
Lorsque notre usine augmente sa production pour composants métalliques complexes , nous sommes souvent confrontés à des cycles longs et à une usure importante des outils. Le recours exclusif à des configurations verticales standard peut entraîner des goulots d'étranglement importants lors de la livraison de milliers de pièces de précision. En utilisant des technologies avancées centres d'usinage , Nous surmontons ces obstacles liés à la production et fournissons des composants de haute qualité de manière efficace.
Les principaux avantages du fraisage horizontal comprennent une évacuation des copeaux assistée par gravité supérieure, un usinage continu sur plusieurs côtés avec des tombstones rotatifs, un temps de broche ininterrompu grâce à des changeurs de palettes automatiques et une rigidité extrême pour les coupes lourdes sur des pièces moulées métalliques complexes.
Découvrons comment cette configuration technique transforme la découpe des métaux et améliore l'efficacité de la production.
Comment l'évacuation des copeaux assistée par gravité améliore-t-elle le fraisage horizontal ?

Au cours de nos opérations quotidiennes d'usinage de matériaux durs, piégés copeaux métalliques provoquent souvent une accumulation intense de chaleur et endommagent la surface finale. Cela oblige à arrêter fréquemment les machines et augmente les coûts d'outillage. En orientant la broche parallèlement au sol, nous éliminons complètement ce problème et assurons le bon déroulement de notre production.
L'évacuation des copeaux assistée par gravité améliore le fraisage horizontal en permettant aux copeaux métalliques de tomber naturellement de la zone de coupe dans un convoyeur. Cela empêche la fraise de recouper ses propres copeaux, ce qui réduit considérablement la chaleur, préserve la durée de vie de l'outil et garantit des finitions de surface exceptionnelles.

La physique de la découpe du métal génère d'énormes quantités de débris et de chaleur. Sur une machine verticale standard, la découpe de poches profondes signifie que les copeaux métalliques restent à l'intérieur du trou. La fraise finit alors par « re-couper » ses propres copeaux. Cette friction indésirable génère une chaleur importante, détériore la finition de surface et casse fréquemment les outils. À l'inverse, un centre d'usinage horizontal (HMC) utilise la gravité à votre avantage. Lorsque la broche horizontale découpe la face verticale de la pièce, les copeaux tombent simplement dans le convoyeur situé en dessous.
L'impact sur la durée de vie des outils et les matériaux
Lorsque nous usinons des matériaux durs tels que Acier inoxydable 316 ou Duplex 2205, la gestion de l'usure des outils est un facteur de coût essentiel. Comme les copeaux tombent au lieu de s'accumuler dans la poche, l'outil de coupe ne traîne pas de copeaux d'acier trempé sur la surface fraîchement coupée. Il en résulte une finition plus propre et plus lisse. Cela signifie également que la durée de vie des outils augmente jusqu'à 30 %. Nous pouvons faire fonctionner nos machines plus rapidement et plus longtemps sans remplacer les coûteux fraises en carbure .
| Caractéristique | Centre d'usinage vertical (VMC) | Centre d'usinage horizontal (HMC) |
|---|---|---|
| Orientation de la broche | Verticale | Horizontale (parallèle au sol) |
| Emplacement des puces | Les puces se trouvent à l'intérieur du trou | Les puces tombent dans le convoyeur |
| Usure des outils | Risque élevé de rupture des outils en raison des reprises de coupe | Augmentation de la durée de vie des outils pouvant atteindre 30 % |
| Qualité de surface | Finition de surface endommagée par des copeaux coincés | Finitions de surface exceptionnelles |
En évitant de recouper les copeaux, le choc thermique à l'outil de coupe est minimisée. Dans notre atelier d'usinage, nous constatons une différence flagrante lors du profilage de cavités profondes. Alors qu'une machine VMC peine à retoucher les copeaux, une machine HMC élimine facilement le matériau. Le fraisage horizontal améliore-t-il la finition de surface ? Oui. Cette efficacité nous permet de maintenir des tolérances serrées sur de grands lots de composants industriels sans avoir à nous interrompre constamment pour souffler manuellement les copeaux à l'air comprimé.
Qu'est-ce que l'usinage multiface en une seule opération ?
Lorsque nos ingénieurs conçoivent des flux de travail pour des composants à plusieurs faces, le repositionnement manuel des pièces entraîne des risques importants d'alignement et ralentit la livraison. Chaque fois qu'un opérateur touche la pièce pour la retourner, erreurs de tolérance d'empilement peut se produire. Nous utilisons des dispositifs rotatifs avancés pour usiner tous les angles nécessaires en une seule opération, garantissant ainsi une concentricité parfaite.
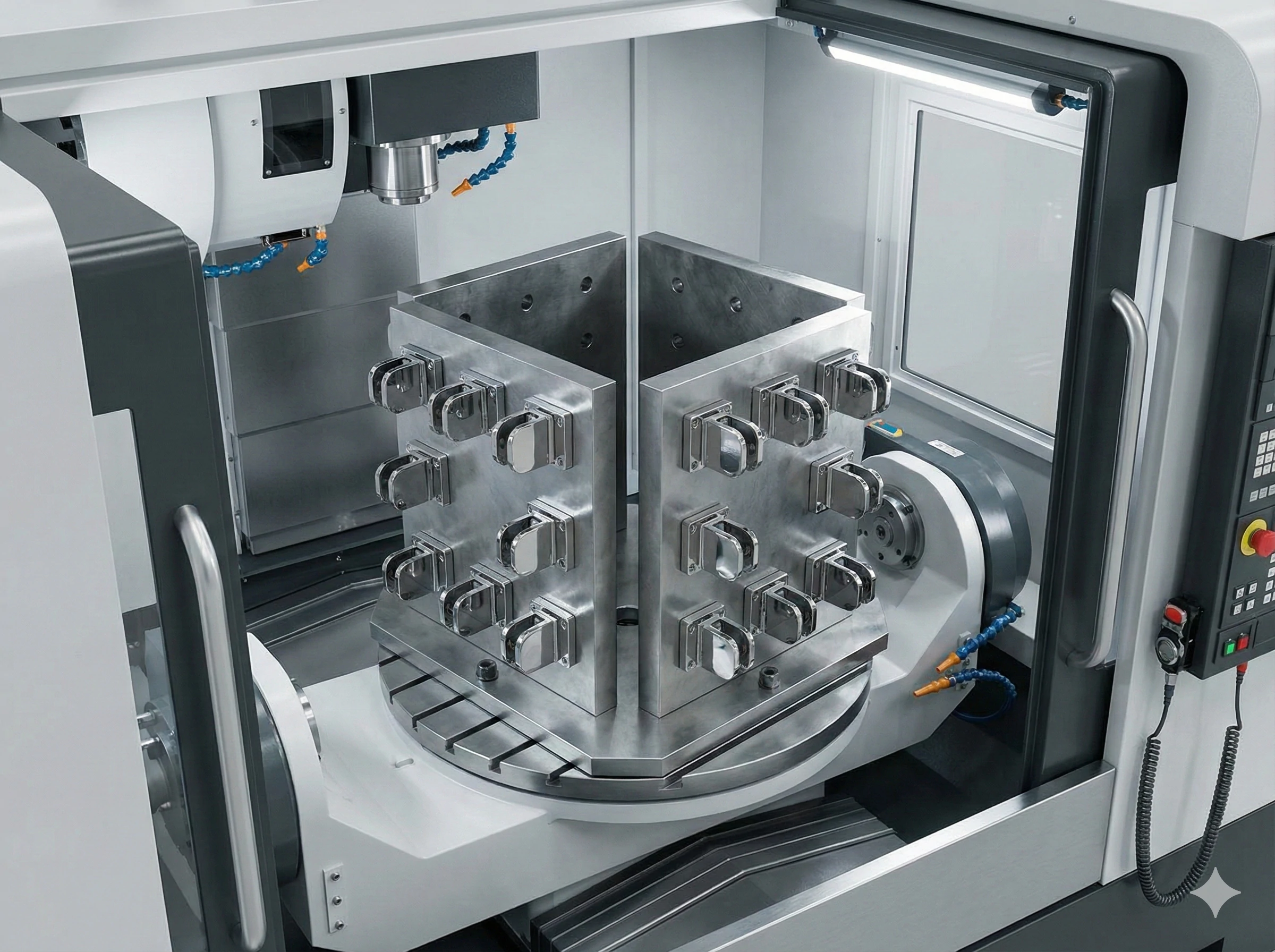
L'usinage multiface tout-en-un utilise une table rotative et un dispositif de fixation à tombstone pour serrer une pièce une seule fois. La machine fait automatiquement tourner le tombstone pour accéder à plusieurs faces, ce qui élimine le repositionnement manuel, évite les erreurs de tolérance d'empilement et garantit une concentricité parfaite.
Pour usiner les quatre côtés d'un bloc carré sur une fraiseuse verticale, l'opérateur doit desserrer, retourner et resserrer la pièce quatre fois. Chaque fois qu'un être humain touche la pièce, il y a un risque de désalignement, appelé erreur de tolérance cumulative. L'élimination de ce risque est le principal argument de vente pour nos clients B2B qui exigent une précision absolue.
Le pouvoir du luminaire Tombstone
Les HMC résolvent complètement ce problème d'alignement en utilisant un 4e axe table tournante et un dispositif « Tombstone ». Vous serrez la pièce une seule fois, et la machine fait pivoter le dispositif Tombstone pour accéder automatiquement à trois ou quatre côtés de la pièce. Cette approche « Done-in-One » (tout en un) est un terme très reconnu dans l'industrie qui communique immédiatement l'efficacité et la précision aux ingénieurs. Si nous usinons un corps de vanne moulé, les brides d'entrée et de sortie seront parfaitement parallèles car elles ont été coupées dans exactement la même configuration.
| Processus d'usinage | Fréquence de serrage | Risque d'erreur humaine | Alignement résultant |
|---|---|---|---|
| Traitement VMC | Desserrer, retourner et resserrer 4 fois | Risque élevé d'erreur de tolérance d'empilement | Risque de désalignement |
| Traitement HMC | Serrer la pièce une seule fois | Éliminé (rotation automatisée) | Concentricité et alignement parfaits |
Pour les projets complexes, il est primordial de s'assurer que toutes les caractéristiques géométriques s'imbriquent parfaitement les unes dans les autres. Quels types de pièces conviennent le mieux à un centre d'usinage horizontal (HMC) ? Les pièces cubiques à plusieurs côtés sont idéales. Parmi les exemples courants, on peut citer les blocs moteurs, les boîtes de vitesses, les supports aérospatiaux, les corps de pompe et les corps de vannes industrielles. Si la pièce nécessite un perçage ou un fraisage sur plus de deux côtés, un centre d'usinage horizontal est généralement le bon choix. En fixant des dizaines de pièces moulées brutes sur un support Tombstone HMC personnalisé, nous obtenons une efficacité de production de masse et éliminons le temps de manipulation qui nuit aux méthodes d'usinage traditionnelles.
Comment les changeurs automatiques de palettes assurent-ils un temps de broche ininterrompu ?

Lorsque nous traversons notre atelier de production, nous savons qu'une broche inactive signifie une perte de temps et des retards de livraison pour nos partenaires. Sur une machine standard, le chargement des matières premières oblige l'équipement à s'arrêter complètement. Pour remédier à ce goulot d'étranglement, nous intégrons des systèmes de changement automatique de palettes qui nous permettent de préparer le lot suivant pendant que le lot en cours est encore en cours de découpe.
Les changeurs automatiques de palettes permettent un temps de broche ininterrompu en permettant à un opérateur de décharger en toute sécurité les composants finis et de charger les pièces moulées brutes sur une palette secondaire à l'extérieur de la machine, tandis que la palette principale est en cours d'usinage à l'intérieur de l'enceinte.

Le goulot d'étranglement de la fabrication traditionnelle réside dans les temps d'arrêt des machines. Sur une machine standard, lorsque l'opérateur charge les matières premières, la machine est mise en pause. Pendant cette période de configuration, elle ne génère aucun revenu et ne produit aucune pièce. Cette inefficacité augmente considérablement la durée totale du projet et le coût unitaire final.
Optimisation du débit grâce aux palettes doubles
La plupart des HMC sont équipées en série d'un changeur automatique de palettes (APC). Le flux de travail est remarquablement efficace : la machine découpe les pièces sur la « palette A » à l'intérieur de l'enceinte. Pendant ce temps, l'opérateur se trouve à l'extérieur de la machine, où il décharge en toute sécurité les pièces finies et charge les pièces moulées brutes sur la « palette B ». Lorsque la palette A est terminée, elles sont échangées en quelques secondes. Ce fonctionnement continu permet d'obtenir un débit maximal et un coût unitaire réduit pour les productions à grand volume.
| Configuration de la machine | Action de chargement de l'opérateur | État de la broche pendant le chargement | Débit de production |
|---|---|---|---|
| Machine standard | Charges à l'intérieur de la machine | Pause / Aucune pièce produite | Efficacité réduite |
| HMC avec changeur de palettes | Chargements à l'extérieur sur la palette B | Découpe active sur la palette A | Débit maximal |
Le fraisage horizontal est-il plus rapide que le fraisage vertical ? Pour une pièce simple, plate et unique, leur vitesse est à peu près identique. Cependant, pour une production de 500 pièces complexes, un centre d'usinage horizontal (HMC) est nettement plus rapide. La combinaison de changeurs de palettes, qui éliminent les délais de chargement, et de fixations tombstone, qui permettent d'usiner plusieurs pièces par cycle, réduit considérablement la durée totale du projet. Dans notre usine, le fait de maintenir la broche en rotation continue nous permet de répercuter ces économies de main-d'œuvre directement sur nos clients OEM.
Pourquoi une rigidité extrême est-elle cruciale pour les coupes lourdes ?

Lorsque nous traitons des pièces moulées industrielles de grande taille, les forces de coupe agressives peuvent provoquer de fortes vibrations et des vibrations de l'outil, ce qui entraîne des produits défectueux. Les fraiseuses verticales standard ne disposent souvent pas de la masse structurelle nécessaire pour absorber ces forces intenses. Nous nous appuyons sur l'architecture robuste des machines horizontales pour usiner des métaux épais de manière sûre et précise, garantissant ainsi une durabilité optimale.
Une rigidité extrême est essentielle, car elle permet à la machine d'absorber en toute sécurité les vibrations importantes générées lors d'une coupe agressive. Les centres d'usinage horizontaux utilisent des bancs en fonte massifs et des guides linéaires épais, ce qui leur permet d'effectuer des coupes beaucoup plus profondes et plus lourdes sans vibrer.

La production à grande échelle de matériel industriel nécessite des équipements capables de résister à d'énormes contraintes physiques. Les HMC sont construits avec des bâtis massifs et lourds en fonte, spécialement conçus pour absorber les vibrations. De plus, la tête de broche est généralement soutenue par des glissières lourdes ou épaisses. guides linéaires . Cette construction robuste contraste fortement avec les configurations verticales plus légères.
Enlèvement sécurisé de matière
Les capacités d'une HMC dépassent largement celles d'un équipement de fraisage standard. Elles peuvent effectuer des coupes beaucoup plus profondes et agressives qu'une VMC standard sans vibrer. Cette rigidité extrême est parfaite pour « évider » de grandes quantités de matière provenant de roues de pompes lourdes ou de gros équipements industriels. Lorsque nous recevons Pièces moulées de précision Dans notre atelier d'usinage, ils arrivent déjà sous une forme « Near-Net-Shape ». Cela signifie que seules les faces d'étanchéité et les filetages critiques doivent être usinés.
| Caractéristique | Construction HMC | Capacité d'usinage |
|---|---|---|
| Bâti de machine | Bâtis massifs et lourds en fonte | Absorbe les vibrations lors des opérations lourdes |
| Support de broche | Glissières robustes ou guides linéaires épais | Empêche les vibrations lors des coupes agressives |
| Enlèvement de matière | Environnement de coupe stable | Parfait pour l'enlèvement de matière |
Alors qu'une machine VMC est confrontée à des vibrations lors de l'enlèvement de matériaux lourds, une machine HMC usine facilement les alliages les plus résistants. Le maintien d'un environnement de coupe rigide garantit une précision dimensionnelle irréprochable des composants de grande taille. Nos opérateurs peuvent pousser l'outillage à ses limites optimales, réduisant ainsi les temps de cycle sans compromettre l'intégrité structurelle du produit final. La lourde base en fonte agit comme un amortisseur, garantissant que chaque coupe sur un corps de pompe ou un corps de vanne répond aux spécifications techniques exactes.
Conclusion
Le fraisage horizontal offre un meilleur contrôle des copeaux, un accès multilatéral et un fonctionnement continu. Bien que ces machines soient coûteuses, la réduction des temps de cycle et des erreurs humaines qui en résulte les rend inestimables pour la production de pièces complexes. En montant des dizaines de pièces moulées brutes sur un tombstone HMC personnalisé, nous obtenons une efficacité de production de masse. Nous répercutons ces économies de main-d'œuvre directement sur nos clients OEM, en leur fournissant des composants prêts à assembler à un prix très compétitif.
Vous avez besoin d'un moulage complexe à multiples facettes qui nécessite un usinage de précision à grande échelle ? Notre département CNC utilise un usinage horizontal avancé pour fournir des composants irréprochables. Envoyez-nous vos fichiers CAO pour obtenir un devis d'usinage CNC.
Notes de bas de page
1. Découvrez les principes fondamentaux du façonnage et du formage des métaux dans la fabrication industrielle.
2. Découvrez l'évolution et les capacités des machines-outils automatisées modernes.
3. Comprendre l'impact de la production de copeaux sur l'efficacité de l'usinage et la préservation des outils.
4. Passe en revue les propriétés et les applications courantes des alliages d'acier inoxydable de qualité marine.
5. Découvrez les différents types de fraises utilisés dans les applications industrielles.
6. Découvrez comment les changements rapides de température provoquent des contraintes structurelles dans les matériaux solides.
7. Plongez-vous dans les méthodes d'analyse des variations dans les assemblages de pièces mécaniques.
8. Examinez comment les dispositifs de positionnement de précision améliorent la précision du travail des métaux.
9. Comprendre le fonctionnement des roulements conçus pour permettre un mouvement libre dans une seule direction.






