Dans nos ateliers d'usinage, nous évaluons en permanence les meilleurs équipements afin de maintenir les coûts des composants à un niveau bas pour nos clients. Vous avez peut-être entendu dire que les machines horizontales sont les reines incontestées de la fabrication à grand volume. Comme la broche est horizontale, la gravité éloigne les copeaux métalliques de la coupe, ce qui se traduit par une vitesse et une durée de vie des outils incroyables. Cependant, investir dans un équipement inadapté peut nuire gravement à votre budget de production si vos pièces ne correspondent pas aux points forts de la machine. Si les HMC sont si performantes, pourquoi tous les ateliers d'usinage ne les utilisent-ils pas exclusivement ?
Les principaux inconvénients d'un centre d'usinage horizontal sont un investissement initial très coûteux, des fixations tombstone très complexes et onéreuses, un encombrement important au sol et une mauvaise visibilité avec une ergonomie de chargement peu pratique pour les pièces plates à une seule face.
Examinons ces obstacles considérables à l'entrée et ces inconvénients opérationnels afin que vous compreniez exactement comment nous choisissons la machine adaptée à votre projet.
Quel est le coût initial massif d'un HMC ?
Lorsque nous planifions nos mises à niveau annuelles de l'équipement, allocation de capital est toujours le plus grand obstacle. Vous serez peut-être surpris d'apprendre à quel point une configuration horizontale peut grever votre budget. Nous voulons nous assurer que chaque dollar dépensé se traduise directement en valeur ajoutée pour vos pièces usinées, plutôt que de gaspiller des capitaux dans des machines inutiles.
Un centre d'usinage horizontal coûte généralement deux à trois fois plus cher qu'un centre d'usinage vertical comparable, car il est beaucoup plus lourd afin d'absorber les vibrations et comprend des fonctionnalités standard coûteuses telles que des changeurs de palettes intégrés et des tables rotatives.
Il est essentiel que les fabricants et les acheteurs comprennent l'importance de l'investissement initial considérable. Un HMC coûte généralement deux à trois fois plus cher qu'un Centre d'usinage vertical (VMC) avec une enveloppe de travail similaire. Les raisons de cette hausse de prix sont profondément ancrées dans l'architecture de la machine. Les HMC sont plus lourdes afin d'absorber les vibrations. Elles comprennent également presque toujours des fonctionnalités complexes telles que des changeurs de palettes intégrés et des tables rotatives à 4 axes en équipement standard.
Surcoût financier pour des géométries simples
Ce coût initial élevé a un impact direct sur les acheteurs. Si une usine utilise un HMC pour usiner une pièce simple et plate, elle doit facturer un tarif horaire plus élevé pour amortir le coût de la machine. Cette pratique représente tout simplement un gaspillage financier pour des géométries simples. Nous déconseillons toujours à nos clients d'utiliser un HMC d'un million de dollars pour percer un trou dans une pince à verre plate, car cela représente un gaspillage d'argent pour le client. Au lieu de cela, nous adaptons l'investissement à la complexité de la pièce afin de protéger vos résultats financiers.
| Facteur coût | Centre d'usinage vertical (VMC) | Centre d'usinage horizontal (HMC) |
|---|---|---|
| Prix d'achat initial | Prix de base inférieur | 2 à 3 fois plus élevé |
| Caractéristiques standard | Table plate de base | Changeurs de palettes intégrés, 4e axe |
| Tarif horaire | Tarif standard | Tarif majoré requis |
| Construction de la machine | Châssis plus léger | Construction plus lourde pour absorber les vibrations |
Pourquoi la fixation des pierres tombales est-elle considérée comme complexe et coûteuse ?
Dans notre département d'ingénierie, la conception de dispositifs de serrage est un défi quotidien. Il faut maintenir les pièces en place de manière sûre, mais les dispositifs de serrage complexes prennent un temps précieux qui pourrait être consacré au développement. Nous nous efforçons de rationaliser ce processus de configuration afin de vous éviter des coûts d'ingénierie inutiles et excessifs pendant la phase de prototypage .
Contrairement à une VMC qui utilise une table plate, les HMC nécessitent un bloc haut à plusieurs côtés appelé « tombstone » monté sur un axe rotatif, ce qui rend la conception et l'usinage de pinces sur mesure pour les pièces moulées courbes très complexes et coûteux.
Le processus de configuration sur une HMC présente des obstacles techniques importants. Contrairement à une VMC où vous fixez une pièce sur une table plate, les HMC utilisent un « tombstone ». Il s'agit d'un bloc haut à plusieurs côtés monté sur un axe de rotation . La conception et l'usinage de pinces sur mesure pour maintenir des pièces moulées courbes sur un support vertical sont des opérations d'ingénierie très complexes.
Le problème des petites séries de production
En raison de cette complexité, la configuration et la programmation prennent beaucoup plus de temps. Le facteur temps est un inconvénient majeur pour les commandes de faible volume. Si vous n'avez besoin que de 50 pièces, la conception d'un dispositif de fixation HMC tombstone est une perte de temps et d'argent. Nous évaluons soigneusement le volume de votre commande avant de concevoir des dispositifs de fixation sur mesure. Pour les projets qui justifient cet effort, vous pouvez consulter ici un lien direct vers nos capacités en matière de dispositifs de fixation sur mesure. Nous n'utilisons des fixations tombstone que lorsque le volume de production garantit un retour sur investissement en matière d'ingénierie.
| Aspects liés à la fixation | Configuration VMC | Configuration HMC |
|---|---|---|
| Base de serrage | Table plate | Tombeuse haute à plusieurs côtés |
| Conception des pinces | Pinces standard simples | Pinces personnalisées très complexes |
| Temps d'installation | Rapide et simple | Beaucoup plus long |
| Meilleur volume | Tirages faibles à moyens | Production à grand volume |
Pourquoi un HMC nécessite-t-il une surface au sol aussi importante ?
Lorsque l'on parcourt notre atelier, on se rend compte à quel point l'optimisation de l'espace est importante pour assurer une logistique fluide. On ne se rend pas toujours compte de l'espace nécessaire pour une seule machine lorsqu'on planifie la production. Nous planifions soigneusement l'agencement de nos installations afin de maximiser l'efficacité et de conserver la flexibilité nécessaire pour répondre aux divers projets de nos clients.
Les HMC sont des machines extrêmement encombrantes, occupant souvent l'espace au sol de trois VMC, car elles nécessitent de grands parcs de palettes automatisés pour charger la pièce suivante et d'énormes convoyeurs à copeaux pour traiter les débris métalliques en grande quantité.
La réalité physique de l'atelier ne peut être ignorée lors de l'évaluation des centres d'usinage. Les centres d'usinage horizontaux sont exceptionnellement encombrants. Un seul centre d'usinage horizontal peut occuper l'espace de trois centres d'usinage verticaux. Cet encombrement important est nécessaire car ils nécessitent des pools de palettes, qui sont des stations qui chargent la pièce suivante pendant que la machine est en marche. De plus, ils ont besoin de grandes convoyeurs à copeaux pour gérer l'enlèvement agressif du métal.
Gestion de la logistique en atelier
Cet encombrement représente un inconvénient majeur pour de nombreux fabricants. Pour les petits ateliers, consacrer autant d'espace au sol à une seule machine limite leur flexibilité pour accepter des projets variés. En occupant l'espace de trois fraiseuses verticales distinctes, une usine réduit le nombre de tâches qu'elle peut effectuer simultanément. Cette approche équilibrée nous permet d'augmenter la production sans subir de goulots d'étranglement dans les usines . Nous gérons activement notre plan d'étage afin de garantir un mélange optimal entre les machines horizontales volumineuses et les machines verticales compactes.
| Encombrement | Encombrement VMC | Encombrement HMC |
|---|---|---|
| Taille de la machine | Compacte | Encombrante |
| Rapport d'espace | 1x Espace | Occupe l'espace de 3 VMC |
| Modules complémentaires d'automatisation | En option | Nécessite un parc de palettes |
| Besoins en matière de convoyeurs | Petits bacs à copeaux | Grands convoyeurs à copeaux |
Pourquoi les HMC ont-ils une mauvaise visibilité et un chargement difficile pour les pièces plates ?
Lorsque nous observons nos opérateurs au travail, l'ergonomie et la sécurité sont toujours nos priorités absolues. Vous souhaitez que vos pièces soient manipulées avec soin et précision, mais certaines configurations de machines rendent cela extrêmement difficile. Nous formons notre équipe de production à éviter d'introduire de force les mauvaises pièces dans les mauvaises machines afin de maintenir une qualité constante.
Sur une machine HMC, la broche est enfouie profondément à l'intérieur d'un boîtier lourd, ce qui rend extrêmement difficile et peu ergonomique de lutter contre la gravité lors du chargement d'une plaque large, plate et lourde sur un dispositif vertical en forme de pierre tombale.
L'ergonomie d'une machine a une incidence directe sur la vitesse de production et la sécurité de l'opérateur. Sur une HMC, la broche est enfouie profondément à l'intérieur d'un boîtier lourd. Charger une plaque large, plate et lourde sur un tombstone vertical va à l'encontre de la gravité et est extrêmement difficile. Cette configuration oblige les opérateurs à lutter contre le poids de la matière première .
L'importance de l'ergonomie pour l'opérateur
Comparez cela au flux de travail sur une machine verticale. Sur une machine verticale, l'opérateur regarde simplement la pièce vers le bas. Il est facile de voir l'outil en train de couper et de placer des plaques lourdes et plates sur la table. En raison de ces différences extrêmes en termes de visibilité et de confort de chargement, nous suivons une règle empirique stricte : si une pièce ne nécessite qu'un usinage sur une seule face, comme une simple plaque de base, une HMC n'est pas l'outil approprié. L'utilisation d'une VMC pour ces géométries protège nos opérateurs et garantit des temps de configuration plus rapides et plus sûrs pour vos composants.
| Facteur ergonomique | Fonctionnement VMC | Fonctionnement HMC |
|---|---|---|
| Visibilité | Facilité à voir l'outil en train de couper | La broche est profondément enfouie |
| Posture de chargement | L'opérateur regarde vers le bas | Lutte contre la gravité, charge verticale |
| Manipulation de pièces lourdes | Facile à soulever à l'aide d'une grue Plaques plates | Incroyablement difficile à charger |
| Meilleure géométrie | Plaques de base à face unique | Géométries à plusieurs côtés |
VMC ou HMC : comment prendre la décision finale ?
Lorsque nous examinons les dessins de nos clients, notre première étape cruciale consiste à sélectionner la stratégie d'usinage appropriée. Vous avez besoin de résultats fiables sans payer trop cher pour une technologie inutile. Nous utilisons un processus d'évaluation rigoureux afin d'adapter la géométrie de votre pièce à la plate-forme d'usinage idéale, garantissant ainsi efficacité et rentabilité.
Nous choisissons entre une VMC et une HMC en évaluant la complexité, le volume et la géométrie de la pièce ; les VMC sont choisies pour les pièces plates, à une seule face et en petites séries, tandis que les HMC sont strictement réservées aux pièces moulées à plusieurs faces et à la production en grande série.
Le choix de la machine appropriée est la pierre angulaire d'une fabrication rentable. Nous nous appuyons sur une matrice de décision claire pour guider notre planification de la production. Par exemple, évacuation des copeaux est un facteur déterminant. Sur une VMC, l'évacuation des copeaux est médiocre car ceux-ci s'accumulent sur la pièce lorsque la fraise à bout droit coupe verticalement. Sur une HMC, l'évacuation des copeaux est excellente car la fraise à bout droit coupe latéralement et la gravité entraîne les copeaux vers le convoyeur au sol.
Analyse de la matrice décisionnelle
Nous analysons chaque nouveau dessin en fonction de ces capacités fondamentales. Les VMC offrent des temps de configuration rapides grâce à l'utilisation d'étaux standard, tandis que les HMC souffrent de temps de configuration lents en raison de leurs fixations tombstone personnalisées. Nous veillons à ce que votre projet soit acheminé vers l'équipement qui offre le meilleur équilibre entre vitesse, coût et précision.
| Caractéristique | Centre d'usinage vertical (VMC) | Centre d'usinage horizontal (HMC) |
|---|---|---|
| Idéal pour | Pièces plates, travail sur une seule face, petites séries | Pièces moulées à plusieurs faces, production à grand volume |
| Coût initial | Faible ($) | Très élevé ($$$) |
| Évacuation des copeaux | Mauvaise (les copeaux s'accumulent sur la pièce) | Excellente (la gravité éloigne les copeaux) |
| Vitesse d'installation | Rapide (étaux standard) | Lente (fixations personnalisées) |
Pourquoi surmontons-nous ces inconvénients pour les pièces moulées complexes ?
Au cours de nos cycles de production spécialisés, nous sommes souvent confrontés à des composants qui posent des défis aux méthodes d'usinage standard. Vous vous demandez peut-être pourquoi nous continuons d'investir dans des fraiseuses horizontales malgré leurs inconvénients majeurs. Nous comptons sur elles parce que certaines conceptions complexes exigent absolument leurs capacités uniques et puissantes.
Nous surmontons les coûts d'installation élevés et les inconvénients opérationnels d'une machine HMC, car celle-ci offre une cohérence et une vitesse inégalées en usinant trois ou quatre côtés d'une pièce moulée OEM complexe et à grand volume en une seule opération parfaitement concentrique.
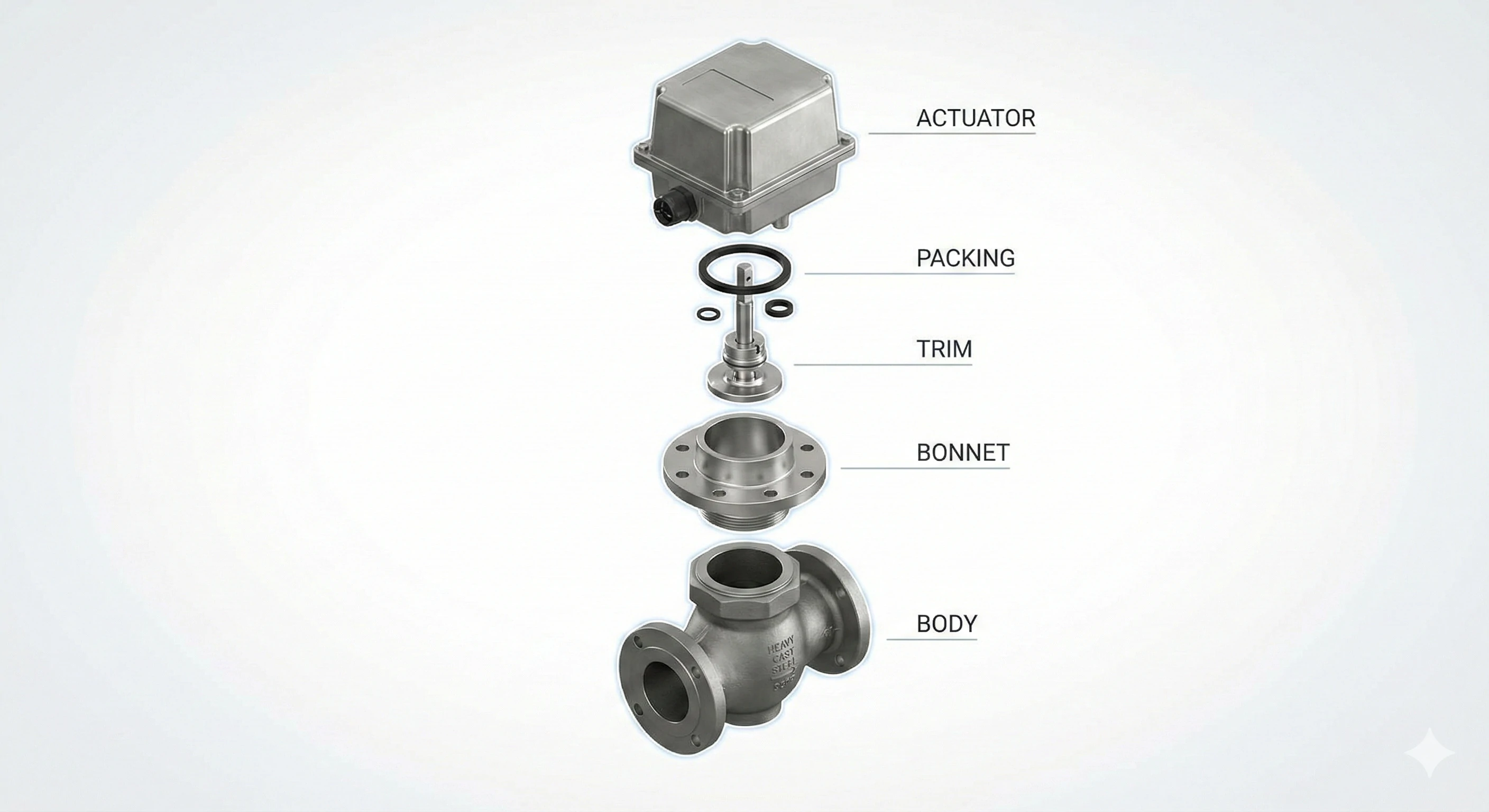
Le pivot B2B révèle exactement pourquoi ces machines coûteuses dominent les ateliers de fabrication haut de gamme. Le meilleur exemple est le défi « Valve Body ». Un corps de valve en acier inoxydable moulé ou Corps de pompe nécessite un usinage de précision sur 3 ou 4 côtés différents afin de créer des brides et des filetages internes parfaitement alignés. Vous utilisez un centre d'usinage horizontal (HMC) pour usiner un collecteur hydraulique à 4 voies où la précision est obligatoire.
Le verdict final sur la production à grand volume
L'avantage du centre d'usinage horizontal (HMC) est indéniable pour ces pièces complexes. Si nous utilisons un centre d'usinage vertical (VMC), l'opérateur doit débloquer et retourner manuellement le corps de vanne 4 fois, ce qui introduit une marge d'erreur humaine. Sur une HMC, nous le montons sur un tombstone rotatif, et la machine découpe les quatre côtés en une seule opération parfaitement concentrique. Le verdict est clair : le coût élevé de configuration d'une HMC est compensé par une cohérence et une vitesse inégalées sur les pièces moulées OEM complexes et à grand volume.
| Facteur de production | Approche VMC | Approche HMC |
|---|---|---|
| Retournement de pièces | Dégrippage manuel (4 fois) | Mouvement rotatif automatisé |
| Erreur humaine | Risque élevé lors du repositionnement | Éliminé en une seule opération |
| Concentricité | Difficile à maintenir d'un côté à l'autre | Fonctionnement parfaitement concentrique |
| Composant idéal | Supports simples | Corps de soupape, carters de pompe |
Conclusion
En résumé, les HMC sont coûteuses, encombrantes et difficiles à configurer. Mais pour la production multifacette et intensive, elles sont inégalées. Le secret d'une fabrication rentable réside dans l'adéquation entre la complexité de la pièce et la machine appropriée. Nous positionnons notre usine comme un investisseur avisé, en utilisant une mentalité axée sur les outils appropriés afin de protéger votre budget.
Vous avez besoin d'un usinage de précision pour vos pièces moulées brutes ? Nous exploitons un atelier équilibré composé de centres d'usinage verticaux (VMC) pour les supports simples et de centres d'usinage horizontaux (HMC) haut de gamme pour les composants complexes de vannes et de pompes. Envoyez-nous votre dessin pour un examen complet de la fabrication.
Foire aux questions (FAQ Schema)
Le VMC ou le HMC, lequel est le plus efficace pour éliminer les métaux lourds ? En général, une HMC est nettement supérieure pour l'enlèvement de métaux lourds. Comme les copeaux tombent librement, vous n'avez pas à « recouper » les copeaux, ce qui abîme les outils. Les HMC sont également généralement beaucoup plus rigides. lits en fonte pour gérer les vibrations liées à une coupe agressive.
Qu'est-ce qu'une pierre tombale dans l'usinage CNC ? Une pierre tombale est une colonne haute à plusieurs côtés (généralement 4) qui se monte sur la table rotative d'un centre d'usinage horizontal. Elle permet aux opérateurs de boulonner des dizaines de pièces à la colonne. La machine peut ensuite faire tourner la pierre tombale pour accéder à plusieurs côtés de chaque pièce en un seul cycle.
Pourquoi les HMC coûtent-ils tellement plus cher que les VMC ? Les HMC comprennent presque toujours un changeur automatique de palettes (afin que la machine ne s'arrête jamais pendant que l'opérateur charge la pièce suivante), une table rotative à 4 axes et un système de gestion des copeaux à usage intensif. Il s'agit généralement d'options coûteuses pour une VMC, mais elles sont indispensables au bon fonctionnement d'une HMC.
Notes de bas de page
1. Comprendre comment les entreprises déterminent la répartition la plus efficace des ressources financières.
2. Découvrez les principes fondamentaux et les applications industrielles des fraiseuses à commande numérique.
3. Aperçu du processus de prototypage et de son importance dans la validation de la fabrication moderne.
4. Découvrez comment les tables rotatives permettent un positionnement complexe sur plusieurs axes lors des processus d'usinage automatisés.
5. Informations sur la manière dont les systèmes de convoyage automatisés gèrent et éliminent les copeaux métalliques industriels en toute sécurité.
6. Apprenez à identifier et à résoudre les contraintes de capacité dans les environnements de production automatisés.
7. Définition de base et importance économique de l'utilisation de matières premières non traitées dans les processus industriels.
8. Découvrez les principes physiques du retrait des métaux et l'importance cruciale de l'élimination des copeaux.
9. Aperçu de la mécanique des pompes industrielles et nécessité d'utiliser des corps de pompe usinés avec précision.