
Dans l'industrie manufacturière moderne, les perceuses se divisent en deux grandes catégories : les perceuses manuelles et les centres de perçage CNC. Alors que les perceuses manuelles traditionnelles reposent sur une intervention humaine, les centres CNC automatisés utilisent une programmation informatique pour offrir la précision exceptionnelle requise pour les pièces OEM à grand volume.

Examinons ces deux catégories afin d'expliquer leurs avantages, leurs inconvénients et pourquoi il est important de passer à des machines plus perfectionnées.
Type 1 : Perceuses manuelles (les outils traditionnels)

Lorsque nos ingénieurs examinent méthodes de production traditionnelles , nous constatons souvent les coûts cachés du travail manuel. Le fait de compter sur des mains humaines pour alimenter un foret peut entraîner la mise au rebut de pièces et des retards de livraison. Nous avons abandonné ces méthodes traditionnelles depuis longtemps afin de garantir que chaque lot de nos accessoires de douche réponde à vos normes de qualité strictes.
Les perceuses manuelles sont entièrement actionnées à la main, ce qui nécessite qu'un opérateur tire physiquement sur un levier pour enfoncer le foret dans le métal. Elles sont rentables pour les tâches simples, mais sont très sujettes aux erreurs humaines et aux imprécisions cumulées lors de la production en série.

Sous-types courants de perceuses manuelles
Le forage est la méthode la plus courante processus d'usinage dans le monde. Il permet de créer un trou rond dans un matériau solide, ouvrant ainsi la voie au taraudage, au filetage et à l'assemblage. Historiquement, le perçage était simplement classé en fonction de la taille de la machine, par exemple les modèles d'établi ou les modèles au sol. Aujourd'hui, on distingue deux sous-types principaux dans les opérations manuelles.
Le perceuse à colonne est la machine standard que l'on trouve dans presque tous les ateliers. Elle convient parfaitement pour percer des trous simples dans des plaques plates. Cependant, elle manque de la flexibilité nécessaire pour la production à grande échelle. La perceuse à bras radial est une machine manuelle massive. Elle est équipée d'une tête de perçage qui coulisse le long d'un bras pivotant. Cette conception est principalement utilisée pour percer des pièces moulées lourdes et de grande taille qui ne peuvent pas être facilement déplacées dans l'atelier.
Les avantages et les inconvénients du fonctionnement manuel
Les machines manuelles sont peu coûteuses à l'achat et très faciles à configurer pour un seul trou. Aucune programmation informatique n'est nécessaire pour les faire fonctionner. Cependant, leurs inconvénients sont importants pour les achats B2B. Le processus est lent pour la production de masse. De plus, ces machines ne peuvent pas changer d'outils automatiquement. Elles dépendent fortement de la précision humaine, ce qui les rend sujettes à des erreurs « cumulées » qui peuvent ruiner de grandes séries d'assemblage.
| Caractéristique | Perceuse à colonne | Perceuse radiale |
|---|---|---|
| Conception de la machine | Dimensions standard de l'atelier | Châssis massif et robuste |
| Mode de fonctionnement | Tirer le levier pour les plaques plates | La tête de perçage coulisse sur un bras pivotant |
| Best Application | Simple holes in small parts | Large, heavy castings |
Type 2 : Centres d'usinage/de perçage CNC (les centres de précision)

D'après notre expérience dans l'exportation de quincaillerie en verre vers les États-Unis et l'Europe, les clients exigent une cohérence absolue. Un seul trou mal aligné peut interrompre tout un projet d'installation sur site, ce qui vous coûte du temps et de l'argent. Nous nous appuyons sur des systèmes automatisés pour éliminer ces risques et offrir une tranquillité d'esprit totale aux responsables des achats.
Les centres d'usinage à commande numérique (CNC) utilisent des programmes informatiques sophistiqués pour déterminer la vitesse, la profondeur et l'emplacement exacts de chaque trou. L'opérateur n'a qu'à charger la pièce, et la machine exécute les opérations de perçage avec une rigidité extrême et une répétabilité parfaite.

Comment fonctionne le forage automatisé
Les fraiseuses et tours CNC effectuent des opérations de perçage avec une rigidité extrême. Ils utilisent Changeurs d'outils automatiques (ATC) pour passer sans difficulté d'un foret pilote à un foret principal, puis directement à un outil de taraudage. Cette automatisation élimine complètement l'opérateur du processus de coupe, garantissant ainsi une qualité constante.
Avantages de la technologie CNC
Le plus grand avantage est la répétabilité absolue. Le trou numéro un et le trou numéro dix mille seront parfaitement identiques. La vitesse est un autre facteur important. Les techniques telles que le « perçage par peck », qui consiste à éliminer les copeaux des trous profonds, sont effectuées automatiquement en quelques secondes. De plus, les machines CNC peuvent facilement traiter des géométries complexes. Elles peuvent percer des trous à des angles précis sur des pièces à plusieurs côtés, telles que le corps d'une pompe, en utilisant des tables rotatives avancées. Les seuls véritables inconvénients sont le coût initial élevé de la machine et le besoin constant de programmeurs qualifiés.
| Fonction | Perçage manuel (par exemple, perceuse à colonne) | Perçage CNC (centre d'usinage) |
|---|---|---|
| Idéal pour | Prototypage, réparations ponctuelles, supports simples | Production en série, moulages OEM complexes |
| Précision | Bonne (+/- 0,1 mm selon l'opérateur) | Exceptionnelle (+/- 0,005 mm) |
| Changement d'outil | Manuel (lent) | Automatique (en quelques secondes) |
| Coût d'installation | Faible | Élevé (programmation et fixation) |
| Coût par pièce (volume élevé) | Élevé (main-d'œuvre intensive) | Faible (automatisé) |
Le défi du perçage des pièces moulées en métal

Lorsque nous traitons des matières premières destinées à la fabrication de systèmes de garde-corps robustes, nous sommes constamment confrontés à des variations de densité des matériaux. L'utilisation d'outils standard pour travailler l'acier inoxydable résistant peut facilement endommager les mèches, ce qui entraîne des retards coûteux pour vos commandes. Nous avons optimisé nos stratégies d'outillage et nos machines afin de venir à bout de ces matériaux résistants sans ralentir notre calendrier de production.
Les pièces moulées brutes, en particulier celles en acier inoxydable et en fer, présentent souvent une dureté variable ou une surface extérieure résistante. Les machines CNC pallient ce problème en surveillant la charge de la broche et en ajustant automatiquement les vitesses d'avance afin de percer les zones dures sans effort et en toute sécurité.
Les risques liés à l'utilisation manuelle des pièces moulées
L'un des principaux risques liés au perçage manuel est l'erreur humaine lors des coupes difficiles. Un opérateur humain peut exercer une pression trop forte lorsqu'il rencontre un point difficile dans le métal. Cette force soudaine et non calibrée peut facilement casser le foret à l'intérieur d'une pièce moulée de grande valeur, ruinant ainsi complètement la pièce. Lors de la production de matériel haut de gamme, ce taux de rebut est inacceptable.
La solution CNC pour les endroits difficiles d'accès
Les machines modernes résolvent ce problème de manière intelligente. Les machines CNC surveillent en permanence la « charge de broche » pendant le cycle de coupe. Elles utilisent des forets carbure spécialisés « à refroidissement interne » pour pénétrer acier inoxydable sans effort. Cette technologie garantit que l'outil reste froid et tranchant.
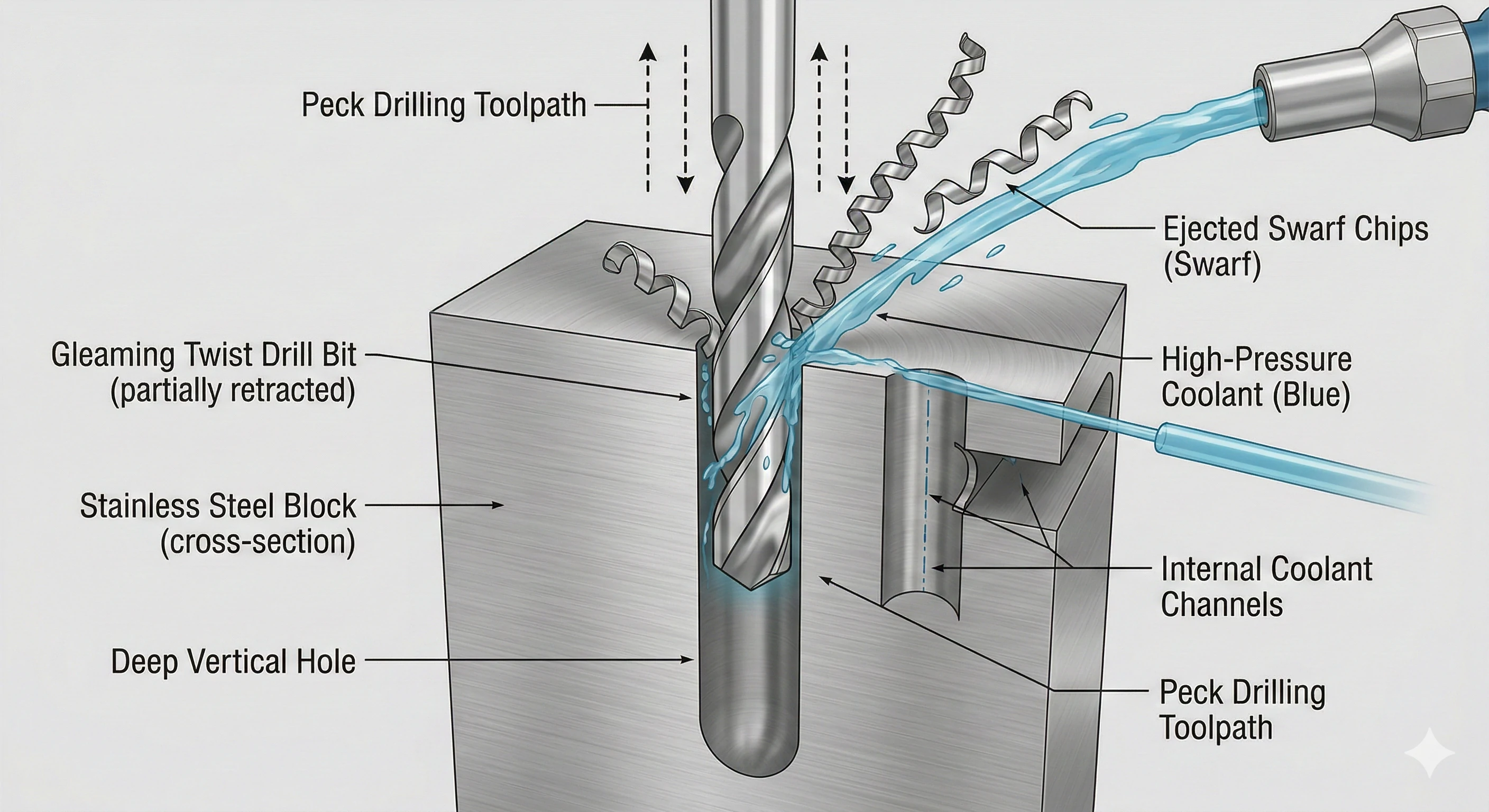
Comprendre le forage par percussion
Le perçage par percussion est une technique essentielle utilisée pour créer des trous profonds. Le foret s'enfonce légèrement dans le métal, puis se rétracte rapidement pour dégager le copeaux métalliques , également appelés copeaux, puis replonge. Les machines CNC effectuent cette action automatiquement. Ce mouvement répétitif empêche le foret de surchauffer et de se casser.
| Défi de perçage | Risque lié aux machines manuelles | Solution pour machines CNC |
|---|---|---|
| Points durs matériels | L'opérateur appuie trop fort, le foret se casse | Surveille la charge de la broche, ajuste la vitesse d'avance |
| Perçage profond | Le nettoyage manuel des copeaux n'est pas systématique | Le perçage par peckage automatique élimine rapidement les copeaux |
| Gestion thermique | Le liquide de refroidissement appliqué à l'extérieur est faible | Liquide de refroidissement à travers la broche pour une pénétration sûre |
Pourquoi vos pièces OEM nécessitent un perçage CNC

Nous comprenons que nos clients B2B ont besoin de composants qui s'adaptent parfaitement dès leur sortie de l'emballage. Les problèmes liés à des modèles de boulons incompatibles sur un chantier vous font perdre du temps et réduisent vos marges bénéficiaires. Nos chaînes de production utilisent une programmation avancée pour garantir que chaque pièce que vous recevez s'adapte parfaitement à vos systèmes existants.
Le perçage manuel ne peut garantir un alignement précis sur des centaines de pièces, ce qui rend le perçage CNC obligatoire pour les pièces moulées OEM de haute précision. Le CNC garantit des diamètres de cercle de boulonnage (BCD) parfaits et utilise un taraudage rigide pour s'assurer que les filetages internes ne s'abîment jamais.
Assurer l'alignement des brides
Si vous assemblez deux brides de soupape , les trous de boulons doivent être parfaitement alignés. Le perçage manuel ne peut tout simplement pas garantir ce niveau de précision sur des centaines de pièces. L'usinage CNC garantit des diamètres de cercle de boulonnage (BCD) parfaits, une dimension critique sur laquelle les ingénieurs s'appuient pour assurer la sécurité des assemblages mécaniques.
Maîtriser les filetages de précision
Le perçage n'est que la première étape du processus de fabrication. Le taraudage, qui consiste à découper des filetages internes, nécessite une synchronisation parfaite entre la rotation et la profondeur. Le « taraudage rigide » CNC garantit que les filetages ne s'abîment jamais, assurant ainsi un ajustement sûr pour chaque vis et chaque boulon. Cette capacité technique montre aux ingénieurs que nous comprenons les défis réels liés à l'assemblage de pièces mécaniques.
Foire aux questions
Qu'est-ce qu'une perceuse à plusieurs têtes ? Une perceuse à plusieurs têtes est un type de perceuse manuelle qui comporte plusieurs têtes de perçage montées en ligne sur une seule longue table. Elle permet à l'opérateur de faire glisser une pièce d'une perceuse à l'autre, par exemple d'une perceuse centrale à une perceuse principale, puis à un taraud, sans changer d'outil. Aujourd'hui, cette méthode traditionnelle est largement remplacée par des changeurs d'outils automatiques à commande numérique.
Une fraiseuse CNC peut-elle percer des trous ? Oui ! Dans l'industrie manufacturière moderne, les perceuses CNC autonomes sont en réalité assez rares. Les usines utilisent plutôt des centres d'usinage verticaux ou horizontaux CNC pour effectuer toutes les opérations de perçage, d'alésage et de taraudage, en plus de la découpe de surfaces planes.
Conclusion
Les perceuses manuelles sont idéales pour le garage, mais les perceuses CNC sont conçues pour la chaîne d'approvisionnement mondiale. Ne laissez pas les dimensions critiques de vos composants moulés à la merci de l'erreur humaine. Nous utilisons des centres d'usinage CNC avancés pour percer, aléser et tarauder vos pièces moulées de précision avec une précision au micron près. Envoyez-nous votre fichiers CAO pour obtenir un devis complet de fabrication.
Notes de bas de page
1. Aperçu des applications du verre architectural dans le bâtiment et la construction.
2. Histoire et principes des techniques de production de masse dans le secteur manufacturier.
3. Explication détaillée des différents procédés d'usinage utilisés dans l'industrie.
4. Guide sur le fonctionnement et les utilisations courantes des perceuses à colonne.
5. Comment les changeurs d'outils automatiques améliorent l'efficacité des machines CNC.
6. Découvrez le processus de moulage à la cire perdue pour les pièces complexes.
7. Propriétés et applications industrielles des alliages d'acier inoxydable.
8. Informations sur la gestion des copeaux et des résidus métalliques dans l'usinage.
9. Spécifications techniques et normes relatives aux brides mécaniques.






