Dans notre fonderie, nous examinons fréquemment les devis de projets avec de nouveaux clients. Les acheteurs sont souvent déconcertés par les frais d'outillage liés à un processus appelé Cire perdue . Ils se demandent pourquoi ils doivent payer pour un outil alors que la cire est simplement fondue et que la coque en céramique est cassée. Cette confusion peut entraîner des problèmes budgétaires imprévus et retarder des projets essentiels. Nous voulons clarifier exactement ce que fait cet équipement et pourquoi il s'agit d'un investissement nécessaire.
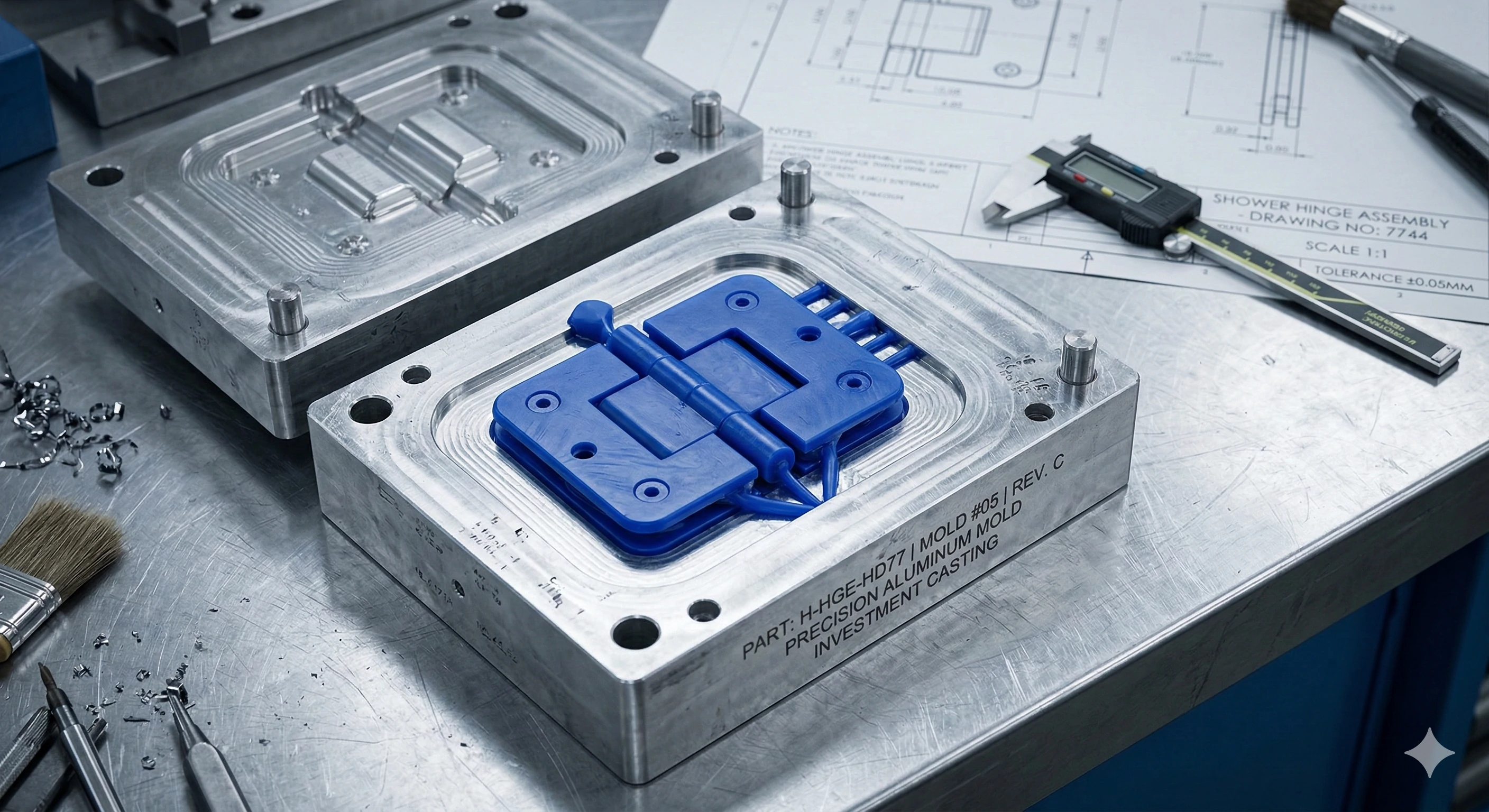
Dans le processus de moulage à la cire perdue, l'outillage consiste en un moule en aluminium permanent usiné avec précision, utilisé pour injecter de la cire liquide et créer les premiers modèles. Il sert de négatif maître pour votre pièce, garantissant une grande précision dimensionnelle et une répétabilité élevée pour la production en grande série.
Explorons l'ingénierie qui se cache derrière ces moules et comment ils garantissent une précision au micron près pour vos composants métalliques sur mesure.
Quelle est l'anatomie d'un outil de moulage à la cire perdue ?

Lorsque nos ingénieurs préparent une nouvelle ligne de production, la toute première exigence concerne toujours le moule. Les clients sont souvent confrontés à des problèmes d'incohérence des pièces lorsqu'ils utilisent des méthodes de fabrication moins coûteuses. Sans un moule hautement durable et précis, il est impossible d'obtenir une qualité constante sur des milliers d'unités. Comprendre les matériaux et le fonctionnement de cet équipement permet de percer le mystère qui se cache derrière une production stable.
L'outil de moulage à la cire perdue est généralement usiné par commande numérique à partir d'un alliage d'aluminium de haute qualité afin d'agir comme un moule à injection plastique simplifié. De la cire liquide est injectée sous pression dans cette cavité métallique, puis refroidie pour former une réplique parfaite en cire.

Création du négatif original
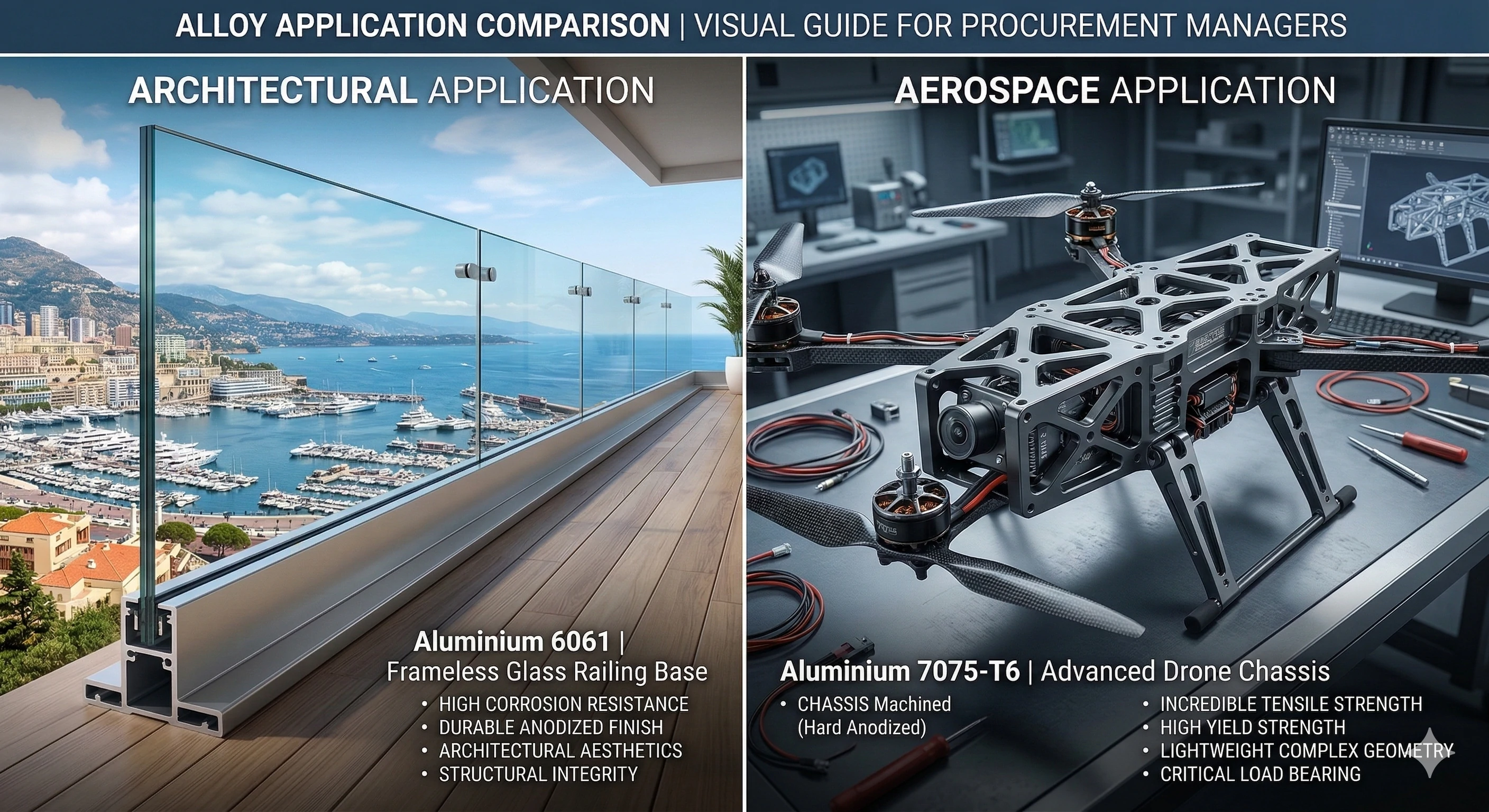
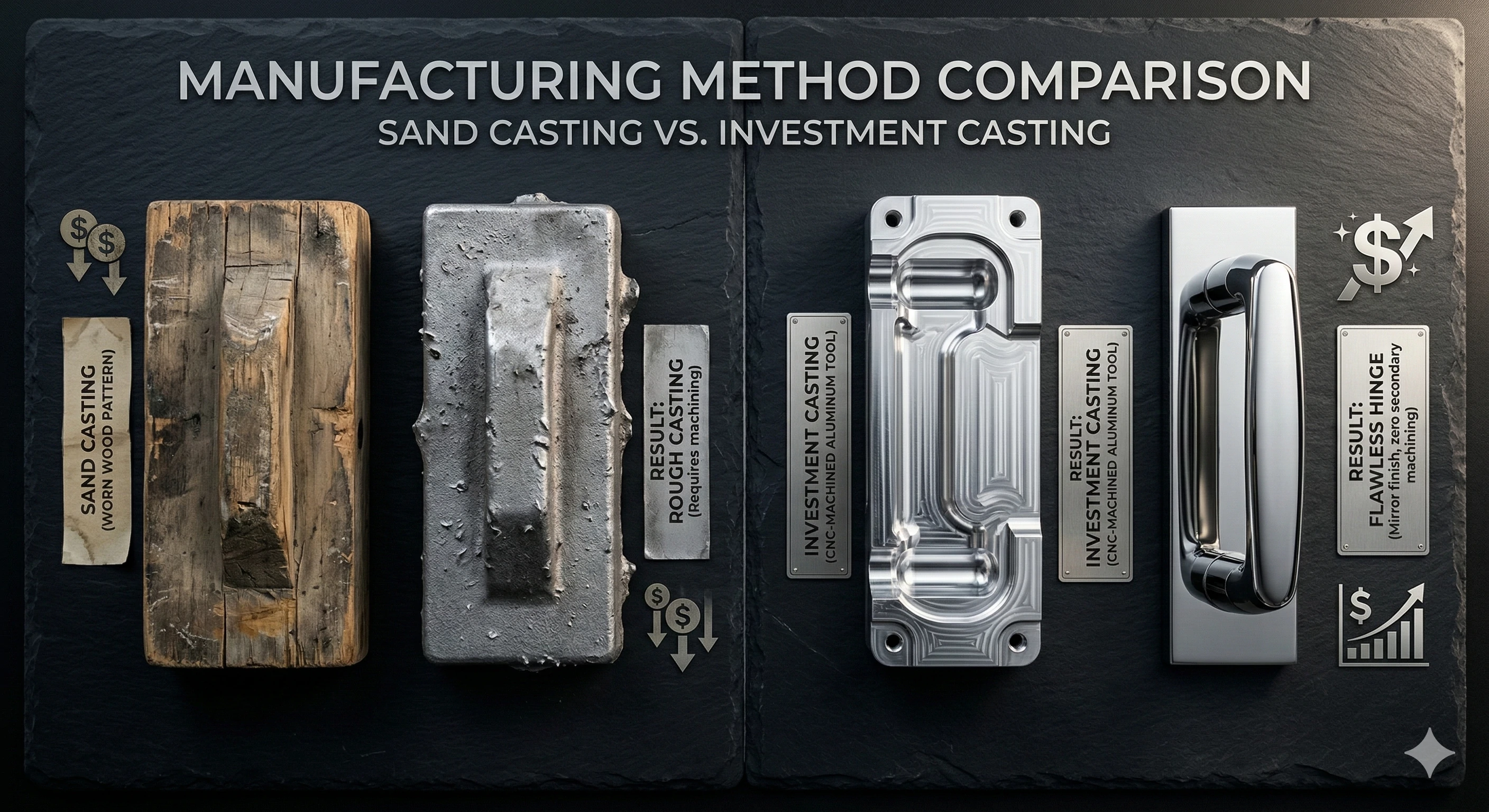
Les outils utilisés dans notre usine sont très différents de ceux utilisés dans d'autres méthodes de moulage. Le moulage au sable repose sur des modèles en bois ou en plastique bon marché. Ceux-ci se dégradent rapidement. En revanche, nos outils de moulage à la cire perdue sont usinés par commande numérique à partir de alliage d'aluminium de haute qualité . Pour les productions à grande échelle, nous utilisons parfois de l'acier. Ce moule métallique sert de « négatif maître » pour votre pièce.
Le mécanisme d'injection
Le mécanisme fonctionne sans problème dans l'usine. Le bloc d'aluminium est composé de deux moitiés. Ces deux moitiés s'assemblent parfaitement. Ensuite, de la cire liquide est injectée sous pression directement dans la cavité. Une fois la cire refroidie, le moule s'ouvre. Il libère une réplique parfaite en cire de votre pièce.
Durabilité exceptionnelle
Les clients nous interrogent souvent sur la durée de vie de leur investissement. Étant donné que l'équipement n'injecte que de la cire à basse température et à basse pression, il subit très peu de contraintes. Il n'entre jamais en contact avec l'acier en fusion. Par conséquent, un outil de moulage à la cire perdue en aluminium peut durer des centaines de milliers de cycles sans pratiquement aucune usure. Cette durabilité exceptionnelle garantit que la première pièce est exactement identique à la dix millième pièce.
| Caractéristique | Outillage pour moulage de précision | Modèles pour moulage au sable |
|---|---|---|
| Matériau | Alliage d'aluminium (ou acier) de haute qualité | Bois ou plastique bon marché |
| Durabilité | Des centaines de milliers de cycles | Faible durée de vie, usure rapide |
| Matériau injecté | Cire liquide à basse température et basse pression | Mélanges de sable |
Comment calculer le double retrait pour l'outillage ?

Dans notre laboratoire métallurgique, obtenir des dimensions finales exactes est un défi quotidien. Si nous nous contentons d'usiner l'outillage pour qu'il corresponde exactement aux dimensions de votre fichier CAO final, le projet échouera. La pièce métallique finale sera trop petite, ce qui posera des problèmes d'assemblage à l'utilisateur final. Nous devons maîtriser la physique des changements de matériaux pour fournir du matériel fonctionnel.
Engineers must calculate a double shrinkage allowance because wax shrinks as it cools inside the aluminum tool, and molten metal shrinks as it solidifies. We scale up the cavity so the final part shrinks exactly to the required tolerance.

Comprendre la physique du rétrécissement
La fabrication de pièces de précision nécessite une compréhension approfondie de la dynamique thermique. Le processus comprend deux phases de refroidissement distinctes. Tout d'abord, la cire rétrécit légèrement lorsqu'elle refroidit à l'intérieur de l'outil en aluminium. Ensuite, le métal en fusion rétrécit considérablement lorsqu'il se solidifie à l'intérieur de l'outil. coque en céramique . Par exemple, Acier inoxydable 316 présente une réduction notable de sa taille pendant le refroidissement. Ce phénomène est connu sous le nom de « double tolérance de retrait ».
Concevoir la cavité parfaite
Vous ne pouvez pas ignorer ces changements physiques. Si un moule est découpé parfaitement à la taille finale de la pièce, la pièce moulée obtenue sera trop petite. Nos ingénieurs de fonderie calculent méticuleusement ces taux de retrait exacts. Le taux est souvent d'environ deux à trois pour cent, selon l'alliage spécifique utilisé.
Une croissance réussie
Après avoir déterminé le taux de retrait précis, nos ingénieurs augmentent les dimensions de la cavité de l'outillage. Le moule en aluminium est intentionnellement usiné plus grand que le fichier CAO. Lorsque la cire refroidit et se rétracte, puis que le métal refroidit et se rétracte, la pièce métallique finale se rétracte exactement selon la tolérance requise. Cette mise à l'échelle mathématique minutieuse garantit une précision au micron près pour vos composants OEM.
| Matériau | Phase de retrait | Impact sur les dimensions finales |
|---|---|---|
| Cire liquide | Refroidit à l'intérieur de l'outil en aluminium | Rétrécissement mineur |
| Métal en fusion | Se solidifie à l'intérieur de la coque en céramique | Rétrécissement important |
| Effet total | Phases de refroidissement combinées | Retrait global de 2 à 3 % (selon l'alliage) |
Comment les outils complexes gèrent-ils les noyaux et les curseurs ?

Le moulage de formes simples est une tâche courante sur nos chaînes de production. Cependant, les conceptions techniques modernes présentent souvent des défis de taille, tels que le moulage d'un Corps de soupape ou un collecteur hydraulique. Ces pièces comportent des canaux internes complexes et entrecroisés. Dans ces cas-là, un simple moule en deux parties ne permet pas d'extraire la cire. Nous mettons en œuvre des techniques avancées pour contourner cette limitation physique.
L'outillage complexe utilise des broches métalliques coulissantes pour créer des trous latéraux, ou des noyaux en cire hydrosoluble pour les géométries creuses internes extrêmes. Ces éléments avancés permettent à l'outil de libérer des modèles en cire complexes sans endommager les structures internes délicates.

Le défi des géométries internes
De nombreux composants industriels et architecturaux nécessitent des vides internes. Si une pièce comporte des trous latéraux ou des passages internes complexes, l'ouverture d'un simple moule en deux parties brisera le modèle en cire. La cire reste alors coincée autour du métal qui forme les trous. Nous avons besoin d'un moyen de créer le vide tout en retirant en toute sécurité le modèle en cire fragile.
Goupilles coulissantes pour trous latéraux
Pour résoudre le problème des trous latéraux, nos ingénieurs conçoivent des outils équipés de goupilles coulissantes, également appelées cames. L'outil en aluminium est fabriqué avec ces goupilles métalliques amovibles. Avant l'ouverture du moule principal, ces goupilles se retirent latéralement. Cette action permet de créer des trous latéraux parfaits dans la cire. Cette technique est très efficace pour créer des orifices filetés.
Noyaux en cire soluble pour pièces creuses
Certaines conceptions présentent des géométries internes extrêmes, telles qu'une roue de pompe fermée. Les goupilles coulissantes ne peuvent pas atteindre ces espaces internes profonds et incurvés. Dans ces cas, nous utilisons un noyau de cire soluble dans l'eau . Ce noyau est placé à l'intérieur de l'outil principal. La cire standard est ensuite injectée autour de celui-ci. Enfin, le noyau est dissous dans un bain d'acide, laissant une cavité creuse parfaite à l'intérieur du modèle en cire.
| Fonctionnalité interne | Solution d'outillage avancée | Comment ça marche |
|---|---|---|
| Trous latéraux / Orifices filetés | Goupilles coulissantes (cames) | Les goupilles métalliques amovibles s'extraient latéralement avant l'ouverture du moule. |
| Géométries internes extrêmes | Noyaux en cire soluble | De la cire soluble est placée à l'intérieur de l'outil, puis dissoute ultérieurement dans un bain acide. |
Comment les coûts d'outillage se comparent-ils aux alternatives ?

Lorsque nous soumettons des devis de fabrication à nos partenaires B2B, nous savons que les frais initiaux sont examinés de très près. Le coût initial d'un moule métallique peut surprendre les acheteurs habitués à des méthodes temporaires moins coûteuses. Cependant, choisir un processus uniquement sur la base du moule le moins cher revient souvent à détruire le budget du projet par la suite. Nous aidons les responsables des achats à comprendre la justification financière à long terme.
Les outils de moulage à la cire perdue sont nettement moins chers que les moules de moulage sous haute pression, leur coût étant souvent inférieur de 70 %. Bien que leur coût initial soit plus élevé que celui des modèles de moulage au sable, ils éliminent les opérations coûteuses d'usinage CNC secondaire en produisant des composants de forme quasi définitive.
Évaluation de l'investissement initial
De nombreux acheteurs comparent notre procédé au moulage au sable. Il est vrai que l'outillage nécessaire au moulage à la cire perdue est plus coûteux à l'achat qu'un simple modèle en bois et en sable. Les modèles en bois sont bon marché et rapides à fabriquer. Cependant, cette économie initiale est illusoire. Le moulage au sable produit une finition de surface très rugueuse. Il nécessite un usinage CNC lourd pour finir la pièce brute selon les tolérances requises.
La valeur du près-net-shape
C'est là que la justification financière devient évidente. Le moulage à la cire perdue est un Proche de la forme finale processus. La précision de l'outil en aluminium permet d'obtenir une pièce métallique finale dont les dimensions sont extrêmement proches des dimensions finales requises. Cette précision élimine la plupart des coûts élevés liés à l'usinage secondaire. Vous payez plus cher pour le moule une seule fois, mais vous réalisez des économies sur chaque pièce produite.
Comparaison avec le moulage sous haute pression
Par rapport à Moulage sous haute pression Nos moules sont incroyablement rentables. L'outillage pour le moulage à la cire perdue est nettement moins cher. Il coûte souvent 70 % moins cher. Cette énorme différence de prix s'explique par le fait que notre outillage ne doit résister qu'à de la cire molle à basse pression. Les moules pour le moulage sous haute pression doivent être fabriqués à partir de blocs massifs d'acier trempé afin de résister à l'aluminium ou au plastique en fusion à haute pression.
Pourquoi la conception interne d'outils est-elle essentielle pour votre chaîne d'approvisionnement ?
Au fil des années passées à exporter du matériel vers les marchés mondiaux, nous avons constaté les risques liés à la fragmentation de la fabrication. Lorsqu'une fonderie sous-traite la fabrication de ses moules à un tiers, la communication est inévitablement rompue. Les ingénieurs qui découpent les moules ne sont pas ceux qui coulent le métal. Les taux de retrait sont mal calculés et vos prototypes échouent. Nous éliminons entièrement ce risque.
La conception et l'usinage CNC des outils de moulage à la cire perdue entièrement en interne garantissent un prototypage rapide, des modifications transparentes et un contrôle absolu de la précision dimensionnelle. Cette supervision directe évite les problèmes de communication et garantit la meilleure qualité pour vos composants métalliques finaux.
L'avantage Aleader
Notre approche repose sur un contrôle total du processus. Nous concevons et usinons nos outils de moulage à la cire perdue à 100 % en interne. C'est là que réside l'avantage Aleader. En regroupant la conception et l'usinage sous un même toit, nos ingénieurs de fonderie travaillent directement avec nos mouleurs. Cela garantit un prototypage rapide et des modifications sans faille. Cela nous donne un contrôle absolu sur la précision dimensionnelle finale de vos pièces de quincaillerie architecturale et de machines.
Foire aux questions sur l'outillage
Les clients demandent souvent qui est propriétaire des outils utilisés dans le moulage à la cire perdue. Dans le secteur moderne de la fabrication B2B, le client paie généralement un montant unique. Ingénierie non récurrente (NRE) frais d'outillage. Une fois payés, vous devenez propriétaire de l'outil. La fonderie se charge simplement de le stocker et de l'entretenir dans ses locaux, exclusivement pour vos cycles de production.
Combien de temps faut-il pour fabriquer l'outillage ? Selon la complexité de la pièce, la conception et l'usinage CNC d'un moule à injection de cire en aluminium prennent généralement entre deux et quatre semaines. Une fois l'outil approuvé, les premiers prototypes en métal moulé sont fabriqués peu après.
S'adapter aux changements de conception
Les outils de moulage à la cire perdue peuvent-ils être modifiés si ma conception change ? Oui, mais cela dépend fortement de la modification spécifique. Si vous devez ajouter du métal à votre pièce finale, cela signifie qu'il faut retirer de l'aluminium de la cavité de l'outil. Cette opération est relativement facile et peu coûteuse à réaliser. Cependant, si vous devez retirer du métal de votre pièce, cela nécessite d'ajouter de l'aluminium à la cavité de l'outil. Dans ce cas, l'outil devra peut-être être fortement modifié ou entièrement retaillé.
Conclusion
L'outillage en aluminium est le cœur battant du processus de moulage à la cire perdue. Il ne s'agit pas simplement d'un bloc de métal, mais d'un négatif maître hautement sophistiqué. Il dicte la précision dimensionnelle , la finition de surface et la réussite globale de votre composant OEM. En comprenant les aspects techniques liés aux taux de retrait, aux noyaux complexes et aux économies à long terme, vous pouvez prendre des décisions éclairées pour votre chaîne d'approvisionnement.
Prêt à passer à la production en série de vos pièces métalliques sur mesure ? Notre équipe d'ingénieurs conçoit des outils en aluminium de précision optimisés pour l'acier inoxydable, l'acier au carbone et les alliages spécialisés. Envoyez-nous vos fichiers CAO 3D pour obtenir un devis pour l'outillage et le moulage.
Notes de bas de page
1. Aperçu historique de la méthode de moulage à la cire perdue pour les conceptions métalliques complexes.
2. Informations sur les propriétés physiques et les qualités industrielles des alliages d'aluminium.
3. Comprendre le rôle des coques réfractaires dans le cycle de moulage de précision.
4. Spécifications techniques et applications de l'acier inoxydable de nuance 316.
5. Détails techniques relatifs à la conception structurelle des composants de vannes dans les systèmes de contrôle des fluides.
6. Comment les cires solubles permettent la création de géométries creuses internes complexes.
7. Explication des techniques de fabrication qui minimisent les besoins en usinage secondaire.
8. Comparaison des procédés de moulage sous pression et de leurs exigences en matière d'outillage.
9. Définition des coûts NRE dans la fabrication et le développement de produits.