Pourquoi le « revêtement protecteur » est-il essentiel pour les pièces moulées ?
Les pièces moulées, qui sont au cœur de la fabrication industrielle, sont souvent confrontées à la corrosion, à l'usure, à l'oxydation à haute température et à d'autres problèmes. Le revêtement par poudre est comme une « armure invisible » pour les pièces moulées - par le principe de l'adsorption électrostatique de la poudre couvrant uniformément la surface, après durcissement à haute température pour former une couche protectrice dense, à la fois anti-corrosion, résistante à l'usure, belle, à trois fonctions.
Cas analogue : comme la pellicule d'un téléphone portable, le revêtement en poudre protège le moulage avec une précision de l'ordre du micron, de sorte que sa durée de vie dans des conditions de travail difficiles est multipliée par 3 à 5.

Technologie du revêtement par poudre : Principes et avantages
1. le revêtement par poudre par rapport à la peinture traditionnelle par pulvérisation
Protection de l'environnement : pas de volatilisation de solvant, émission de COV proche de zéro, conforme à la tendance de la fabrication écologique.
Efficacité : taux de récupération des poudres jusqu'à 95 %, réduction des coûts de 30 %.
Performance : Épaisseur de revêtement uniforme (50-100μm), résistance aux chocs augmentée de plus de 40 %.
2.Classification des processus de base
Pulvérisation à froid : opération à température ambiante, reposant sur l'adsorption physique, adaptée aux petites pièces de précision.
Pulvérisation thermique : poudre fondue à haute température, adhérence plus forte, convient aux pièces lourdes.
Le processus de revêtement par poudre révèle l'ensemble du processus

1. prétraitement : "Nettoyage en profondeur des pièces de fonderie
Étapes : dégraissage (pistolet à eau haute pression + ultrasons) → décapage (pour éliminer la couche d'oxyde) → phosphatation (pour renforcer l'adhérence).
Point faible de l'industrie : si le prétraitement n'est pas approfondi (par exemple, un simple traitement par dessin), l'adhérence diminue de plus de 50 %, ce qui entraîne facilement l'écaillage du revêtement.

2. la pulvérisation électrostatique : la combinaison de la technologie et de l'art
Équipement : Pistolet de pulvérisation électrostatique (tension 60-90kV) avec contrôle automatique pour assurer une adsorption uniforme de la poudre.
Conception innovante : pour les pièces moulées larges en plusieurs parties, les pistolets de pulvérisation bidirectionnels supérieur et inférieur sont adoptés pour résoudre le problème du revêtement en poudre dans un espace étroit.

3. le durcissement à haute température : la « finalisation ultime » du revêtement.
Paramètres : Cuire à 160-210℃ pendant 20-30 minutes pour former une structure polymère réticulée.
Cas de défaillance : en raison d'un écart de 10 ℃ de la température de durcissement, entraînant une baisse soudaine de la résistance au brouillard salin du revêtement, les coûts de réfection s'élèvent à plus de 200 000 yuans.
Nous suivons un processus strict de contrôle de la qualité
Vérification des propriétés de l'adhésif
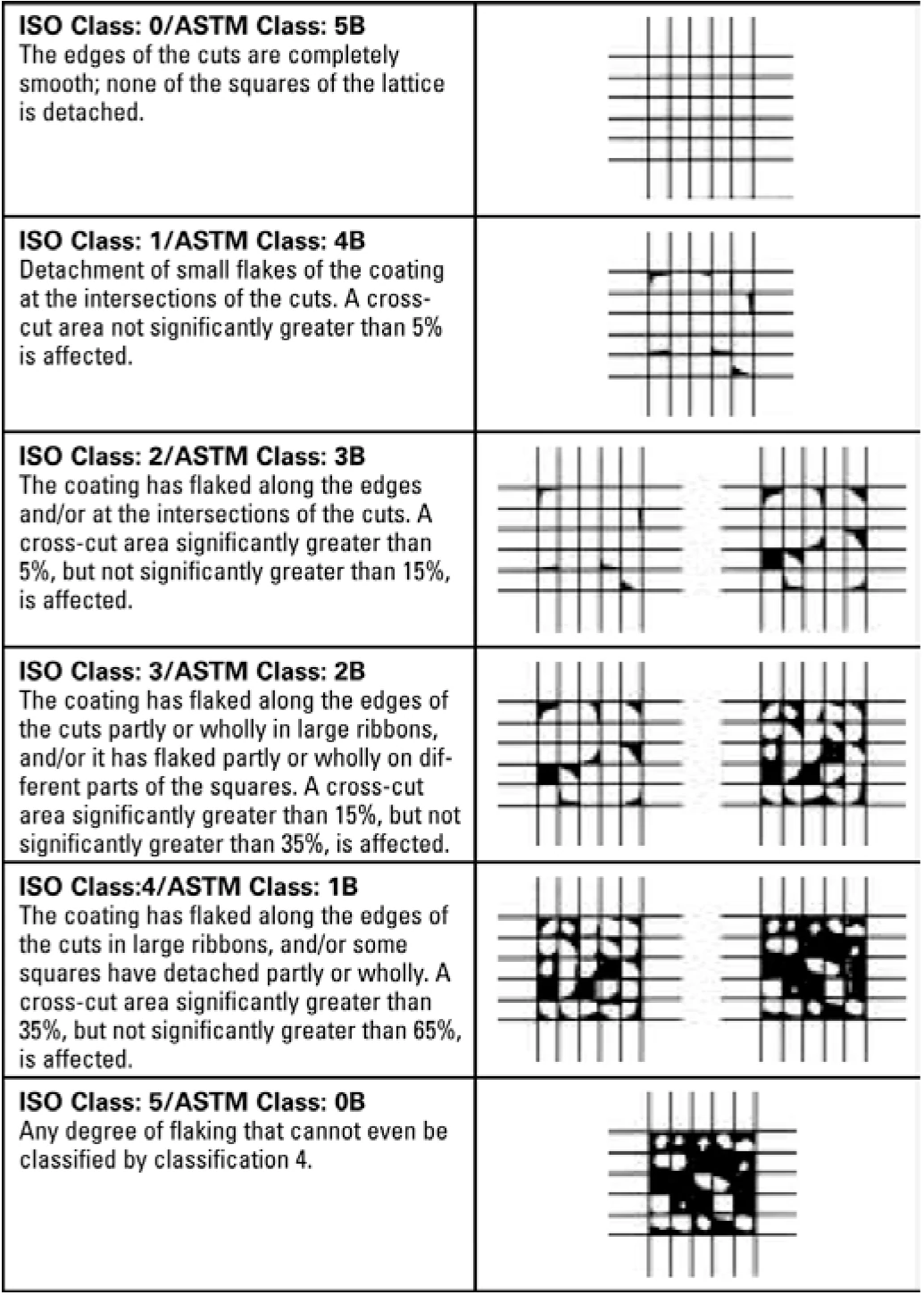
Essai de coupe transversale (conformément à la norme ASTM D3359)
Technique de découpe de la grille : Un outil de précision est utilisé pour découper une grille orthogonale de 1 mm x 1 mm (0,04 in.) sur la surface revêtue afin de simuler la distribution des contraintes de surface dans l'utilisation quotidienne.
Vérification de la résistance au pelage : Les bandes de test standard 3M™ (désignation ASTM) sont rapidement décollées à 90 degrés et la surface décollée est calculée par microscopie.
Processus d'inspection de la qualité des produits de pulvérisation noire d'Aleader Machinery Manufacturing Co.
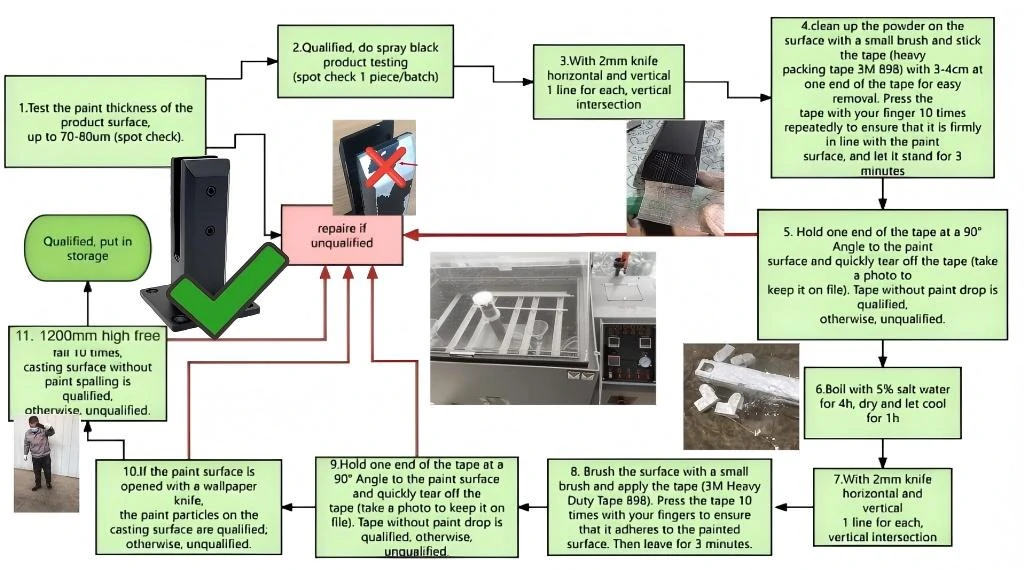
Afin de garantir la stabilité et la fiabilité de la qualité de la peinture du produit de pulvérisation noire, le processus couvre l'opération de production, l'inspection de la qualité et la répartition des responsabilités pour l'ensemble du processus, dans le but de normaliser l'opération afin de garantir la qualité du produit. Voici une description détaillée du processus spécifique d'inspection de la qualité :
Méthodes d'essai et normes
L'inspection de la qualité comprend deux éléments de test de base, qui sont tous deux des normes quantitatives visant à garantir l'objectivité des résultats :
Test d'adhérence sur neuf grilles
Définition : Dans la surface de la peinture délimitée par neuf grilles, la méthode de découpage des grilles permet de tester la force d'adhérence de la couche de peinture et du substrat.
Outils : Outil spécialisé pour la découpe des grilles, ruban d'emballage résistant 3M 898.
Norme de jugement : Après avoir arraché le ruban adhésif, la surface de peinture doit être inférieure à 5 % de la zone à qualifier.
Essai d'impact en chute libre de 1200 mm
Définition : Simuler la chute naturelle du produit d'une hauteur de 1,2 mètre afin d'évaluer la résistance à l'impact de la peinture et la stabilité structurelle globale.
Norme de jugement : pas de craquelure, d'écaillage ou de déformation évidente de la surface de la peinture.
Procédure de fonctionnement du CQ
Étape 1 : Prétraitement de la surface
Une fois que le service de production a terminé l'opération de pulvérisation de noir, il est nécessaire d'utiliser une brosse douce pour enlever la poussière résiduelle à la surface du produit afin de s'assurer que la zone d'inspection est propre et exempte d'impuretés.
Étape 2 : Collage du ruban adhésif et test d'adhérence
1. prenez le ruban d'emballage 3M 898 Heavy Duty, laissez 3-4 cm à une extrémité comme poignée de déchirement, et appliquez le ruban à plat sur la surface de la peinture. 2.
2. appliquer une pression régulière avec les doigts le long de la surface du ruban et appuyer plusieurs fois, 10 fois, pour s'assurer que le ruban est en contact total avec la surface de la peinture.
3. après 3 minutes, retirez le ruban à une vitesse régulière à un angle de 60° et observez comment la peinture se détache.
Étape 3 : Test de résistance aux chocs
Placer le produit sur une plate-forme fixe de 1,2 mètre de haut et le faire tomber en chute libre sur une surface dure (par exemple, une plaque de béton ou d'acier) pour inspecter visuellement la surface de la peinture et les dommages structurels.
Étape 4 : Enregistrement et retour d'information
La section CQ enregistrera les données des tests dans le système de gestion de la qualité :
Produits qualifiés : Marquer le numéro de l'essai et passer au processus suivant.
Produits non conformes : isoler, marquer et renvoyer au service de production pour qu'il les retravaille ; le service d'ingénierie analyse la raison et optimise le processus de manière synchronisée.
Le contrôle de la qualité crée la confiance, l'innovation ouvre la voie à l'avenir
Chaque pièce moulée à revêtement en poudre doit satisfaire à plus de 20 indicateurs de contrôle stricts. Nous promettons de préserver les fondements de l'industrie grâce à la puissance de la science et de la technologie, afin que chaque pièce moulée puisse résister à l'épreuve du temps.