Avez-vous déjà été confronté à des outils cassés ou à des arrêts de production lors de l'usinage de trous profonds ? Dans notre usine, nous savons que choisir le mauvais orientation du mandrin peut endommager des pièces moulées coûteuses et retarder les livraisons à nos clients. Dans un atelier d'usinage CNC Les termes « vertical » et « horizontal » font directement référence à l'orientation de la broche de la machine, et non au forage pétrolier. Nous vous expliquerons pourquoi l'angle de votre perceuse détermine la vitesse, le coût et la sécurité de la fabrication des composants OEM.
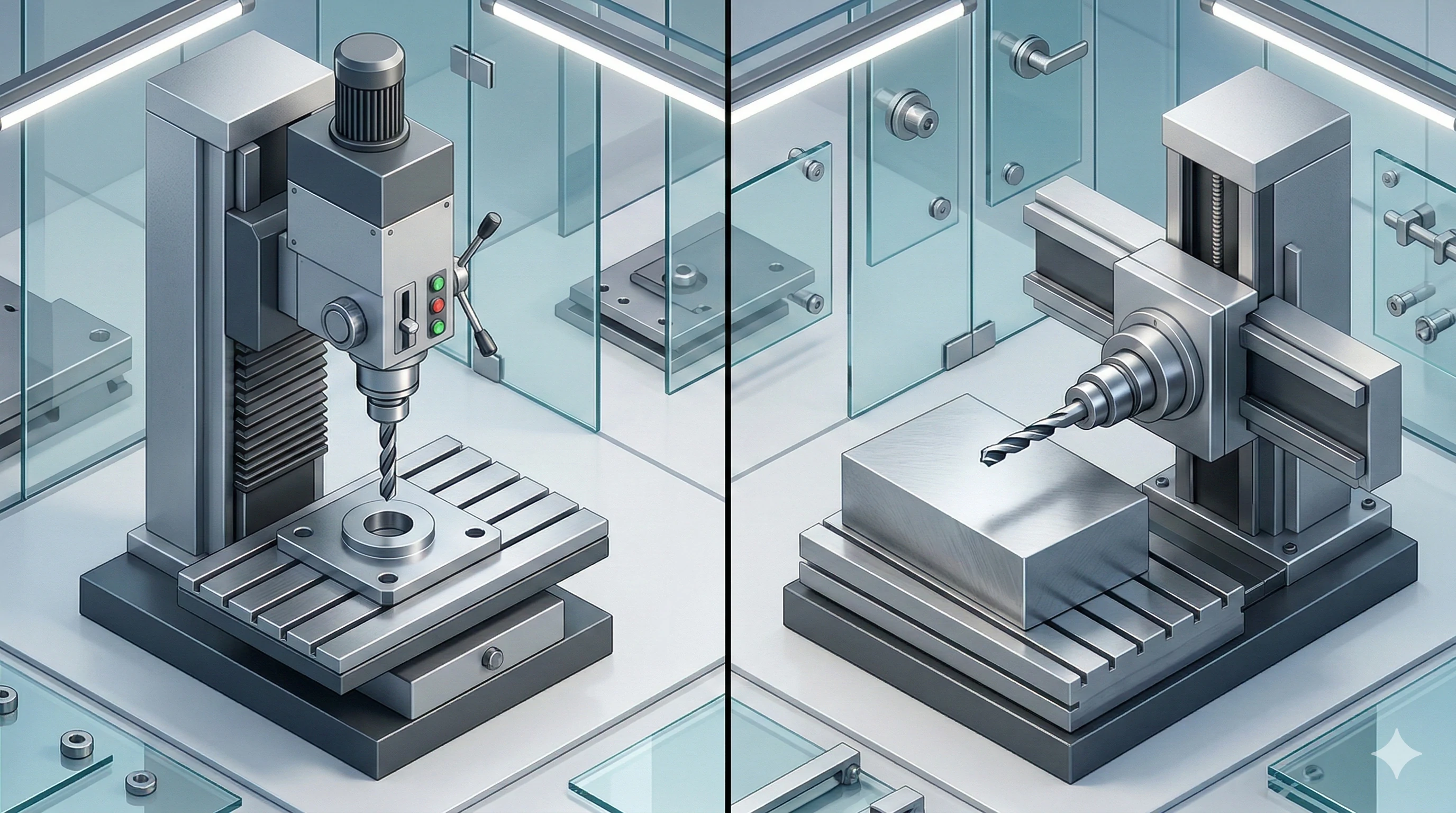
La principale différence réside dans l'orientation de la broche : le perçage vertical pointe le foret vers le bas, le long de l'axe Z, tandis que le perçage horizontal pointe le foret vers le côté, parallèlement au sol. Cette orientation modifie complètement l'évacuation des copeaux, la durée de vie de l'outil et la manière dont les pièces moulées lourdes sont manipulées.

Explorons ensemble l'impact de chaque méthode sur votre chaîne de production et déterminons celle qui convient le mieux à vos pièces spécifiques.
Qu'est-ce que le forage vertical (la norme industrielle) ?

Lorsque notre équipe met en place un nouveau lot de brides à base plate, nous sommes souvent confrontés à des budgets serrés et à des tolérances standard. Le serrage de pièces plates sur des machines complexes peut entraîner une perte de temps et d'argent. Nous utilisons des machines verticales standard pour ces tâches simples afin de réduire les coûts et d'assurer une grande visibilité.
Le perçage vertical utilise des machines telles que des perceuses à colonne et des centres d'usinage verticaux (VMC) où l'outil descend par le haut pour plonger dans le métal. La gravité pousse la pièce fermement contre la table, ce qui rend cette technique très rentable et idéale pour les plaques plates, les brides de base et les trous peu profonds.

Dans notre atelier d'usinage, nous utilisons fréquemment Centres d'usinage verticaux (VMC) . Le fonctionnement est simple : la pièce à usiner est posée à plat sur une table. La broche et le foret s'approchent du métal par le haut. Lorsque nous calibrons notre équipement, nous effectuons un contrôle qualité rigoureux afin que chaque trou réponde à des spécifications précises. Cela évite à nos clients de recevoir des produits de qualité inférieure.
Les principaux avantages des broches verticales
Nos opérateurs apprécient la bonne visibilité. Ils peuvent facilement voir directement dans la zone de travail pendant tout le cycle d'usinage. De plus, la gravité facilite le serrage. La force descendante de la perceuse pousse naturellement le composant dans le dispositif de fixation et la table. Les machines verticales sont généralement moins chères à l'achat et à l'équipement. Cela nous permet de maintenir des coûts de production bas pour nos clients. Nous gardons également en stock les pièces de rechange courantes pour nos dispositifs de fixation verticaux, afin de ne jamais subir de retards de livraison qui pourraient entraîner des pertes économiques pour nos acheteurs.
| Fonctionnalité | Détails |
|---|---|
| Machines courantes | Centres d'usinage verticaux (VMC) |
| Installation de la pièce | Repose à plat sur une table |
| Direction de l'outil | Descend par le haut |
| Meilleures applications | Plaques plates, brides de base et trous peu profonds |
Nous recommandons toujours cette méthode pour les géométries simples. Cependant, lorsque les trous sont profonds, cette approche verticale commence à montrer des limites importantes. Nous devons alors envisager d'autres orientations pour garantir la durabilité des pièces.
Qu'est-ce que le forage horizontal (la solution pour les travaux lourds) ?
Soulever un boîtier de pompe de 500 kg et le placer à la verticale sous une broche verticale est dangereux et inefficace. Nos ingénieurs avaient auparavant beaucoup de mal à manipuler ces pièces moulées massives. En passant à des configurations horizontales, nous avons éliminé ces difficultés de manipulation et amélioré nos capacités d'usinage multifaces.
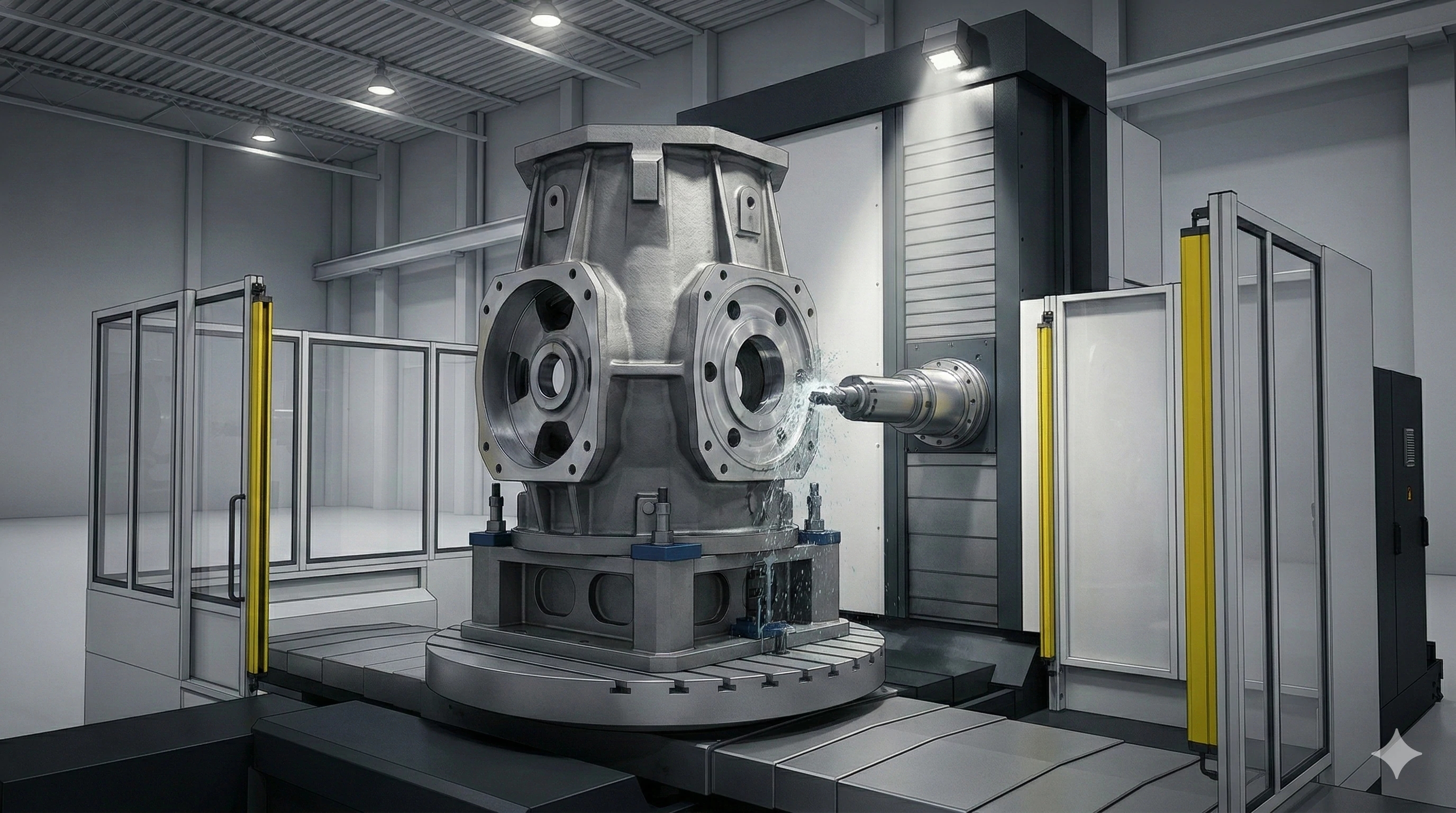
Le perçage horizontal oriente l'outil depuis le côté tandis que la pièce est montée verticalement sur une plaque angulaire ou un support vertical. Cette méthode est la solution robuste pour l'usinage de corps de soupapes, de carters de pompes, de collecteurs hydrauliques et de grandes pièces moulées à plusieurs côtés sans desserrage.
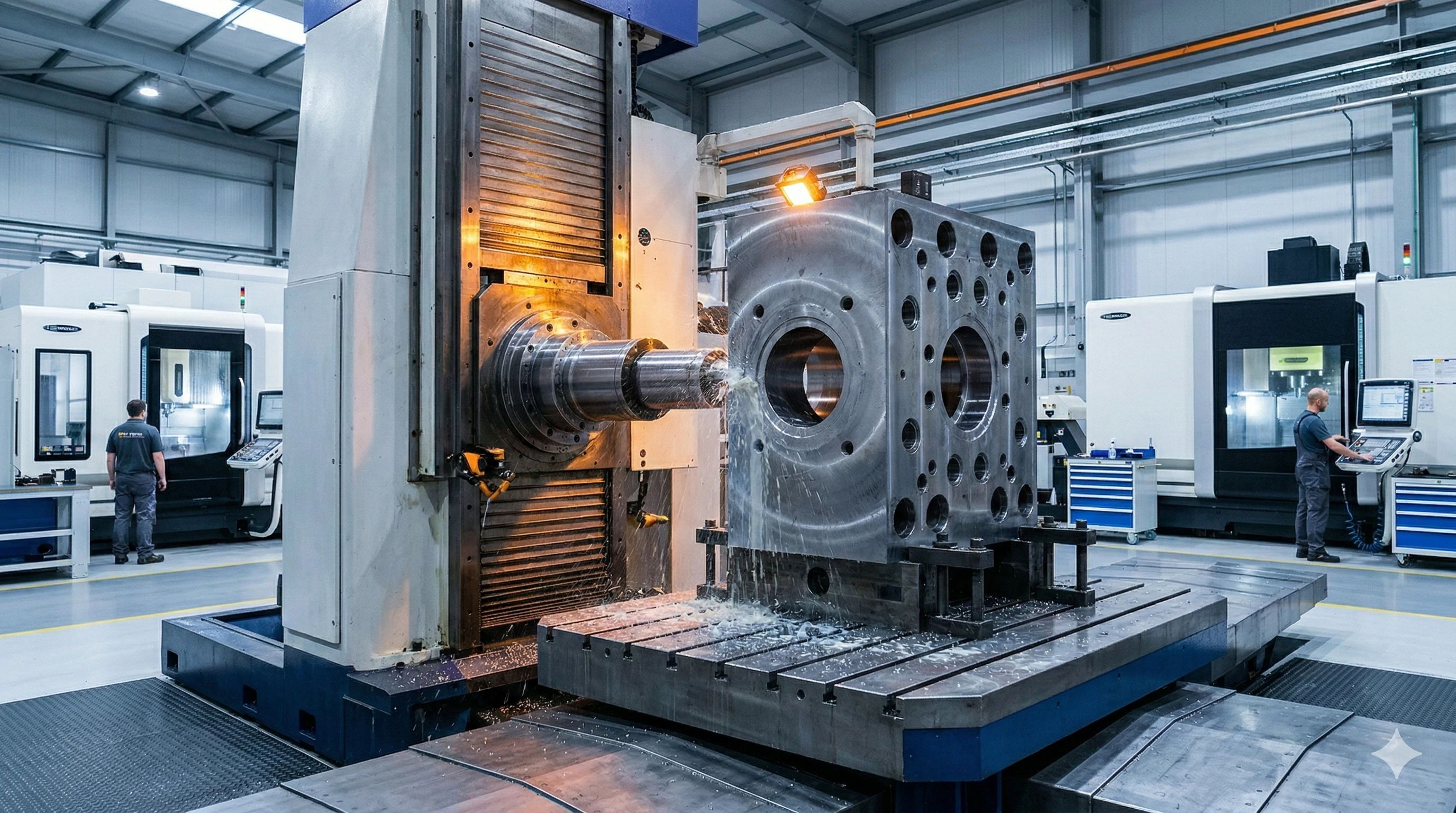
Lorsque nous recevons des commandes pour des composants industriels de grande taille, nous utilisons des centres d'usinage horizontaux (HMC) et Aléseuses horizontales (HBM) . Ces machines sont conçues pour supporter des charges importantes. Notre équipe d'ingénieurs évalue toujours les plans afin de déterminer si une approche horizontale permettrait d'obtenir de meilleures performances en termes de stabilité.
Accès multidirectionnel pour les pièces complexes
L'un des principaux avantages dont nous bénéficions est l'accès multidirectionnel. Vous pouvez percer l'avant, faire pivoter la table et percer les côtés sans avoir à desserrer la pièce. Cela réduit considérablement le temps de configuration et minimise les erreurs humaines dans notre usine. Cela signifie également que nous pouvons assurer une livraison porte-à-porte plus rapide, car nos cycles d'usinage sont plus efficaces.
Manipulation de pièces moulées massives
La manipulation de pièces lourdes devient beaucoup plus sûre. Les pièces moulées massives, telles que les Corps de pompe de 500 kg , sont beaucoup plus faciles à monter de manière sécurisée sur la table d'une fraiseuse horizontale que de rester debout sous une broche verticale. La stabilité est inégalée.
| Type d'application | Exemples |
|---|---|
| Contrôle des fluides | Corps de vannes, collecteurs hydrauliques |
| Pièces moulées lourdes | Corps de pompe |
| Géométrie complexe | Pièces moulées à multiples faces |
L'utilisation d'une configuration horizontale garantit que nos pièces robustes respectent des tolérances strictes. Le montage rigide et l'approche latérale permettent à nos outils de coupe de fonctionner de manière optimale. Cette approche est cruciale lorsque nous fabriquons du matériel complexe pour nos clients OEM. En maintenant la pièce immobile et en faisant tourner la table, nous conservons une précision absolue sur toutes les faces du composant.
Le problème du « trou profond » : pourquoi l'horizontal l'emporte-t-il ?
Avez-vous déjà entendu un foret se casser dans une cavité profonde ? C'est un bruit terrible qui signifie des pièces endommagées et des heures perdues. Nous sommes constamment confrontés à ce problème des trous profonds. Nous avons découvert que lutter contre la gravité est une bataille perdue d'avance, mais que travailler avec elle change tout.
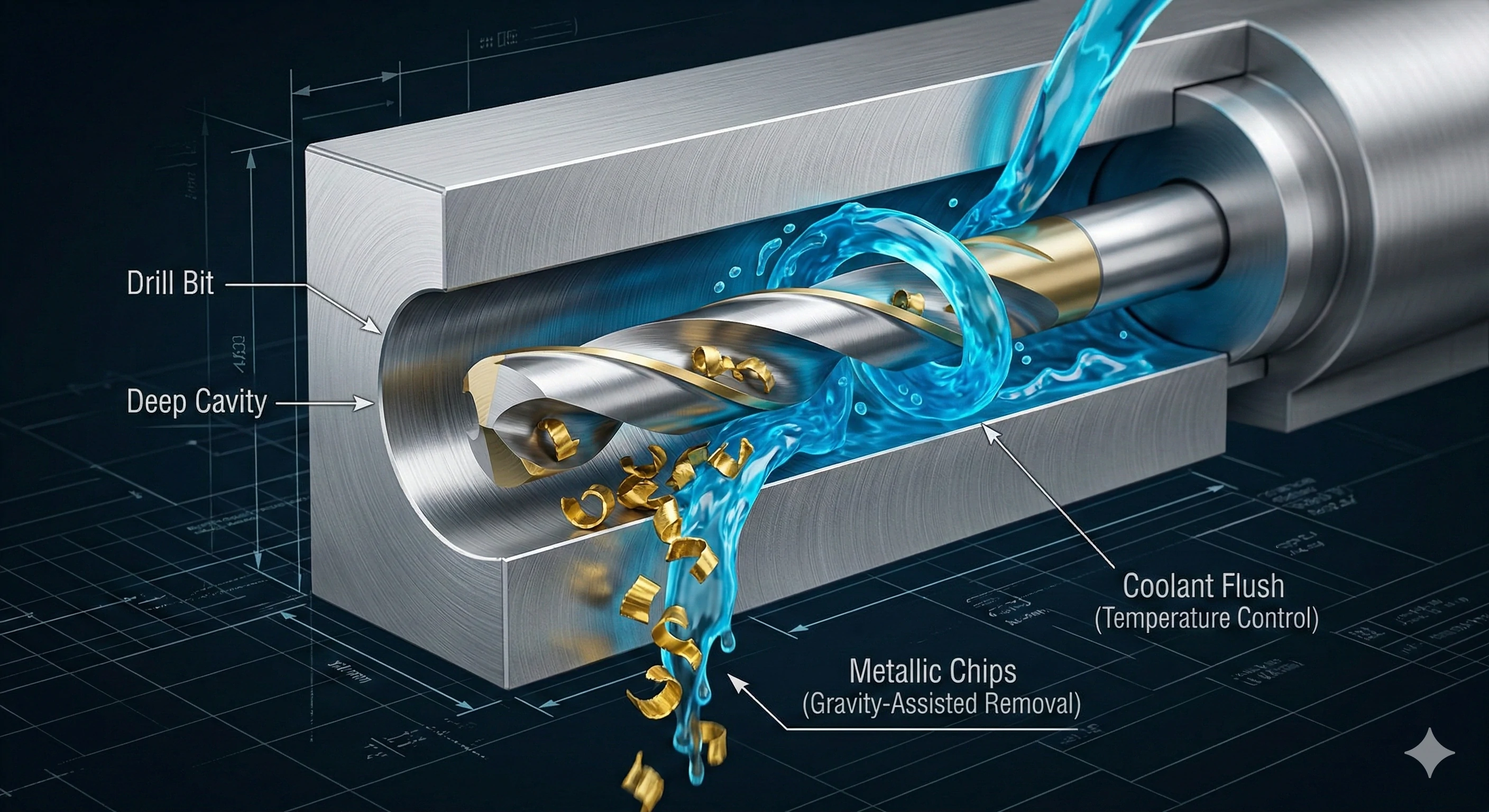
Dans le forage horizontal, la gravité extrait les copeaux métalliques du trou dès qu'ils sont coupés, tandis que le liquide de refroidissement rince parfaitement la cavité. Cela élimine le piégeage des copeaux et permet de réaliser des trous plus rapides, plus profonds et plus sûrs sans risque de rupture de l'outil.

C'est la différence technique la plus importante entre les deux méthodes. Examinons les difficultés rencontrées par la VMC. Lors du forage vertical d'un trou profond, le copeaux métalliques (copeaux) et le liquide de coupe restent coincés au fond du trou. Le foret recoupe ces copeaux, surchauffe et se brise. Pour éviter cela, nos opérateurs doivent utiliser « forage par picotage Cela signifie qu'il faut percer un peu, retirer les copeaux, puis recommencer, ce qui est extrêmement lent.
L'avantage horizontal pour l'évacuation des copeaux
La solution HMC est brillante car elle utilise la gravité à son avantage. L'outil étant horizontal, les copeaux tombent simplement du trou et se déposent sur le sol. Le liquide de refroidissement rince parfaitement le trou, maintenant ainsi la température idéale au niveau de l'arête de coupe.
| Caractéristique | Forage vertical | Forage horizontal |
|---|---|---|
| Évacuation des copeaux | Piégés au fond | Extirpés par gravité |
| Risque lié à l'outil | Surchauffe et se casse facilement | Plus sûr, moins de risques de casse |
| Vitesse | Incroyablement lente en raison du forage par peck | Forage continu plus rapide et plus profond |
En utilisant des machines horizontales pour ces tâches, nous garantissons que nos produits présentent des caractéristiques internes irréprochables. C'est ainsi que nous maintenons notre contrôle qualité rigoureux et évitons les retards de livraison coûteux. De plus, ce processus stable garantit que les produits finaux ont une excellente durabilité et ne tombent pas fréquemment en panne sur le terrain.
Technologie horizontale spécialisée : qu'est-ce que le forage au canon ?
Lorsque les clients exigent des canaux fluidiques parfaitement droits et exceptionnellement profonds dans des blocs métalliques solides, les forets standard dévient et échouent. Nous ne pouvons pas nous permettre de rejeter des pièces en raison d'un mauvais alignement interne. Pour résoudre ce problème, notre atelier a investi dans une technologie horizontale hautement spécialisée.
Le forage au canon est un procédé de forage horizontal hautement spécialisé qui utilise un foret long et droit dans lequel un liquide de refroidissement à haute pression est pompé directement à travers son centre. Le liquide de refroidissement expulse les copeaux par une rainure en forme de V, ce qui est essentiel pour obtenir des canaux fluides profonds et droits.

Le forage au canon était à l'origine utilisé pour fabriquer des canons de fusil, ce qui exige une extrême précision sur une longue distance. Dans notre application industrielle, il est absolument essentiel pour forer des canaux fluidiques profonds et droits à l'intérieur de solides. Collecteurs hydrauliques ou de longues broches de montage.
Fonctionnement du système de refroidissement à travers la broche
La technologie qui se cache derrière ce procédé est fascinante. Elle utilise un foret long et droit dans lequel un liquide de refroidissement à haute pression est pompé directement à travers un trou situé à l'intérieur du foret lui-même. Ce procédé est souvent appelé « Liquide de refroidissement à travers la broche Le fluide sous haute pression atteint l'extrémité même du tranchant.
Le liquide de refroidissement repousse ensuite les copeaux métalliques vers l'extérieur le long d'une rainure en forme de V située à l'extérieur de l'outil. Ce rinçage constant empêche l'accumulation de copeaux, qui se produisent lorsque les copeaux s'accumulent autour des rainures, bloquant le liquide de refroidissement et provoquant l'expansion et le grippage du métal.
| Composant | Fonction dans le forage au canon |
|---|---|
| Foret | Long et droit avec un trou interne |
| Système de refroidissement | Haute pression, pompé par le centre |
| Rainure en forme de V | Fournit un chemin de sortie pour les copeaux et le fluide |
En maîtrisant cette technique horizontale spécialisée, notre usine offre une précision inégalée pour les géométries internes complexes. C'est une autre façon pour nous de fournir du matériel stable et hautement performant à nos partenaires internationaux. Nous offrons également des capacités complètes de conception technique afin de vous aider à personnaliser ces canaux profonds pour votre application spécifique.
De quel processus vos pièces ont-elles besoin ?
Le choix de la bonne méthode d'usinage peut sembler difficile lorsque l'on examine des dessins techniques complexes. Un mauvais choix entraîne des devis gonflés et une mauvaise qualité des pièces. Nous travaillons en étroite collaboration avec nos clients pour analyser la géométrie des pièces et déterminer la méthode la plus efficace.
Le choix du procédé approprié dépend de la géométrie, de la profondeur et du poids. Les trous peu profonds sur une géométrie plate nécessitent un perçage vertical économique. À l'inverse, les trous profonds dépassant cinq fois le diamètre ou les pièces moulées extrêmement lourdes et carrées exigent une évacuation supérieure des copeaux, ce que permet le perçage horizontal.
Nous évaluons toujours trois facteurs principaux avant de programmer nos machines CNC. Tout d'abord, nous examinons la géométrie de la pièce. Si la pièce est généralement plate, l'orientation verticale est la meilleure solution. Si elle est carrée ou cubique, l'orientation horizontale est préférable.
Évaluation de la profondeur du trou et du poids du matériau
Ensuite, nous calculons la profondeur du trou. Si le trou est peu profond, c'est-à-dire inférieur à trois fois le diamètre (< 3x diamètre), la verticale est suffisante. Cependant, si le trou est profond, supérieur à cinq fois le diamètre > 5x diamètre), nous devons utiliser l'horizontale.
Enfin, nous évaluons le poids des matériaux. Les pièces légères à moyennes conviennent aux fraiseuses verticales, mais les pièces moulées extrêmement lourdes nécessitent des configurations horizontales.
| Facteur décisionnel | Choisissez le forage vertical | Choisissez le forage horizontal |
|---|---|---|
| Géométrie des pièces | Plate | Carrée / Cubique |
| Profondeur du trou | Peu profond (<3 fois le diamètre) | Profond (> 5 fois le diamètre) |
| Poids du matériau | Léger à moyen | Pièces moulées extrêmement lourdes |
En suivant strictement ces directives, nos chaînes de production fonctionnent sans heurts. Nous veillons à ce que chaque composant que nous fabriquons, qu'il s'agisse d'un simple support ou d'un collecteur de fluide complexe, soit produit selon la méthode la plus efficace et la plus économique possible. Ce processus rigoureux nous permet de fournir des documents de dédouanement sécurisés, car chaque pièce est fabriquée selon des normes certifiées.
Foire aux questions sur le perçage CNC ?
Lorsque nous discutons avec les responsables des achats, nous recevons de nombreuses questions sur les spécifications des machines. Une mauvaise compréhension de ces termes peut entraîner une certaine confusion lors du processus de devis. Nous souhaitons clarifier ces questions courantes afin de garantir une communication fluide.
Il est essentiel de bien comprendre l'équipement pour effectuer des achats précis. Un HBM est conçu pour les pièces industrielles massives, les forets se cassent verticalement en raison de l'accumulation de copeaux, et le forage horizontal de trous profonds utilise des outils spécialisés tels que des forets canons avec des tuyaux de refroidissement internes.
Nous organisons régulièrement des sessions de formation pour notre équipe de plus de 200 personnes afin de nous assurer que tout le monde comprend ces détails techniques. Voici les réponses détaillées aux questions les plus fréquentes que nous recevons.
Qu'est-ce qu'une aléseuse horizontale (HBM) ?
Une HBM est une machine massive de perçage et de fraisage horizontal spécialement conçue pour les pièces industrielles les plus grandes au monde. Contrairement à une CNC standard, la broche d'une HBM peut s'étendre vers l'extérieur (la « douille ») pour atteindre les parties profondes des grandes pièces moulées, telles que les turbines ou les vannes de pipelines massives. Nous utilisons ces machines robustes pour nos plus grands projets OEM.
Pourquoi les forets se cassent-ils dans les trous verticaux profonds ?
Le principal responsable est l'accumulation de copeaux. Lorsque les copeaux ne peuvent pas s'échapper contre la gravité, ils s'accumulent autour des cannelures du foret. Cela empêche le liquide de refroidissement d'atteindre le tranchant, ce qui provoque la dilatation du métal sous l'effet de la chaleur et le grippage ou la rupture instantanée de l'outil.
Le forage horizontal nécessite-t-il des trépans différents ?
Les forets hélicoïdaux standard peuvent être utilisés dans les deux cas, mais le forage horizontal de trous profonds nécessite souvent l'utilisation de forets spécialisés à « refroidissement interne » ou de « forets canons ». Ces outils sont dotés de minuscules tuyaux qui traversent leur centre afin de projeter un liquide de refroidissement à haute pression directement sur la pointe de coupe.
| Sujet de la question | Point clé à retenir |
|---|---|
| Machines HBM | Conçues pour les pièces massives, utilisent une douille télescopique |
| Rupture d'outil vertical | Causée par l'accumulation de copeaux et la dilatation thermique |
| Outillage horizontal | Utilise des forets à refroidissement interne pour les trous profonds |
Grâce à ces connaissances techniques, nos clients savent que leurs conceptions sont entre de bonnes mains lorsque nous collaborons à la création de fonctionnalités personnalisées pour leurs produits. Nous sommes parfaitement équipés pour fournir une assistance technique à distance ou sur site pour tous les matériels que nous fabriquons.
Conclusion
Pour résumer les points clés, le perçage vertical est rentable pour les géométries simples et plates. En revanche, le perçage horizontal est incontestablement le meilleur choix pour les trous profonds, l'évacuation optimale des copeaux et les pièces moulées lourdes à plusieurs côtés. Dans notre usine de fabrication, nous exploitons ces deux technologies afin de fournir des produits durables et des performances stables.
Votre moulage nécessite-t-il des trous taraudés profonds ou un alésage de précision sur plusieurs faces ? Notre usine utilise des centres d'usinage horizontaux avancés pour garantir des filetages internes et des canaux de fluide impeccables. Envoyez-nous votre dessin pour une évaluation de l'usinage CNC.
Notes de bas de page
1. Comprendre comment la mécanique des broches influe sur la précision des opérations de fabrication.
2. Découvrez les opérations et les équipements utilisés dans les ateliers d'usinage modernes.
3. Guide des centres d'usinage CNC et de leurs utilisations industrielles spécifiques.
4. Aperçu des machines à percer standard et de leurs applications en atelier.
5. Plongez-vous dans le processus fastidieux de la fabrication à grande échelle.
6. Principes fondamentaux des systèmes de pompes industrielles et des corps de pompes structurels.
7. Définition, dangers et manipulation des copeaux dans les processus de travail des métaux.
8. Explication des techniques de forage par picage utilisées pour la création de trous profonds.
9. Aperçu de la conception et du fonctionnement complexes des collecteurs hydrauliques.






