Le choix entre l'usinage CNC et le moulage sous pression peut faire toute la différence en termes de budget, de délais et de qualité des pièces de votre projet. Ces deux procédés permettent de fabriquer des composants métalliques de précision, mais ils reposent sur des approches fondamentalement différentes.
L'usinage CNC permet de découper des pièces à partir de blocs de matériau massif. Le moulage sous pression consiste à injecter du métal en fusion dans des moules en acier réutilisables. Cette différence fondamentale se répercute sur chacune de vos décisions : structure des coûts, liberté de conception, choix des matériaux, tolérances réalisables et évolutivité de la production. 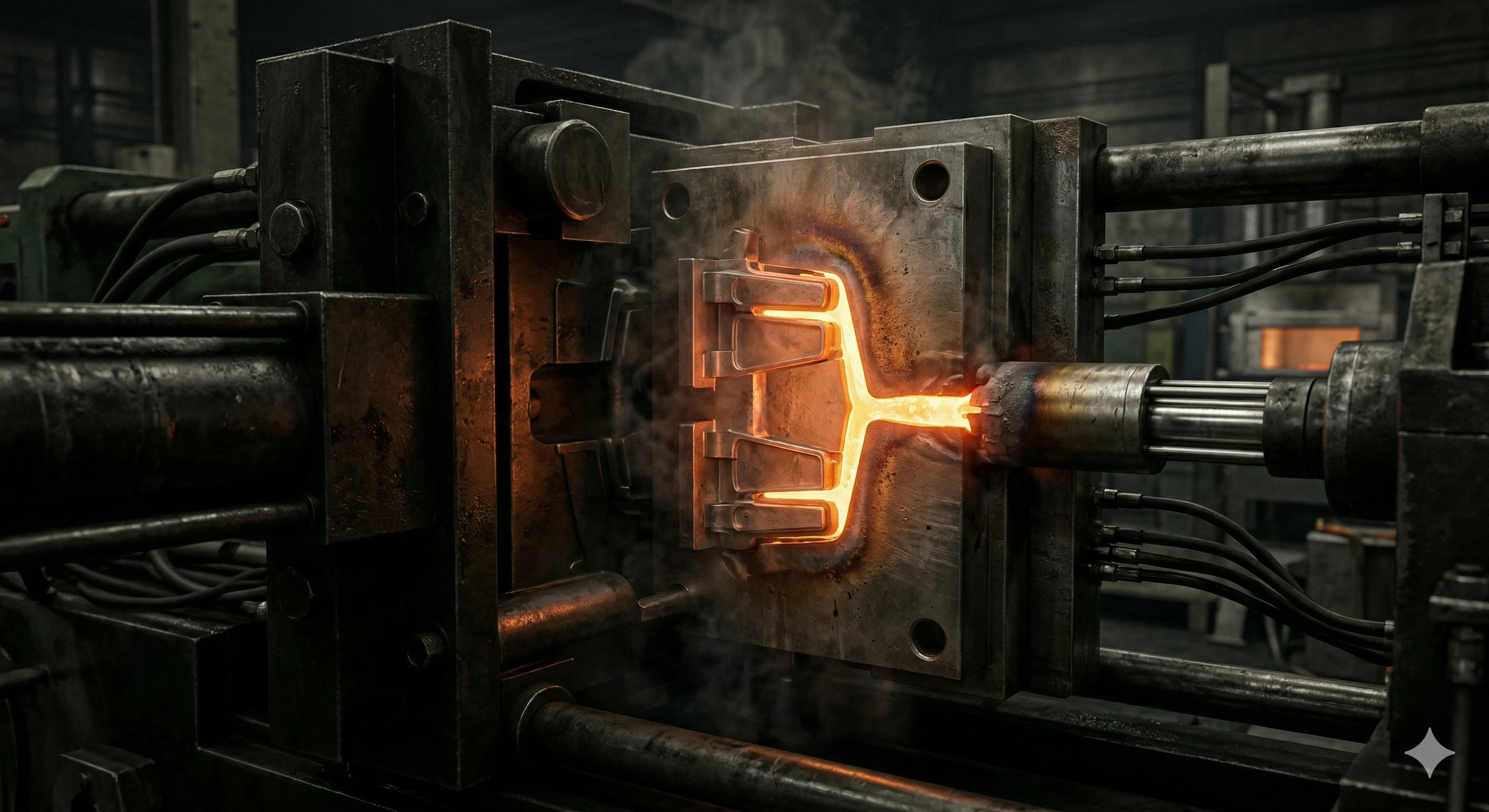
Ce guide vous fournit la comparaison technique détaillée dont vous avez besoin pour prendre une décision éclairée en matière de fabrication, que vous recherchiez un simple prototype ou que vous planifiiez une production de 500 000 unités.
Table des matières
Tableau comparatif de référence rapide
Avant d'entrer dans les détails, voici un aperçu général pour vous aider à vous repérer :
| Facteur | Usinage CNC (CNC加工) | Moulage sous pression (压铸) |
|---|---|---|
| Type de procédé | Soustractif (enlèvement de matière) | Formatif (injection de métal en fusion) |
| Volume idéal | 1 à 10 000 pièces | 10 000 à 1 000 000+ pièces |
| Tolérances types | ±0,005 mm (±0,0002 pouce) | ±0,1 mm (±0,004 pouce) |
| Coût initial d'outillage | 0 $ (aucun moule requis) | 5 000 $ à 100 000 $ ou plus par matrice |
| Coût unitaire (gros volumes) | Plus élevé | Nettement inférieur |
| Délai de livraison (premières pièces) | 1 à 5 jours | 6 à 16 semaines (fabrication des matrices comprise) |
| Finition de surface (à la sortie d'usine) | Ra 0,8–3,2 μm | Ra 1,6–6,3 μm |
| Gamme de matériaux | Presque tous les métaux, plastiques et composites | Principalement l'aluminium, le zinc et les alliages de magnésium |
| Plage de poids des pièces | De quelques grammes à plusieurs centaines de kg | De quelques grammes à environ 25 kg (en général) |
| Modifications de conception | Simple — mettre à jour le programme de FAO | Coûteux — modifier ou refaire la matrice |
Qu'est-ce que l'usinage CNC ?

L'usinage CNC (usinage à commande numérique, en chinois : 数控加工/CNC加工) est un procédé de fabrication par enlèvement de matière. A machine-outil à commande numérique enlève de la matière d'un bloc solide — appelé pièce à usiner ou billette — afin de créer la géométrie de la pièce finie.
Comment ça marche
Le processus commence par un modèle CAO en 3D, qui est converti en instructions machine (code G) à l'aide d'un logiciel de FAO. Un outil de coupe suit ensuite ces trajectoires programmées pour fraiser, tourner, percer ou aléser la pièce avec une extrême précision.
Les opérations CNC courantes comprennent le fraisage à 3 axes, le fraisage à 5 axes, le tournage CNC (travail au tour), le tournage de type suisse pour les petites pièces de précision, et usinage par électroérosion (EDM) pour les matériaux trempés.
Principaux atouts de l'usinage CNC
L'usinage CNC excelle dans le respect de tolérances serrées : il respecte couramment des tolérances de ±0,01 mm et peut atteindre ±0,005 mm avec des réglages de précision. Il permet de traiter pratiquement tous les matériaux usinables, de l'aluminium tendre et des plastiques aux aciers à outils trempés, en passant par le titane et l'Inconel.
Comme aucun investissement en outillage n'est nécessaire, la première pièce coûte exactement le même prix que la dixième. C'est pourquoi l'usinage CNC est le procédé de choix pour le prototypage, la production intermédiaire et les séries de petite à moyenne taille. Les itérations de conception sont rapides : il suffit de modifier le modèle CAO, de régénérer les parcours d'outils et d'usiner la nouvelle version.

Principales limites de l'usinage CNC
Comme l'usinage CNC est un procédé soustractif, le gaspillage de matière peut être considérable : parfois, 60 à 80 % de la pièce brute initiale se transforme en copeaux. Les géométries internes complexes (telles que les canaux internes ou les cavités fermées) sont difficiles, voire impossibles à réaliser sans configurations multiaxiales ou opérations secondaires.
Les coûts unitaires restent relativement stables quel que soit le volume, ce qui signifie que l'usinage CNC perd de sa compétitivité face au moulage sous pression dès que les quantités produites atteignent plusieurs dizaines de milliers d'unités.
Présentation des services d'usinage CNC
Qu'est-ce que le moulage sous pression ?
Le moulage sous pression (压铸 / 压力铸造) est un procédé de moulage sous haute pression . Le métal en fusion est injecté dans un moule en acier usiné avec précision (la « matrice ») à des pressions allant de 1 500 à plus de 25 000 PSI, puis refroidi rapidement pour se solidifier et prendre la forme souhaitée.
Comment ça marche
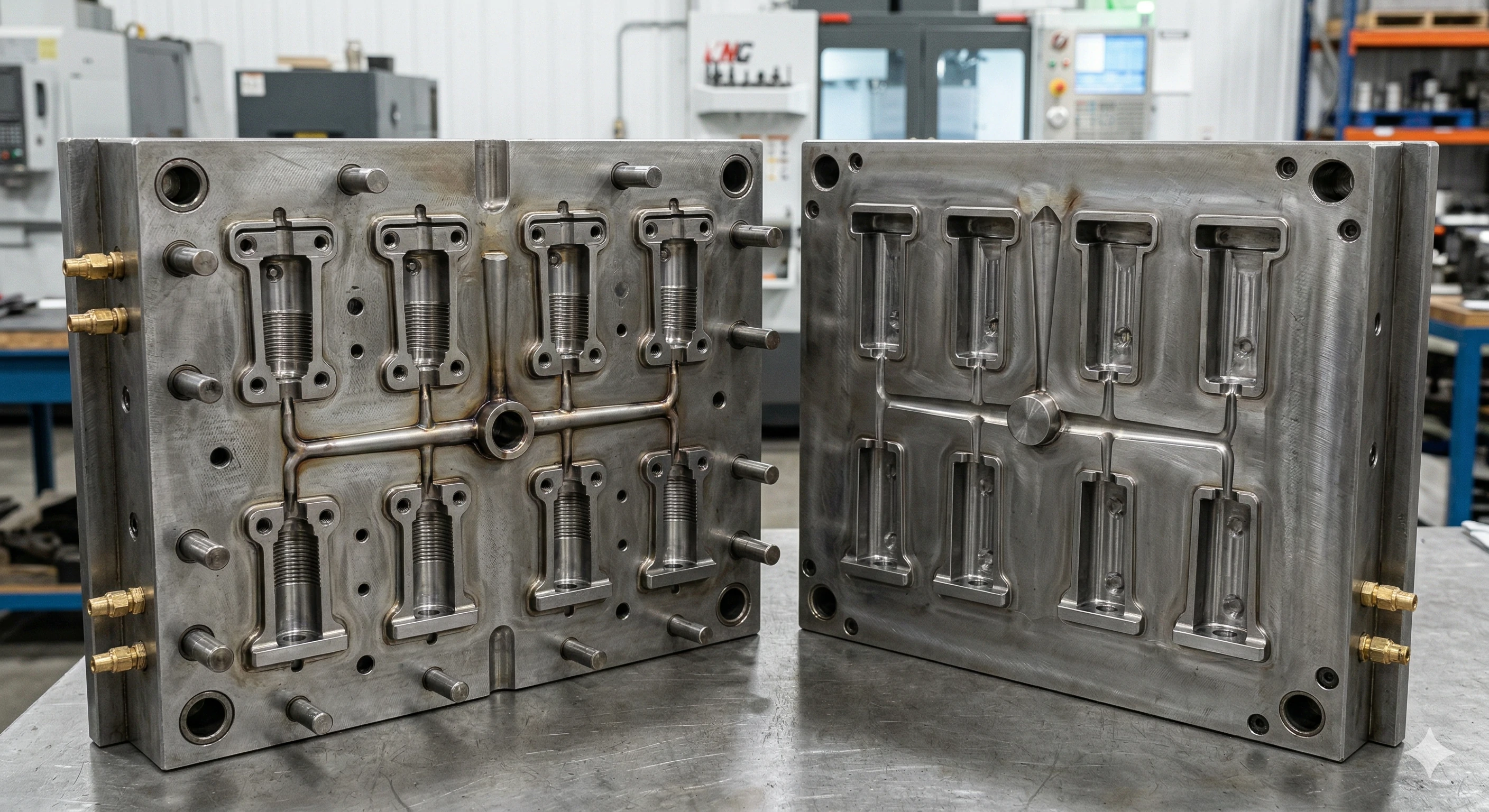
Un moule de moulage sous pression est généralement constitué de deux pièces en acier trempé : une « moitié fixe » et une « moitié mobile » (éjecteur). À chaque cycle, la machine serre ces deux moitiés l'une contre l'autre, injecte le métal en fusion par un système d'alimentation, permet une solidification rapide sous pression, puis ouvre le moule et éjecte la pièce finie.
Les deux principales variantes sont la moulage sous pression à chambre chaude (utilisé pour le zinc et le magnésium, où le mécanisme d'injection est immergé dans le métal en fusion) et le moulage sous pression à chambre froide (utilisé pour l'aluminium et les alliages de cuivre, où le métal est versé dans la chambre d'injection à chaque cycle).
Principaux atouts du moulage sous pression
Le moulage sous pression est conçu pour la production en série. Une fois le moule fabriqué, les temps de cycle individuels sont remarquablement courts — généralement entre 30 et 90 secondes par coulée, les moules à plusieurs cavités permettant de produire plusieurs pièces par cycle. Cela réduit considérablement les coûts unitaires à grande échelle.
Ce procédé permet de fabriquer des pièces de forme quasi-finale présentant une bonne stabilité dimensionnelle (la tolérance standard est de ±0,1 mm). Il permet de réaliser des parois minces (jusqu'à 0,5 mm pour le zinc et 1,0 mm pour l'aluminium), des géométries externes complexes et des éléments intégrés tels que des bossages, des nervures et des points de fixation, le tout en une seule opération.
Principales limites du moulage sous pression
L'investissement initial est considérable. Un moule de moulage sous pression d'aluminium à une cavité coûte généralement entre 10 000 et 50 000 dollars, et les outils complexes à plusieurs cavités peuvent dépasser les 100 000 dollars. Les délais de fabrication des moules varient entre 6 et 16 semaines.
Les choix de matériaux se limitent aux alliages présentant une bonne fluidité et des points de fusion relativement bas. L'acier, le titane et la plupart des alliages résistants aux hautes températures ne peuvent pas être moulés sous pression. Porosité — minuscules vides internes causés par de l'air emprisonné ou par le retrait —Il s'agit d'un problème inhérent susceptible d'affecter les propriétés mécaniques et l'étanchéité à la pression.
Face à face : 10 critères de comparaison essentiels
1. Précision dimensionnelle et tolérances
L'usinage CNC offre une précision supérieure. Les tolérances CNC standard de ±0,025 mm (±0,001 pouce) sont facilement atteignables, et les travaux de précision peuvent atteindre ±0,005 mm. Le moulage sous pression offre une tolérance de ±0,1 mm pour les caractéristiques courantes, avec des tolérances plus serrées possibles sur certaines dimensions spécifiques — mais à un coût plus élevé et avec un contrôle accru du processus.
Vainqueur : l'usinage CNC, et de loin.
2. Finition de surface
L'usinage CNC permet d'obtenir des surfaces allant de Ra 0,4 μm (finition miroir, avec polissage) à Ra 3,2 μm (finition usinée standard). Le moulage sous pression offre une rugosité de surface comprise entre 1,6 et 6,3 μm à l'état brut, ce qui est plus lisse que le moulage au sable mais plus rugueux que l'usinage de précision.
Surfaces moulées sous pression accepter le revêtement par poudrage , l'anodisation (pour l'aluminium), le placage et la peinture. Les surfaces usinées par CNC se prêtent à pratiquement tous les procédés de finition.
Vainqueur : l'usinage CNC pour les finitions de précision ; le moulage sous pression convient à la plupart des applications esthétiques.
3. Vitesse de production et débit
Pour une seule pièce, l'usinage CNC est plus rapide : vous pouvez obtenir une pièce usinée en quelques heures. Pour 50 000 pièces, le moulage sous pression est nettement plus rapide. Une fois le moule prêt, les temps de cycle de 30 à 90 secondes par pièce permettent de produire des milliers d'unités par jour. Une production CNC équivalente pourrait prendre des mois.
Lauréat : l'usinage CNC pour les prototypes et les petites séries ; le moulage sous pression pour la production en grande série.
4. Structure des coûts
C'est là que le choix devient intéressant. L'usinage CNC présente une courbe de coûts quasi linéaire : chaque pièce coûte à peu près le même prix, que l'on en fabrique une ou mille. Le moulage sous pression implique un coût fixe élevé (le moule), mais un coût marginal par pièce très faible.
Le seuil varie en fonction de la complexité et de la taille de la pièce, mais à titre indicatif :
-
Moins de 1 000 pièces : l'usinage CNC est presque toujours moins cher.
-
1 000 à 5 000 pièces : la décision dépend de la complexité des pièces et du coût des matrices.
-
Entre 5 000 et 10 000 pièces : le moulage sous pression commence à présenter des avantages évidents en termes de coûts.
-
Au-delà de 10 000 pièces : le moulage sous pression revient nettement moins cher à l'unité.
Vainqueur : Cela dépend entièrement du volume. Consultez l'analyse détaillée des coûts ci-dessous.
5. Choix des matériaux
L'usinage CNC permet de travailler avec des centaines de matériaux : alliages d'aluminium (6061, 7075, 2024), aciers inoxydables (303, 304, 316), aciers au carbone, aciers à outils, titane (Grade 2, Ti-6Al-4V), alliages de cuivre, laiton, Inconel, PEEK, Delrin, nylon, polycarbonate, et bien d'autres encore.
Le moulage sous pression est réservé aux alliages non ferreux présentant une bonne coulabilité : alliages d'aluminium (A380, A383, ADC12), alliages de zinc (Zamak 3, Zamak 5), alliages de magnésium (AZ91D) et certains alliages à base de cuivre.
Vainqueur : L'usinage CNC offre une bien plus grande polyvalence en matière de matériaux.
6. Complexité et géométrie des pièces
Le moulage sous pression permet de produire, en une seule coulée, des formes extérieures complexes, des parois minces, des bossages de fixation intégrés et des textures détaillées. Cependant, les contre-dépouilles nécessitent l'utilisation d'éléments d'extraction latéraux ou de glissières dans le moule, ce qui augmente les coûts.
L'usinage CNC permet de traiter des géométries externes et internes complexes, mais il est limité par l'accès des outils. Les poches profondes, les angles internes aigus (nécessitant un usinage par électroérosion) et les cavités fermées constituent des défis.
Solution gagnante : moulage sous pression pour les géométries externes complexes à parois minces ; usinage CNC pour les éléments internes complexes et les cavités profondes.
7. Propriétés mécaniques
Les pièces usinées par CNC conservent toutes les propriétés mécaniques du matériau d'origine, car la billette est généralement travaillée (laminée, extrudée ou forgée), ce qui garantit une qualité constante, structure à grain fin .
Les pièces moulées sous pression peuvent présenter des propriétés mécaniques inférieures en raison de la porosité, qui crée des vides internes. La résistance à la traction et la résistance à la fatigue de l'aluminium moulé sous pression sont généralement inférieures de 10 à 20 % à celles des alliages corroyés équivalents. Le moulage sous pression assisté par le vide réduit la porosité, mais ne la supprime pas entièrement.
Vainqueur : Usinage CNC pour les applications structurelles et critiques pour la sécurité.
8. Flexibilité dans les itérations de conception
La modification d'un modèle usiné par CNC n'entraîne aucun coût supplémentaire, hormis le temps nécessaire à la mise à jour de la programmation FAO. Vous pouvez effectuer des itérations quotidiennes tout au long du cycle de développement.
Modifier la conception d'une pièce moulée sous pression implique de modifier ou de retailler le moule, un processus qui coûte des milliers de dollars et prend plusieurs semaines. La conception doit être finalisée avant de lancer la fabrication du moule.
Vainqueur : l'usinage CNC, haut la main.
9. Gamme de tailles des pièces
L'usinage CNC permet de traiter des pièces allant des minuscules composants de montres (aux dimensions inférieures < 1 mm) aux grandes pièces structurelles destinées à l'aérospatiale (de plusieurs mètres). Le moulage sous pression produit généralement des pièces pesant de quelques grammes à environ 25 kg, bien que les grandes pièces moulées structurelles (comme les bacs de batterie pour véhicules électriques) puissent dépasser ce poids grâce à des équipements spécialisés de moulage à très grande échelle.
Vainqueur : usinage CNC pour les pièces de très petite et de très grande taille ; moulage sous pression pour les pièces de taille moyenne.
10. Exigences en matière de post-traitement
Les pièces usinées par CNC nécessitent souvent un ébavurage, une finition de surface (anodisation, placage, peinture) et parfois un traitement thermique. La précision dimensionnelle est toutefois obtenue directement sur la machine.
Les pièces moulées sous pression nécessitent l'élimination des bavures et des résidus de point d'injection, et peuvent nécessiter un usinage CNC secondaire sur les surfaces critiques, les alésages et les filetages. De nombreuses pièces moulées sous pression suivent un processus de « moulage et usinage ».
Réponse : Cela dépend de l'application — aucune des deux options ne présente d'avantage universel évident.
Analyse des coûts : où se situe le seuil de rentabilité
Il est essentiel de bien comprendre le seuil de rentabilité pour prendre une décision éclairée en matière d'approvisionnement. Analysons cela à l'aide d'un exemple représentatif.
Exemple : boîtier électronique en aluminium (150 × 100 × 30 mm)
Coûts de l'usinage CNC :
-
Matériau (barre d'aluminium 6061-T6) : environ 3 à 5 $ par pièce
-
Coût de l'utilisation de la machine (45 min à 75 $/h) : environ 56 $ par pièce
-
Mise en place et programmation (coûts amortis) : environ 2 à 5 $ par pièce
-
Finition (anodisation) : environ 3 à 5 $ par pièce
-
Prix total par unité : environ 65 à 70 $
Coûts de moulage sous pression :
-
Fabrication des matrices : environ 25 000 $ (coût unique)
-
Matériau (aluminium A380) : environ 0,80 à 1,50 $ par pièce
-
Coût du cycle de moulage : environ 0,50 à 1,00 $ par pièce
-
Découpe et usinage secondaire : environ 2 à 4 $ par pièce
-
Finition : environ 2 à 4 $ par pièce
-
Coût total par unité pour 1 000 pièces : environ 30 $ + amortissement du moule = environ 55 $
-
Coût total par unité pour une commande de 10 000 pièces : environ 8 à 10 $
-
Coût total par unité pour 100 000 pièces : environ 5 à 7 $
Dans cet exemple, le seuil de rentabilité se situe entre 500 et 1 500 unités, selon la complexité de la pièce. Au-delà de 5 000 unités, le moulage sous pression permet de réaliser une économie d'environ 85 % par pièce.

Les coûts cachés à prendre en compte
N'oubliez pas ces facteurs de coût souvent négligés lorsque vous comparez les deux processus :
-
Entretien et réparation des matrices : Les moules s'usent avec le temps. Prévoyez chaque année un budget correspondant à 5 à 10 % du coût initial du moule pour son entretien. Un moule de moulage sous pression d'aluminium bien entretenu a une durée de vie de 80 000 à 150 000 cycles.
-
Taux de rebut : Les taux de rebut liés au moulage sous pression se situent généralement entre 3 et 8 % en phase de production régulière. Les taux de rebut liés à l'usinage CNC sont plus faibles (1 à 3 %), mais le gaspillage de matière dû à l'enlèvement de copeaux est plus important.
-
Coûts de stockage : les lots économiques en moulage sous pression sont plus importants, ce qui entraîne des coûts de stockage plus élevés.
-
Contrôle qualité : les pièces moulées sous pression peuvent nécessiter Contrôle par rayons X ou tomodensitométrie pour la porosité dans les applications critiques, ce qui entraîne un surcoût de 5 à 20 dollars par pièce.
Comparaison de la compatibilité des matériaux
Matériaux utilisés en usinage CNC (liste non exhaustive)
Alliages d'aluminium : 6061-T6 (usage général), 7075-T6 (aéronautique, haute résistance), 2024-T3 (aéronautique), 5052 (maritime), MIC-6 (tôle de précision).
Aciers : acier au carbone 1018/1045, acier allié 4140, acier inoxydable 303/304/316, acier inoxydable 17-4 PH, acier à outils A2/D2/S7.
Métaux spéciaux : titane de grade 2 et de grade 5 (Ti-6Al-4V), Inconel 625/718, Hastelloy, Monel, Kovar.
Plastiques et composites : PEEK, Ultem, Delrin (POM), nylon 6/6, polycarbonate, PTFE, G-10/FR-4, composites en fibre de carbone.
Matériaux pour le moulage sous pression
Alliages d'aluminium (les plus courants) : A380 (le plus répandu — bonne fluidité, étanchéité à la pression et propriétés mécaniques), A383/ADC12 (meilleur remplissage du moule pour les pièces complexes), A360 (résistance supérieure à la corrosion), A413 (excellente étanchéité à la pression pour les composants hydrauliques).
Alliages de zinc : Zamak 3 (usage général, excellente coulabilité), Zamak 5 (résistance accrue), ZA-8 (teneur en aluminium plus élevée pour de meilleures propriétés mécaniques).
Alliages de magnésium : AZ91D (meilleur compromis entre propriétés mécaniques et coulabilité), AM60B (meilleure ductilité pour les composants de sécurité automobile).
Propriétés des matériaux : forgés vs moulés
On se demande souvent si l'aluminium moulé sous pression de l'A380 offre les mêmes performances que l'aluminium usiné 6061-T6. La réponse est non : les alliages corroyés surpassent généralement les alliages moulés en termes de résistance à la traction, de limite d'élasticité, d'allongement et de résistance à la fatigue.
| Matériau | 6061-T6 (forgeage/usinage CNC) | A380 (moulage sous pression) |
|---|---|---|
| Résistance à la traction | 310 MPa (45 ksi) | 317 MPa (46 ksi) |
| Limite d'élasticité | 276 MPa (40 ksi) | 159 MPa (23 ksi) |
| Allongement à la rupture | 12–17 % | 3,5 % |
| Résistance à la fatigue | 97 MPa (14 ksi) | ~140 MPa (20 ksi)* |
| Conductivité thermique | 167 W/m·K | 96 W/m·K |
*Les valeurs de fatigue des pièces moulées sous pression varient considérablement en fonction du degré de porosité.
Conclusion principale : bien que l'A380 moulé sous pression présente une résistance à la traction maximale comparable, sa limite d'élasticité et son allongement sont nettement inférieurs. Pour les pièces soumises à des charges cycliques ou à des chocs, les alliages corroyés usinés par commande numérique constituent le choix le plus sûr.
Base de données sur les propriétés des matériaux d'ASM International
Considérations relatives à la conception pour chaque processus
Conception pour l'usinage CNC
Suivez ces recommandations pour optimiser vos pièces en vue de leur usinage CNC :
Rayons des angles intérieurs : Prévoir toujours des rayons d'angle interne égaux ou supérieurs au rayon de l'outil (généralement ≥ 1 mm). Les angles internes à 90° très marqués nécessitent un usinage par électroérosion, ce qui augmente les coûts et les délais de fabrication.
Épaisseur de paroi : l'épaisseur minimale pratique est d'environ 0,5 mm pour l'aluminium et de 0,8 mm pour l'acier ; toutefois, les parois plus épaisses (≥ 1,5 mm) offrent une usinabilité plus stable et sont moins coûteuses.
Profondeur du trou : La profondeur standard des trous ne doit pas dépasser 6 fois le diamètre du foret. Les trous plus profonds nécessitent un outillage spécial (forets canons) et entraînent des coûts supplémentaires.
Contre-dépouilles et éléments internes : Évitez autant que possible les contre-dépouilles internes. Si elles s'avèrent nécessaires, elles nécessitent un outillage spécial, un usinage multiaxial ou de l'électroérosion, autant de facteurs qui augmentent les coûts.
Réglages et dispositifs de fixation : Concevez les pièces de manière à réduire au minimum le nombre de positions de montage (orientations dans lesquelles la pièce doit être fixée). Chaque position supplémentaire augmente les coûts et entraîne une erreur de positionnement entre les éléments.
Conception pour le moulage sous pression
La conception des pièces moulées sous pression obéit à des règles différentes :
Angles de tirage : Prévoyez un angle de dépouille de 1 à 3° sur toutes les surfaces parallèles au sens d'ouverture du moule. Sans dépouille suffisante, les pièces restent collées dans le moule et subissent des dommages superficiels lors de l'éjection.
Épaisseur de paroi uniforme : Veillez à ce que l'épaisseur des parois soit aussi uniforme que possible (généralement entre 1,5 et 4,0 mm pour l'aluminium). De fortes variations d'épaisseur de paroi créent des points chauds, ce qui entraîne une porosité de retrait et des marques d'affaissement.
Rayons de congé : Prévoyez des congés généreux (≥ 0,5 mm) à tous les angles internes et à toutes les intersections. Les angles vifs concentrent les contraintes et entravent l'écoulement du métal.
Emplacement de la ligne de joint : Prévoyez l'emplacement de la jonction entre les deux moitiés du moule (la ligne de joint) et concevez votre pièce en conséquence. Des bavures se formeront le long de cette ligne et devront être éliminées.
Emplacements des goupilles d'éjection : Prévoyez des marques laissées par les broches d'éjection sur les surfaces non esthétiques. Ces petites marques circulaires sont inévitables dans le moulage sous pression.
Évitez les poches profondes et étroites : Les noyaux moulés sous pression qui forment des cavités profondes doivent résister à la pression d'injection. Un rapport profondeur/largeur supérieur à 4:1 peut entraîner une déformation ou une rupture du noyau.
L'approche hybride : moulage sous pression + usinage secondaire CNC

Voici un aspect que la plupart des articles comparatifs négligent : de nombreuses pièces de série utilisent à la fois procédés. Le flux de travail hybride « moulage + usinage » est extrêmement courant et offre souvent le meilleur des deux mondes.
Comment ça marche
La géométrie de base est réalisée par moulage sous pression à grande vitesse et à faible coût unitaire. Ensuite, les éléments critiques — alésages de précision, trous filetés, surfaces d'étanchéité, surfaces de montage à tolérances serrées — sont usinés par commande numérique lors d'une opération secondaire.
Pourquoi c'est important
Une seule pièce moulée sous pression peut remplacer un ensemble de 5 à 10 composants usinés individuellement, ce qui réduit considérablement la main-d'œuvre nécessaire à l'assemblage et élimine les défaillances liées aux joints. L'usinage CNC secondaire n'ajoute que quelques dollars par pièce tout en garantissant la précision requise pour ces caractéristiques critiques.

Exemple concret
Prenons l'exemple d'un carter de boîte de vitesses automobile. Le moulage sous pression permet de réaliser d'un seul coup la géométrie externe complexe (ergots de fixation, ailettes, nervures et passages de fluide). L'usinage CNC permet ensuite de finir les alésages des roulements avec une précision de ±0,01 mm, de rectifier les surfaces d'appui des joints à une rugosité de Ra 0,8 μm et de tarauder les trous de boulons.
Cette approche hybride permet de réduire le coût total de la pièce de 40 à 60 % par rapport à l'usinage de l'ensemble du boîtier à partir d'une barre, tout en garantissant une précision optimale là où cela compte.
services d'usinage secondaire pour pièces moulées
Usinage CNC, moulage sous pression et moulage par injection
Étant donné que la question « Usinage CNC ou moulage par injection ? » est étroitement liée, voici une comparaison des trois procédés :
| Facteur | Usinage CNC | Moulage sous pression | Moulage par injection (注塑成型) |
|---|---|---|---|
| Matériaux de base | Métaux, plastiques, composites | Métaux non ferreux | Thermoplastiques, certains thermodurcissables |
| Coût d'outillage | Aucun | 5 000 $ – 100 000 $+ | 3 000 $ – 100 000 $+ |
| Volume idéal | 1–10 000 | 10 000–1 million+ | 5 000–1 million+ |
| Tolérance type | ±0,01 mm | ±0,1 mm | ±0,05 mm |
| Durée du cycle | De quelques minutes à plusieurs heures | 30 à 90 secondes | 15 à 60 secondes |
| Résistance des pièces | Très élevée (métal forgé) | Élevée (métal moulé) | Faible (plastique) |
| Réduction du poids | Limité par le matériau | Possibilité de parois minces | Option la plus légère |
Quand le moulage par injection l'emporte sur les deux : si votre pièce ne nécessite ni la résistance mécanique ni la conductivité thermique du métal, le moulage par injection offre le coût unitaire le plus bas pour les grandes séries, avec des temps de cycle encore plus courts que ceux du moulage sous pression.
Quand privilégier le moulage sous pression au moulage par injection : si vous avez besoin des propriétés mécaniques, de la conductivité thermique ou du blindage EMI du métal, le moulage sous pression est la solution idéale pour la production en série.
Applications industrielles et exemples concrets
Automobile
Le moulage sous pression domine la production de composants automobiles à grand volume : blocs-moteurs, carters de boîte de vitesses, nœuds structurels et boîtiers de batterie pour véhicules électriques. La technique de moulage à grande échelle « Giga Press » de Tesla utilise d'énormes machines de moulage sous pression pour produire des soubassements arrière monoblocs, remplaçant ainsi plus de 70 pièces embouties et soudées.
L'usinage CNC permet de fabriquer des pièces spécialisées en petites séries : supports sur mesure, pièces de moteurs de course, pièces de rechange et pièces de validation de prototypes avant de passer à la fabrication d'outils de moulage.
Aérospatiale
L'usinage CNC est le procédé principal utilisé pour la fabrication des composants structurels dans le secteur aérospatial. Les certifications strictes des matériaux (aluminium corroyé 7075-T6, titane Ti-6Al-4V) et les tolérances très serrées imposées par les spécifications aérospatiales font de l'usinage CNC le choix par défaut. Un rapport « buy-to-fly » (rapport entre le poids de la billette et celui de la pièce finie) typique de 10:1 ou plus est courant dans le secteur aérospatial.
Le moulage sous pression est peu utilisé dans le secteur aérospatial ; il sert principalement à la fabrication de boîtiers non structurels, de coffrets avioniques et de composants d'intérieur de cabine, lorsque la réduction du poids et les volumes de production justifient le recours à ce procédé.
Électronique grand public
Les boîtiers en magnésium et en aluminium moulés sous pression sont largement utilisés dans les ordinateurs portables, les appareils photo et les smartphones, car ils allient rigidité et finesse des parois, Blindage contre les interférences électromagnétiques , et l'esthétique.
L'aluminium usiné par commande numérique est le choix haut de gamme : les boîtiers « unibody » emblématiques des MacBook d'Apple sont usinés à partir de lingots d'aluminium massifs. Ce procédé offre une qualité de surface et des tolérances inégalées, mais à un coût unitaire que seuls les produits haut de gamme peuvent supporter.
Dispositifsmédicaux
L'usinage CNC occupe une place prépondérante dans le secteur des dispositifs médicaux en raison de la nécessité de matériaux biocompatibles (acier inoxydable 316L, titane, PEEK), tolérances extrêmement strictes et traçabilité totale. Les instruments chirurgicaux, les composants d'implants et les boîtiers d'appareils de diagnostic sont généralement usinés par commande numérique.
Le moulage sous pression est utilisé pour la fabrication en grande série de composants médicaux pour lesquels les exigences en matière de matériaux sont moins strictes, tels que les boîtiers d'appareils et les pièces structurelles non implantables.
Développement durable et impact environnemental
Les considérations environnementales jouent un rôle de plus en plus important dans les décisions relatives à la fabrication. Voici une comparaison entre les deux procédés :
Consommation d'énergie
Le moulage sous pression nécessite la fusion du métal (à 660 °C pour l'aluminium), ce qui est très gourmand en énergie. Cependant, la très grande rapidité des cycles permet de réduire la consommation d'énergie par pièce est relativement faible à des volumes élevés. L'usinage CNC consomme moins d'énergie de pointe par cycle, mais nécessite des temps d'usinage plus longs par pièce.
Gaspillage de matériaux
L'usinage CNC génère entre 50 et 80 % de déchets (copeaux). La bonne nouvelle, c'est que les copeaux d'aluminium et d'acier sont facilement recyclables, et que la plupart des ateliers d'usinage revendent leurs déchets de copeaux.
Le moulage sous pression génère entre 3 et 8 % de rebuts, auxquels s'ajoutent les matériaux des canaux d'alimentation et des canaux de coulée, qui sont refondus et réutilisés au sein de la fonderie. Le taux d'utilisation net des matériaux est nettement supérieur à celui de l'usinage CNC.
Encombrement total
Pour la production en grande série, le moulage sous pression présente généralement une empreinte environnementale par pièce plus faible grâce à une meilleure utilisation des matériaux et à des temps de cycle plus courts. Pour la production en petite série, l'usinage CNC permet d'éviter le coût environnemental lié à la fabrication des moules (un processus qui nécessite en soi beaucoup d'énergie et de matériaux).
Cadre décisionnel : comment choisir
Utilisez ce cadre méthodologique pour déterminer la démarche la mieux adaptée à votre projet :
Étape 1 : Définissez votre volume de production
-
1 à 500 pièces → Usinage CNC (très probablement)
-
500 à 5 000 pièces → Usinage CNC probable, mais demandez des devis pour les deux options
-
5 000 à 10 000 pièces → Le moulage sous pression est probablement plus avantageux en termes de coût ; à vérifier par une analyse de rentabilité
-
Plus de 10 000 pièces → Moulage sous pression (dans la plupart des cas)
Étape 2 : Évaluez vos besoins en matériaux
-
Vous avez besoin d'acier, de titane ou d'alliages spéciaux ? → Usinage CNC
-
Vous avez besoin de plastiques ou de composites ? → Usinage CNC (ou moulage par injection)
-
De l'aluminium, du zinc ou du magnésium en grande quantité ? → Moulage sous pression
Étape 3 : Évaluer les exigences en matière de tolérance et de qualité
-
Des tolérances inférieures à ±0,05 mm sur la plupart des caractéristiques ? → Usinage CNC
-
Les tolérances standard sont-elles acceptables (±0,1 mm) ? → Le moulage sous pression est une solution viable
-
Un mélange de tolérances serrées et standard ? → Hybride (moulage sous pression + usinage CNC secondaire)
Étape 4 : Déterminez votre calendrier
-
Vous avez besoin de pièces en quelques jours ? → Usinage CNC
-
Pouvez-vous patienter entre 8 et 16 semaines pour la fabrication des outils ? → Moulage sous pression (si le volume le justifie)
Étape 5 : Tenir compte du degré de maturité de la conception
-
Le design est-il toujours en cours d'évolution ? → Usinage CNC pour plus de flexibilité
-
La conception est-elle finalisée et validée ? → Le moulage sous pression pour l'optimisation des coûts
Si vous avez répondu « moulage sous pression » pour la plupart des étapes, passez à la conception du moule. Si vos réponses sont variées, l'approche hybride offre souvent le meilleur résultat.
Glossaire : termes clés en anglais et en chinois
Pour les lecteurs qui effectuent des recherches à la fois en anglais et en chinois, voici les termes essentiels :
| Terme anglais | Chinois (中文) | Pinyin |
|---|---|---|
| Usinage CNC | Usinage CNC / Usinage CNC | shù kòng jiā gōng |
| Moulage sous pression | 压铸 | yā zhù |
| Machine de moulage sous pression | 压铸机 | yā zhù jī |
| Moulage par injection | 注塑成型 | zhù sù chéng xíng |
| Moule | 模具 | mú jù |
| Tolérance | 公差 | gōng chā |
| Finition de surface | 表面光洁度 | biǎo miàn guāng jié dù |
| Alliage d'aluminium | 铝合金 | lǚ hé jīn |
| Porosité | 气孔 / 缩孔 | qì kǒng / suō kǒng |
| Angle de dépouille | 拔模斜度 | bá mó xié dù |
Foire aux questions
L'usinage CNC est-il plus coûteux que le moulage sous pression ?
Tout dépend de la quantité. L'usinage CNC présente un coût de mise en route moins élevé, mais un coût unitaire plus important. Pour des quantités comprises entre 1 000 et 5 000 pièces environ, l'usinage CNC est généralement plus économique. Au-delà de ce seuil, c'est généralement le faible coût unitaire du moulage sous pression qui l'emporte.
Les pièces moulées sous pression peuvent-elles offrir la même précision que les pièces usinées par commande numérique ?
Pas sans usinage secondaire. Les tolérances standard en moulage sous pression (±0,1 mm) sont environ dix fois plus larges que les tolérances standard en usinage CNC (±0,01 mm). Cependant, les caractéristiques critiques des pièces moulées sous pression peuvent être usinées par CNC lors d'une opération secondaire afin d'obtenir des tolérances serrées là où cela est nécessaire.
Quels matériaux peuvent être moulés sous pression mais pas usinés par CNC (et inversement) ?
Pratiquement tous les alliages moulables sous pression peuvent également être usinés par commande numérique. Cependant, de nombreux matériaux usinables par commande numérique — notamment les aciers, le titane, les alliages de nickel et les plastiques — ne peuvent pas être moulés sous pression en raison de leur point de fusion élevé ou de leur faible moulabilité.
En quoi la porosité influe-t-elle sur la qualité des pièces moulées sous pression ?
La porosité (minuscules vides internes dus au gaz emprisonné ou au retrait de solidification) peut réduire la résistance mécanique de 10 à 20 %, compromettre l'étanchéité à la pression dans les applications de transfert de fluides et entraîner des imperfections esthétiques après la finition de surface. Le moulage sous vide et une conception optimisée des canaux d'alimentation peuvent réduire considérablement la porosité, sans toutefois l'éliminer complètement.
Quand dois-je recourir à l'approche hybride (moulage sous pression + usinage CNC) ?
Optez pour l'approche hybride lorsque vous avez besoin d'un volume de production élevé (le moulage sous pression étant privilégié pour les pièces de grande taille) mais que vous devez également respecter des tolérances strictes, réaliser des éléments filetés ou obtenir des surfaces de précision sur des zones spécifiques. Cette combinaison est courante dans les secteurs de l'automobile, de l'industrie et de l'électronique.
Quelle est la durée de vie d'un moule de moulage sous pression ?
La durée de vie des moules dépend du matériau moulé et de l'entretien des moules. Les moules pour le moulage sous pression d'aluminium ont généralement une durée de vie comprise entre 80 000 et 150 000 cycles. Les moules pour le zinc peuvent dépasser les 500 000 cycles. Le magnésium se situe entre les deux. Un entretien régulier et une bonne gestion thermique prolongent considérablement la durée de vie des moules.
Comment dit-on « usinage CNC » en chinois (CNC machining 是什么) ?
L'usinage CNC (CNC加工 / 数控加工) est un procédé de fabrication soustractif commandé par ordinateur. Une machine-outil programmable enlève avec précision de la matière d'un bloc solide afin de produire des pièces finies. Ce procédé est largement utilisé pour la fabrication de composants de précision dans les secteurs de l'aérospatiale, de l'automobile, du médical et de l'électronique.
L'impression 3D peut-elle remplacer l'usinage CNC ou le moulage sous pression ?
Elle ne convient pas encore à la plupart des applications de production. L'impression 3D métallique (DMLS/SLM) est idéale pour les géométries complexes et les petites séries, mais le coût unitaire reste 5 à 20 fois plus élevé que celui de l'usinage CNC, et la finition de surface ainsi que la régularité mécanique sont encore inférieures. L'impression 3D est particulièrement adaptée au prototypage, aux structures à topologie optimisée et aux pièces impossibles à produire par d'autres méthodes.
Conclusion
L'usinage CNC et le moulage sous pression sont des procédés de fabrication complémentaires, et non de simples concurrents. L'usinage CNC excelle en matière de précision, de polyvalence des matériaux et de rapidité d'itération de la conception, ce qui en fait le choix idéal pour le prototypage, la production en petites séries et les pièces nécessitant des tolérances strictes ou des matériaux spéciaux.
Le moulage sous pression offre une rentabilité inégalée à grande échelle, permettant de produire en quelques secondes des pièces complexes de forme quasi-finale, ce qui en fait la technique de production incontournable pour les secteurs de l'automobile, de l'électronique grand public et des applications industrielles.
Les fabricants les plus avisés ne se demandent pas « quel procédé est le meilleur ? », mais « quel procédé est le mieux adapté à cette pièce, pour ce volume, avec ces « Quelles sont les exigences ? » Souvent, la réponse englobe les deux.
Votre prochaine étape : Définissez votre volume de production, vos besoins en matériaux et vos exigences en matière de tolérances. Demandez ensuite des devis à des fournisseurs spécialisés dans l'usinage CNC et le moulage sous pression afin de comparer les tarifs réels pour votre géométrie spécifique. Ces données vous permettront de prendre une décision en toute clarté.
Obtenez un devis gratuit pour la fabrication
Dernière mise à jour : avril 2026. Les données et les estimations de coûts correspondent à des fourchettes représentatives du secteur et peuvent varier en fonction de la région, du fournisseur et des caractéristiques spécifiques des pièces.
Notes de bas de page
1. Présente les principes fondamentaux des machines-outils et leurs applications dans le domaine de la fabrication.
2. Guide pour comprendre la programmation en G-code dans les opérations de fabrication CNC.
3. Présentation du procédé d'électroérosion utilisé pour la découpe des métaux durs.
4. Informations détaillées sur la fabrication par moulage sous pression et le processus d'injection.
5. Découvrez les défauts courants liés à la coulée des métaux, notamment le retrait et la porosité.
6. Informations sur le procédé d'application industrielle de revêtements en poudre.
7. Explique les structures cristallines internes et leur incidence sur la résistance des métaux.
8. Comment la tomodensitométrie est utilisée pour les essais industriels non destructifs.
9. Informations détaillées sur les techniques de blindage électromagnétique utilisées pour les boîtiers électroniques.