluminum materials.


