Les quatre types d'inspection essentiels dans le secteur manufacturier sont l'inspection pré-production des matières premières, l'inspection en cours de production pour les contrôles intermédiaires, l'inspection avant expédition pour la vérification finale et l'inspection pièce par pièce des composants critiques ne tolérant aucun défaut, garantissant ainsi une fiabilité absolue pour vos commandes.
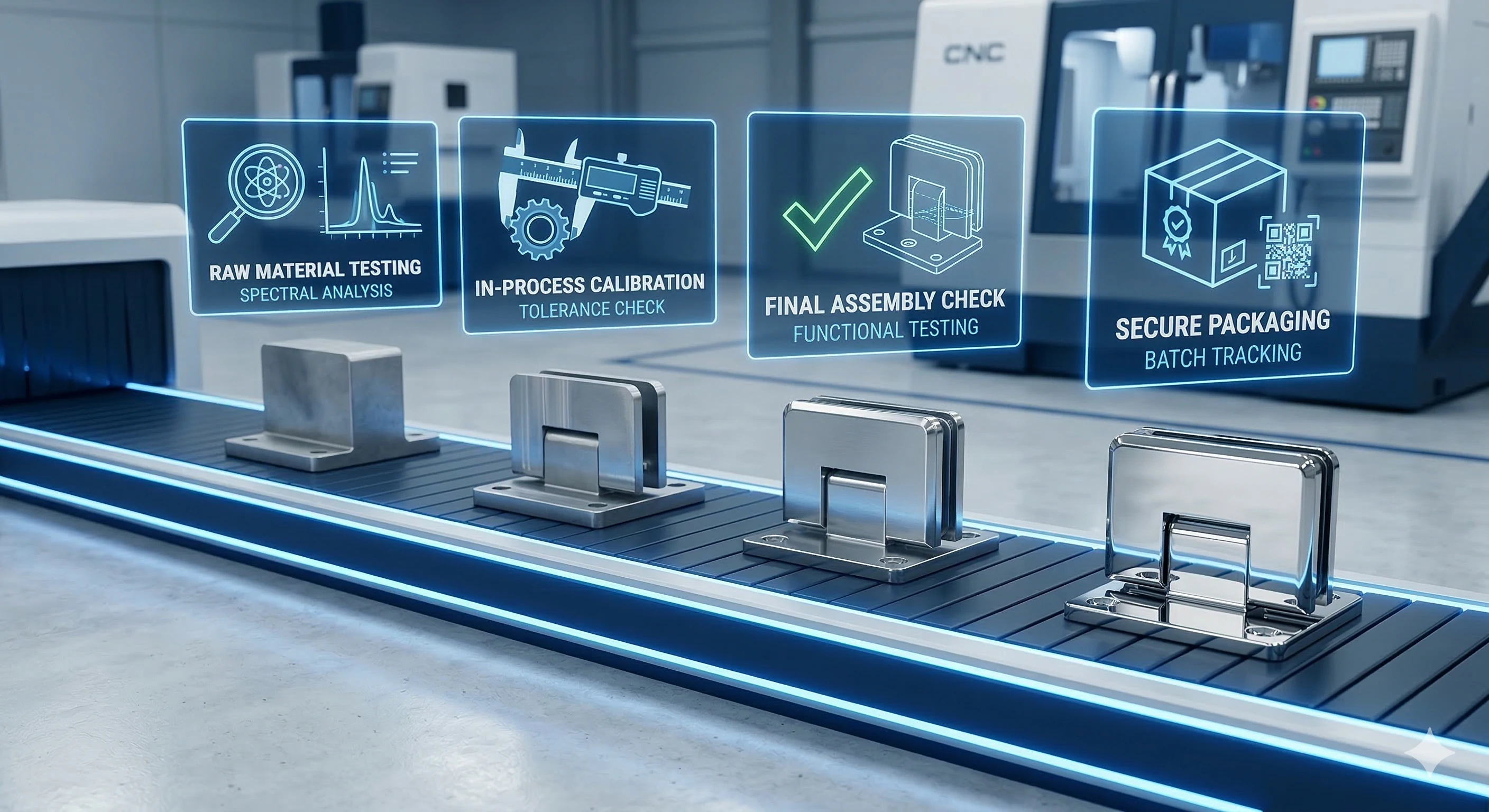
Voyons comment ces quatre étapes rigoureuses assurent la protection de vos commandes OEM du début à la fin. Nous vous présentons en détail les différentes phases ainsi que les techniques de métrologie de pointe que nous utilisons pour garantir l'intégrité de vos composants.
1. Qu'est-ce que l'inspection pré-production (PPI) des matières premières ?

Dans notre fonderie, nous avons constaté à maintes reprises que l'utilisation de nuances d'acier inadaptées entraînait l'échec cuisant des produits finis sur le terrain. Lorsque vous vous approvisionnez en pièces métalliques sur mesure, se fier uniquement aux certificats sur papier représente un risque considérable. Nous éliminons ce souci en vérifiant chaque lot de métal avant même qu'un seul machine à commande numérique lorsque le chauffage se met en marche ou qu'un poêle est allumé.
L'inspection de pré-production est la première étape du contrôle qualité au cours de laquelle les usines vérifient les matières premières à leur réception avant le début de la fabrication. Cette étape cruciale permet de s'assurer que tous les métaux de base et composants répondent à des spécifications techniques rigoureuses, ce qui permet d'éviter dès le départ des défauts généralisés et des rebuts coûteux.

Nous utilisons des outils de pointe pour détecter les composants défectueux avant même que le gâteau ne soit cuit. Nous savons que les responsables des achats subissent une pression énorme pour livrer des pièces fiables dans les délais. En accordant une attention particulière au contrôle des matières premières, nous vous offrons une tranquillité d'esprit dès le premier jour. Vous n'aurez jamais à craindre qu'un métal fragile ou de l'acier inoxydable sujet à la rouille ne compromette votre projet d'ingénierie.
Utilisation de spectromètres pour une précision optimale
Nous ne nous fions jamais aux suppositions lorsque nous traitons vos commandes. Avant de verser quoi que ce soit , nous analysons la composition chimique exacte du métal en fusion à l'aide d'un . Cette approche scientifique garantit que vos robinets en verre sont bel et bien fabriqués en acier inoxydable 316 de qualité marine, et non en un substitut moins cher et moins résistant. Nous utilisons sans hésitation des acronymes reconnus tels que PPI et OES, car il s'agit du langage exact employé par les responsables des achats et les ingénieurs en mécanique professionnels.
Pourquoi il est important pour votre entreprise de procéder à des contrôles dès le début
Si une usine néglige ce contrôle des matériaux, elle risque de fabriquer des milliers de pièces parfaites à partir d'un alliage inadapté. L'ensemble du lot est alors mis au rebut, ce qui retarde le lancement de votre produit de plusieurs mois.
Normes relatives aux essais des matières premières
Voici comment nous procédons pour contrôler les matériaux qui nous sont livrés afin de protéger votre investissement.
| Propriétés du matériau | Équipement d'essai | Objectif |
|---|---|---|
| Composition chimique | Spectromètre à émission optique (OES) | Vérifier la nuance exacte du métal et la composition de l'alliage. |
| Dimensions brutes | Pieds à coulisse et micromètres de précision | Vérifiez que les barres brutes s'adaptent aux mandrins des machines CNC. |
| Intégrité de la surface | Inspection visuelle à haute luminosité | Vérifier la présence de rouille importante ou de rayures profondes sur l'acier brut. |
En intégrant ce contrôle rigoureux directement dans notre calendrier de production, nous identifions immédiatement les variables critiques. Cette détection précoce réduit considérablement les taux de rebut à tous les niveaux. Elle nous permet de respecter systématiquement vos délais de livraison et de vous fournir des pièces prêtes à être assemblées sans délai.
2. Qu'est-ce que le contrôle en cours de fabrication (DPI) dans le secteur manufacturier ?
Dès que nos opérateurs lancent un cycle de production, l'usure des machines ou les variations d'étalonnage peuvent introduire imperceptiblement de minuscules erreurs. Vous pourriez recevoir des milliers de pièces qui semblent en bon état, mais qui présentent des défauts lors de l'assemblage final. Nous évitons cela en veillant à ce que nos machines restent parfaitement étalonnées et que notre processus de fabrication reste totalement stable.
Le contrôle en cours de fabrication consiste en des vérifications continues effectuées pendant la production des pièces dans l'atelier. Il comprend l'inspection du premier article, qui permet de valider le lancement de la production, ainsi que des contrôles horaires visant à vérifier l'étalonnage des machines, afin de garantir que chaque pièce corresponde parfaitement au dessin CAO.

L'étape la plus cruciale du DPI est l'inspection du premier article (FAI). Nous consignons chaque résultat de test afin que vous puissiez avoir pleinement confiance dans le processus.
Le processus de contrôle du premier article
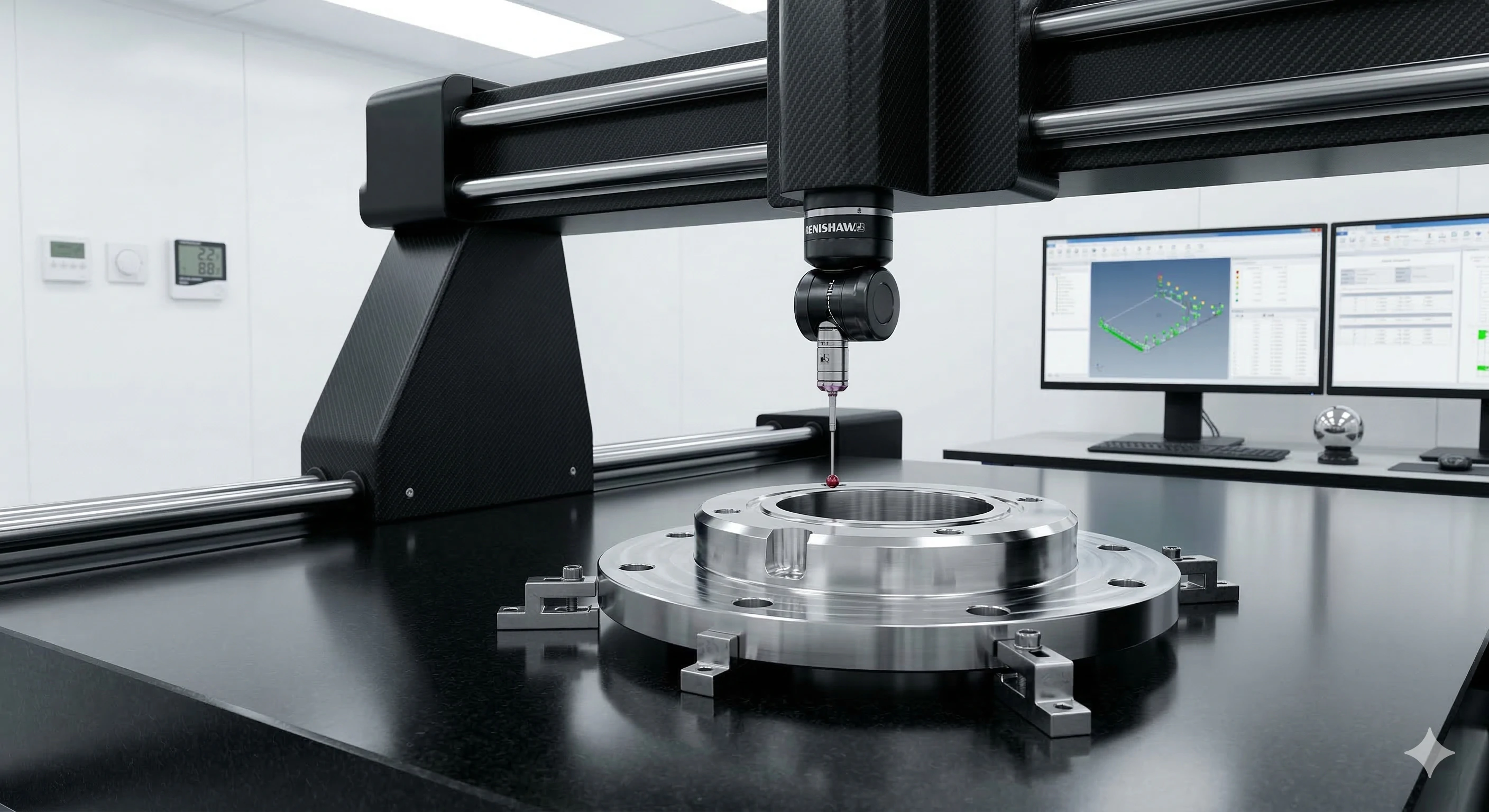
Lorsqu'il configure un cycle CNC pour une pièce complexe telle qu'un corps de vanne hydraulique, notre opérateur usine la toute première pièce, puis arrête la machine. Nous transportons ce « premier article » dans une salle de contrôle qualité à température contrôlée. Là, nous le mesurons à l'aide d'un Machine à mesurer tridimensionnelle (MMT) . Une sonde à pointe rubis permet de vérifier que la pièce correspond à votre Fichier CAO 3D au micron près. Une fois que la machine de mesure par coordonnées a passé le contrôle de la mise en production, nous donnons notre feu vert pour la production en série.
Un rapport FAI est un document officiel très détaillé fourni par le fabricant. Il atteste que la toute première pièce produite à partir d'un nouvel outillage ou d'une nouvelle configuration CNC répond à toutes les exigences dimensionnelles, matérielles et fonctionnelles spécifiées dans votre plan technique.
Contrôles continus en cours de fabrication
Nos opérateurs ne s'en vont pas après la première pièce. Ils contrôlent les pièces toutes les heures. Ils utilisent des pieds à coulisse de précision, des micromètres et des jauges de filetage pour s'assurer que les outils CNC ne sont pas usés.
| Phase d'inspection | Outils de métrologie utilisés | Fréquence des contrôles |
|---|---|---|
| Premier article (FAI) | Machine à mesurer tridimensionnelle (MMT) | Une fois par nouveau réglage ou changement d'outil. |
| Contrôle toutes les heures | Pieds à coulisse, micromètres | Toutes les 1 à 2 heures pendant la phase de production. |
| Contrôle du filetage | Jauges de précision « Go/No-Go » | En continu, lors d'opérations de filetage spécifiques. |
Ce système rigoureux de contrôle qualité chronologique remplace l'ancienne méthode qui consistait à ne vérifier les pièces qu'à la toute fin du processus. Une résolution DPI constante vous garantit des pièces d'une qualité constante, qu'il s'agisse de la première pièce sortie de la chaîne ou de la dix millième.
3. Qu'est-ce qu'une inspection avant expédition (PSI) avant la livraison ?

Last year, a new client came to us after a previous supplier shipped them heavily scratched shower hardware due to cheap boxes. When we package hydraulic shower hinges, we know that poor handling can ruin weeks of perfect machining. We use a final verification step to serve as the last line of defense before your parts go into the shipping container.
L'inspection avant expédition consiste en une évaluation finale des produits finis avant leur départ de l'usine. Les équipes chargées de la qualité prélèvent des échantillons au hasard dans le lot afin de vérifier l'aspect visuel, la qualité de l'assemblage et la sécurité de l'emballage, s'assurant ainsi que tout respecte la limite de qualité acceptable requise.

Pour certains fournisseurs, l'emballage est souvent relégué au second plan, mais nous le considérons comme un indicateur de qualité essentiel. Nous utilisons la norme AQL (Acceptable Quality Limit) pour prélever au hasard un nombre statistiquement significatif de pièces finies dans le lot.
Comprendre la limite de qualité acceptable (AQL)
AQL signifie « limite de qualité acceptable ». Il s'agit d'une norme statistique internationale ( ). Il détermine le nombre d'unités d'un lot total qui doivent être contrôlées de manière aléatoire, ainsi que le nombre de défauts autorisés avant que l'ensemble du lot ne soit rejeté. Si un échantillon dépasse le seuil AQL, nous mettons l'ensemble du lot en quarantaine et procédons à un examen approfondi.
Ce que nous vérifions lors du PSI
Notre contrôle final porte sur plusieurs aspects essentiels afin de garantir que votre commande vous parvienne en parfait état. Tout d'abord, nous vérifions les détails visuels et esthétiques. Nous nous assurons que la finition de surface est irréprochable et que les logos OEM gravés au laser sont nets. Ensuite, nous testons le bon fonctionnement de l'ensemble. Nous vérifions que les pièces s'emboîtent parfaitement. Nous vérifions également que les ressorts internes de nos charnières de douche hydrauliques s'actionnent sans à-coups.
Vérification de la sécurité des emballages
Enfin, nous examinons l'emballage lui-même.
| Catégorie PSI | Point de contrôle spécifique | Objectif de l'inspection |
|---|---|---|
| Esthétique | Finition de surface, logos gravés au laser | Veiller à ce que les pièces aient un aspect haut de gamme et respectent les directives de la marque. |
| Fonctionnalité | Ajustement parfait, actionnement par ressort | Garantie d'une performance fiable dès la sortie de l'emballage. |
| Sécurité du transport | Film à bulles, mousse sur mesure | Empêcher les pièces moulées en métal lourd de s'égratigner les unes les autres pendant le transport maritime. |
Les ateliers d'usinage et les fonderies de renommée mondiale ne se contentent pas de contrôler les pièces en toute fin de processus pour corriger les problèmes, mais plutôt pour s'assurer que tout est parfait. Cette étape garantit un contrôle rigoureux de l'ensemble du processus.
4. Qu'est-ce que le contrôle pièce par pièce ou le tri à 100 % ?
Si l'échantillonnage aléatoire convient parfaitement au matériel standard, certains secteurs soumis à des contraintes extrêmes ne tolèrent absolument aucune marge d'erreur. Dans notre usine, nous sommes conscients qu'un seul défaut interne dans un ancrage porteur peut entraîner une défaillance catastrophique. Pour ces applications critiques, nous renonçons à l'échantillonnage aléatoire et mettons en œuvre des mesures garantissant une certitude absolue afin de protéger votre marque.
L'inspection pièce par pièce, ou tri à 100 %, consiste à contrôler chaque composant d'un lot de production. Les fabricants appliquent cette norme rigoureuse aux pièces critiques afin de garantir l'absence totale de défauts, en recourant souvent à des essais non destructifs pour détecter les défauts internes microscopiques.

Le contrôle par échantillonnage aléatoire est tout simplement inacceptable lorsque la sécurité des personnes ou des pertes financières considérables sont en jeu. Nous appliquons cette norme de rigueur absolue aux composants essentiels, tels que les pièces de pompes agricoles à haute pression ou les ancrages architecturaux porteurs. Pour ces applications à haut risque, nous inspectons 100 % du lot.
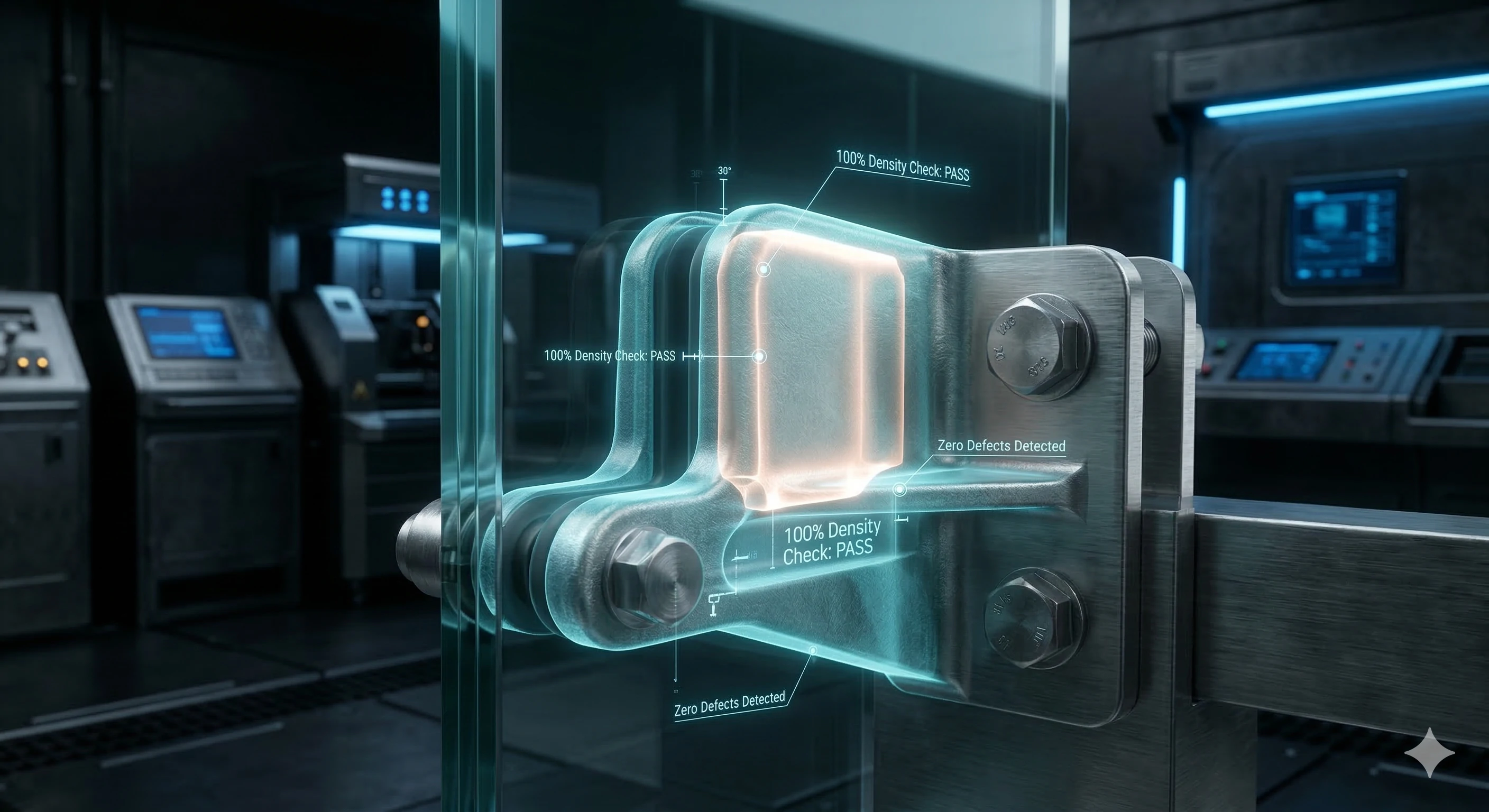
Contrôles non destructifs (CND)
Les contrôles visuels ne suffisent pas pour les éléments soumis à des charges extrêmes. Au cours de cette phase, nous pouvons recourir à Contrôle par ressuage (PT) ou par inspection aux rayons X. Ces méthodes de pointe garantissent l'absence totale de porosité interne ou de fissures microscopiques à l'intérieur de la pièce moulée.
Essais de résistance mécanique
Comment évalue-t-on la résistance d'une pièce moulée en métal ? Au cours de nos phases d'inspection, nous utilisons des machines d'essai mécanique pour soumettre à une traction des barres d'essai moulées à partir du même lot de métal. Cette opération permet de déterminer la résistance du matériau et . Cela garantit que le métal répond à des normes industrielles strictes en matière de résistance à la charge.
| Méthode d'inspection | Défaut recherché | Type d'application |
|---|---|---|
| Contrôle par rayons X | Porosité interne, vides cachés | Vannes haute pression, ancrages critiques. |
| Contrôle par ressuage (PT) | Micro-fissures superficielles | Pièces moulées soumises à des contraintes physiques élevées. |
| Essais de traction | Métaux fragiles, alliages inadaptés | Éléments structurels porteurs. |
Ce niveau de contrôle garantit une fiabilité absolue pour les projets d'ingénierie exigeants. La véritable qualité ne peut pas être assurée par un simple contrôle de la pièce à la toute fin ; elle doit être intégrée dès le processus de fabrication. Ces quatre types de contrôle permettent de s'assurer que chaque variable est rigoureusement maîtrisée.
5. Pourquoi un processus de contrôle qualité en quatre étapes permet-il aux acheteurs OEM de réaliser des économies ?
De nombreux acheteurs se concentrent uniquement sur le prix unitaire initial, sans tenir compte des coûts cachés liés à une qualité médiocre. D'après notre expérience en matière d'exportation vers les États-Unis et l'Europe, la gestion des pièces défectueuses et des retards de livraison grève votre budget et nuit à votre réputation. Nous mettons en œuvre un système de contrôle qualité chronologique en quatre étapes afin de préserver vos marges bénéficiaires et d'éviter les mauvaises surprises coûteuses.
Un processus rigoureux de contrôle qualité en quatre étapes permet aux acheteurs OEM de réaliser des économies en détectant les défauts à un stade précoce, en prévenant les rebuts massifs et en évitant les retards de livraison. Cette approche proactive garantit que chaque composant livré est fonctionnel, ce qui réduit les retouches coûteuses et préserve la réputation globale de l'acheteur.
Les rebuts métalliques et les temps d'arrêt des machines font toujours grimper les coûts. Les répercussions d'un contrôle qualité insuffisant sont considérables. Si une usine usine cinq mille pièces parfaites à partir d'un alliage inadapté, c'est tout le lot qui est mis au rebut.
Économies directes
En intégrant le contrôle qualité directement dans le calendrier de fabrication, depuis le métal liquide jusqu'à l'emballage final, nous identifions immédiatement les variables. Ce processus réduit considérablement les taux de rebut. Moins de rebut signifie moins de gaspillage de matériaux, ce qui permet de maintenir la stabilité des coûts de vos composants sur le long terme.
Protéger votre fil d'actualité
Lorsque nous détectons un problème au stade des matières premières, sa résolution ne coûte presque rien. Si ce même problème passe inaperçu jusqu’au conteneur d’expédition, cela se transforme en catastrophe financière. Détecter un défaut une fois que le produit est arrivé dans votre entrepôt coûte cent fois plus cher que de le détecter dans notre usine.
| Phase de contrôle qualité | Économies réalisées grâce à la détection précoce |
|---|---|
| Matière première (PPI) | Évite l'usinage d'un alliage inapproprié, ce qui permet d'économiser des milliers d'euros en outillage et en temps. |
| Contrôle en cours de fabrication (DPI) | Permet de détecter rapidement les lots défectueux, ce qui permet d'économiser des matériaux et d'éviter les retards de livraison. |
| Contrôle final (PSI) | Évite d'expédier par voie maritime des pièces inutiles, ce qui permet de réaliser d'importantes économies sur les frais de transport. |
Nous détaillons ces différentes étapes pour vous montrer à quel point nous prenons au sérieux la protection de votre entreprise. Nous respectons systématiquement vos délais de livraison, car nous n'avons pas à refabriquer des pièces à la dernière minute. Ce processus rigoureux garantit que nous vous livrons des pièces prêtes à être assemblées immédiatement.
Conclusion
La véritable qualité ne peut pas être « assurée » par un contrôle de fin de production ; elle doit être intégrée dès le processus de fabrication. Les quatre types de contrôle garantissent que chaque paramètre — composition chimique, dimensions, aspect et conditionnement — est rigoureusement maîtrisé. Vous recherchez des pièces métalliques sur mesure et avez besoin d'une fiabilité absolue ? Notre site fournit, pour chaque commande, des certificats complets sur les matériaux, des rapports FAI et des relevés dimensionnels issus de la machine à mesurer tridimensionnelle (CMM). Envoyez-nous vos plans techniques pour lancer votre projet.
Notes de bas de page
1. Aperçu de la gestion de la chaîne logistique et de son impact sur l'efficacité de la production.
2. Découvrez l'usinage à commande numérique et les processus de fabrication automatisés.
3. Explication détaillée du procédé de moulage à la cire perdue pour les pièces métalliques de précision.
4. Comprendre comment la spectroscopie d'émission atomique permet d'analyser la composition chimique des métaux.
5. Guide expliquant comment les machines de mesure tridimensionnelle (MMT) vérifient la conformité de la géométrie des pièces physiques aux spécifications de conception.
6. Introduction à la conception assistée par ordinateur et à son rôle dans l'ingénierie moderne.
7. Documentation officielle de la norme ISO relative aux procédures d'échantillonnage et aux limites AQL.
8. Explication du contrôle par ressuage pour la détection des défauts en surface.
9. Définition et mesure de la résistance à la traction maximale en science des matériaux.