
Systèmes de tuyauterie industrielle sont constamment soumis à des pressions extrêmes, à des températures extrêmes et à des fluides corrosifs. Si les points de raccordement de ces systèmes cèdent, cela peut entraîner des éruptions catastrophiques, l'arrêt de la production et de graves risques pour la sécurité. Dans notre fonderie, nous mettons tout en œuvre pour concevoir des composants métalliques robustes qui protègent efficacement les mécanismes internes afin d'éviter précisément ces catastrophes. Nous sommes conscients que l'approvisionnement en pièces fiables est essentiel pour la sécurité globale du système.
Les raccords de vannes sont des composants métalliques complexes, comprenant notamment le corps et le chapeau de la vanne, qui abritent les mécanismes internes de la vanne et la relient solidement à la canalisation. Ils régulent le débit du fluide tout en résistant à la vapeur bouillante, aux produits chimiques corrosifs et à des pressions de plusieurs milliers de PSI sans présenter de fuite.

Découvrons ensemble les principaux types de ces composants essentiels, les alliages métalliques spécifiques nécessaires pour résister à des environnements hostiles, ainsi que les processus de fabrication de haute précision que nous suivons pour garantir une étanchéité fiable et à 100 %.
Quelle est la structure des raccords de vannes ?
L'approvisionnement en pièces industrielles peut s'avérer déroutant lorsque les termes techniques se recoupent. Si les acheteurs interprètent mal les composants spécifiques dont ils ont besoin, cela entraîne souvent des commandes erronées, d'importants retards dans les projets et une compromission de l'intégrité du système. Lorsque nos ingénieurs examinent les plans techniques de nos clients étrangers, nous décomposons toujours l'ensemble en pièces claires et distinctes afin de garantir une compatibilité parfaite et une production OEM sans heurts.
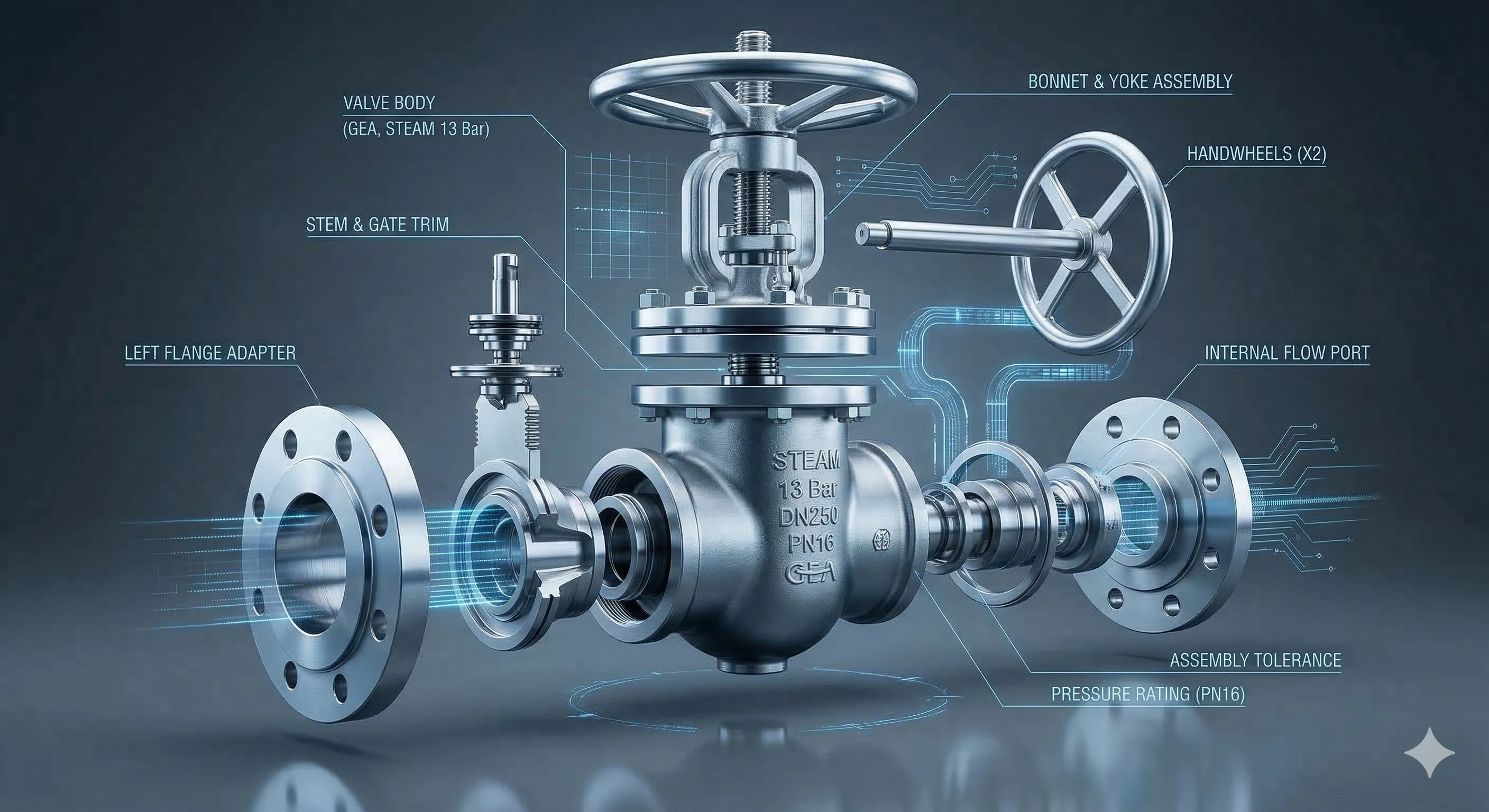
La structure des robinets se compose de quatre éléments principaux : le corps de vanne qui contient la pression, le chapeau qui recouvre la partie supérieure, les brides pour le raccordement aux canalisations, ainsi que la tige et les éléments internes qui régulent physiquement le débit du fluide.

Comprendre la structure de ces pièces est la première étape pour réussir un approvisionnement. Nous classons les pièces d'origine que nous moulons pour nos clients en quatre grandes catégories.
La coque et le couvercle
Le premier élément essentiel est le corps de vanne. Celui-ci sert d'enveloppe principale et constitue la barrière de confinement de pression principale de la vanne. Il contient en toute sécurité le fluide et toutes les pièces mobiles internes, telles que la bille ou le tiroir. Le corps doit être extrêmement robuste pour résister aux pics de pression soudains.
Le deuxième élément est le chapeau. Celui-ci sert de couvercle supérieur au corps de la vanne. Il constitue un point d'accès essentiel. Il permet aux ingénieurs d'ouvrir la vanne en toute sécurité pour entretien courant . Une fois solidement vissé, le capot assure une étanchéité à haute pression.
Connexions et mécanismes internes
Le troisième groupe essentiel comprend les brides et les raccords d'extrémité. Il s'agit des extrémités spécifiques du corps de vanne que nous concevons pour s'adapter de manière sûre à votre tuyauterie. Parmi les modèles courants, on trouve brides à collerette à souder , des raccords filetés ou des raccords Tri-Clamp sanitaires, selon le secteur d'activité.
Enfin, nous avons la tige et l'obturateur. Il s'agit des tiges et des obturateurs usinés en interne qui bloquent ou régulent physiquement le débit du fluide. Nous fabriquons ces pièces mobiles selon des tolérances très strictes. Si la tige n'est pas parfaitement ajustée, le fluide fuira.
| Nom du composant | Fonction principale | Emplacement dans l'ensemble |
|---|---|---|
| Corps de vanne | Contient la pression et renferme le fluide | Enveloppe extérieure principale |
| Capot | Permet l'accès pour l'entretien et assure l'étanchéité de la partie supérieure | Fixé par des vis sur le dessus de la carrosserie |
| Brides | Relient le corps de vanne à la canalisation | Extrémités d'accouplement du corps |
| Stem & Trim | Bloque ou régule physiquement le flux | Mécanisme interne mobile |
Quels sont les types de vannes courants qui nécessitent des raccords sur mesure ?

Tous les systèmes de gestion des fluides ne fonctionnent pas de la même manière ni ne traitent les mêmes matériaux. L'utilisation de raccords génériques ou mal adaptés à des systèmes de fluides spécialisés entraîne souvent des turbulences, d'importantes chutes de pression ou des blocages mécaniques internes. Sur nos lignes de production, nous adaptons systématiquement la géométrie des composants internes afin de répondre précisément aux exigences physiques des différents mécanismes d'écoulement.
Parmi les types de vannes courants nécessitant des raccords sur mesure, on trouve les vannes à bille, qui requièrent un usinage sphérique, les vannes à guillotine, qui nécessitent des canaux verticaux droits, et les clapets anti-retour, qui exigent des parois internes d'une extrême régularité. La personnalisation de ces formes permet d'éviter les turbulences, d'assurer une étanchéité parfaite et de garantir un fonctionnement mécanique fluide.

Les différents modèles de vannes nécessitent des configurations internes très variées. Nous mettons en place un processus de développement collaboratif solide afin de garantir que la géométrie interne de chaque raccord soit parfaitement adaptée à sa fonction mécanique.
Mécanismes à bille et à clapet
Les vannes à bille sont extrêmement courantes dans le domaine du contrôle des fluides industriels. Ces vannes spécifiques nécessitent un usinage interne parfaitement sphérique. Cette rondeur parfaite garantit que la bille métallique interne assure une étanchéité totale et parfaite contre la Sièges en Téflon . Si l'usinage est irrégulier, le fluide s'échappera au niveau du joint.
Les vannes à guillotine fonctionnent différemment et nécessitent une structure interne totalement différente. Ces vannes requièrent des canaux internes profonds et verticaux. Nous devons couler ces canaux de manière parfaitement droite afin que la lame métallique solide puisse glisser facilement sans se coincer.
Systèmes sans retour
Les clapets anti-retour sont également appelés « valves anti-retour ». Leur fonctionnement repose entièrement sur la gravité et la pression naturelle du fluide. Comme ils ne sont équipés ni de poignée ni de moteur, leurs parois internes doivent présenter une finition extrêmement lisse. Cette finesse de surface est essentielle pour empêcher la formation de turbulences dans le fluide et éviter tout chutes de pression au sein du système.
| Type de vanne | Exigence interne clé | Objectif principal |
|---|---|---|
| Robinets à boisseau sphérique | Usinage interne parfaitement sphérique | Étanchéité totale grâce aux sièges en Téflon |
| Vannes à guillotine | Canaux verticaux profonds et parfaitement droits | Permettent à la guillotine de coulisser sans se coincer |
| Clapets anti-retour | Finitions internes incroyablement lisses | Empêche la formation de turbulences et les chutes de pression |
Quel est le défi technique lié à la porosité et à la pression ?
Les défauts microscopiques présents à l'intérieur d'un métal solide sont souvent invisibles à l'œil nu, mais restent extrêmement dangereux lorsqu'ils sont soumis à des contraintes. Les méthodes de fabrication traditionnelles retiennent souvent des bulles d'air, créant ainsi des points de faiblesse internes qui permettent aux fluides sous haute pression de se frayer un chemin à travers l'acier solide. Nous éliminons totalement ce risque grave en utilisant des techniques de moulage avancées qui compactent le métal de manière dense dès le départ.
Le principal défi technique réside dans la porosité, due à la présence de bulles d'air microscopiques emprisonnées dans les parois métalliques lors du moulage au sable traditionnel. Nous y remédions en recourant au moulage à la cire perdue, qui permet de compacter le métal et d'éliminer totalement les points de faiblesse internes.

La fabrication d'un récipient sous pression fiable ne se résume pas à couler du métal fondu dans un moule. Elle nécessite un contrôle qualité rigoureux afin de garantir que la structure interne du métal est irréprochable.
Les dangers du moulage au sable
De nombreuses fonderies plus anciennes ont encore recours au moulage au sable traditionnel. Cependant, les corps de vannes moulés au sable présentent souvent un défaut critique appelé « porosité ». La porosité se produit lorsque des bulles d'air microscopiques restent piégées de manière permanente à l'intérieur des parois métalliques solides pendant le processus de refroidissement. Lorsque de l'eau ou de la vapeur à haute pression vient frapper ces points faibles cachés, elle se fraye un chemin à travers l'acier solide. Cette défaillance dangereuse est connue sous le nom de fuite par « suintement ».
La solution de moulage de précision
Afin de protéger nos clients contre ces défaillances, nous utilisons le Moulage à la cire perdue méthode de fabrication de nos raccords de vannes. Ce procédé de pointe permet d'obtenir une densité extrêmement élevée du métal en fusion. En contrôlant les conditions de refroidissement, cette méthode élimine totalement la porosité interne.
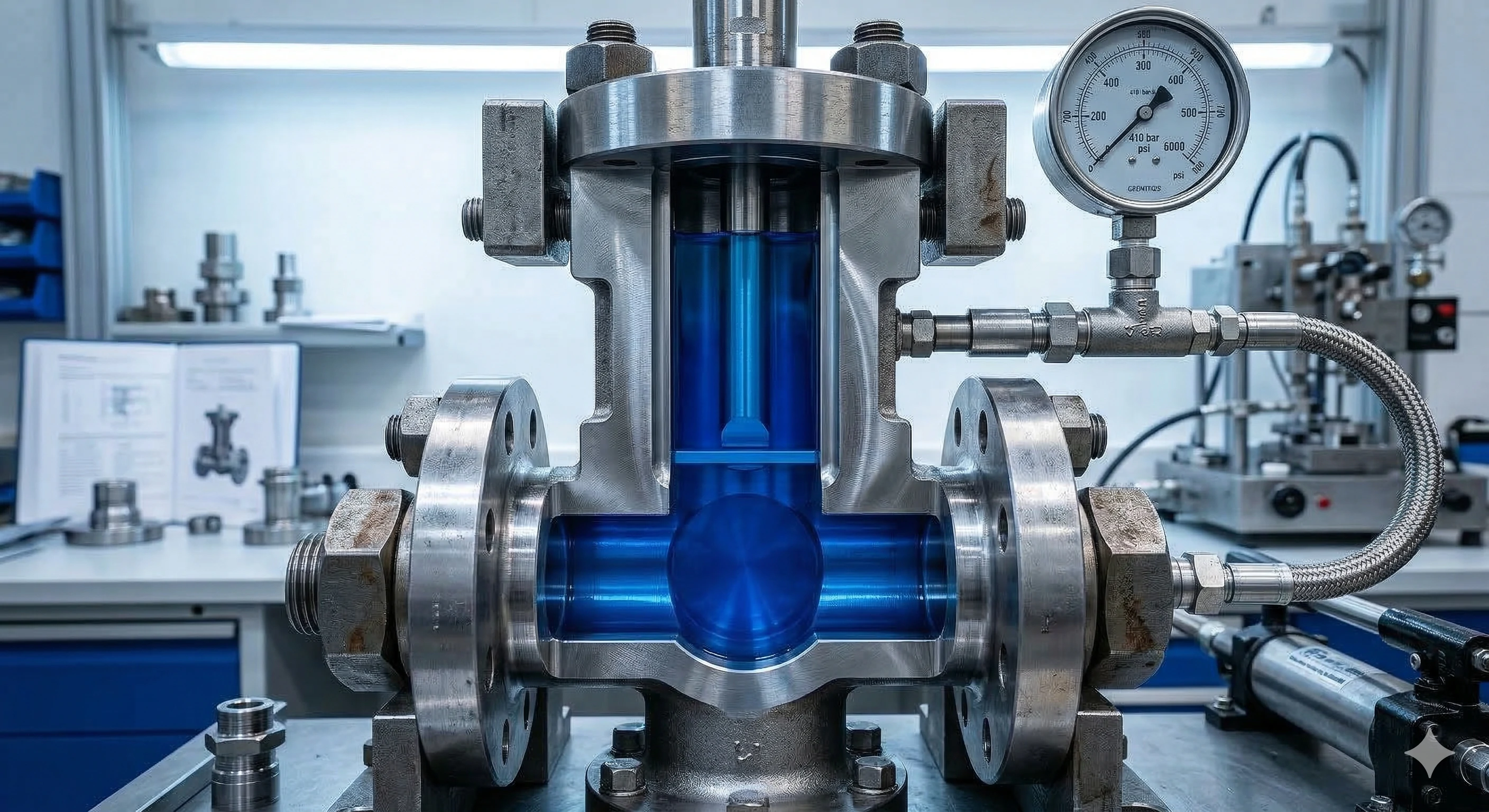
De plus, nous contrôlons notre travail avant l'expédition. Avant de quitter notre usine, nos corps de soupapes usinés par CNC sont soumis à des contrôles rigoureux Essais hydrostatiques . Nous scellons hermétiquement les extrémités de la vanne et la remplissons d'eau. Nous y appliquons des pressions nettement supérieures à sa pression nominale de service. Cela garantit que les parois métalliques ne présenteront jamais de suintements ni ne se rompent en conditions réelles d'utilisation.
| Méthode de moulage | Qualité de la structure interne | Niveau de risque de fuite |
|---|---|---|
| Moulage au sable traditionnel | Souvent sujet à la porosité interne | Risque élevé de fuites par suintement |
| Forgeage | Structure granulaire très dense | Risque très faible, mais limité aux petites pièces |
| Moulage de précision | Compactage dense du métal, élimination de la porosité | Aucun risque de fuites dues à la porosité |
Quel est le meilleur matériau pour résister au flux ?

Les fluides industriels peuvent détruire les métaux courants en quelques semaines seulement. Le choix d'un alliage inadapté à un environnement hautement corrosif ou à une conduite de vapeur à haute température entraîne inévitablement une dégradation rapide, des coûts d'entretien élevés et des défaillances structurelles dangereuses. Notre équipe de métallurgistes sélectionne et teste minutieusement des nuances de métaux de première qualité afin de garantir que chaque composant résiste pendant des années à son environnement d'exploitation spécifique.
Le choix du matériau le plus adapté dépend de l'application : l'acier au carbone est idéal pour la vapeur à haute température, l'acier inoxydable 316 résiste à la corrosion chlorhydrique dans les systèmes destinés à un usage alimentaire, et le Duplex 2205 offre une protection optimale contre la corrosion sévère due à l'eau salée dans les environnements offshore difficiles.

Il est essentiel de s'appuyer sur des connaissances solides en métallurgie pour garantir la durabilité des produits. Nous aidons nos clients à choisir l'alliage le mieux adapté afin d'éviter toute corrosion prématurée et toute défaillance du système.
Alliages standard et sanitaires
Pour de nombreuses applications industrielles courantes, l'acier au carbone (WCB) est la norme dans le secteur. Il est extrêmement résistant et convient parfaitement à la manipulation de vapeur à haute température ainsi qu'aux conduites de pétrole et de gaz non corrosives. Cependant, il rouille facilement s'il est exposé à des produits chimiques agressifs.
Pour les environnements plus exigeants, nous utilisons Acier inoxydable 316 ou 316L. Cet alliage spécifique contient du molybdène, ce qui lui confère une forte résistance à la corrosion chlorhydrique. Cette haute résistance en fait un choix incontournable pour les environnements hygiéniques, tels que les vannes sanitaires destinées à l'industrie agroalimentaire et les stations d'épuration des eaux usées municipales.
Solutions offshore de grande envergure
Parfois, l'acier inoxydable standard ne suffit pas. Pour les environnements les plus extrêmes, le Duplex 2205 est le choix idéal pour les applications exigeantes. Cet alliage de pointe offre une résistance incroyable et une protection supérieure contre la corrosion. Les ingénieurs l'utilisent principalement pour les raccords de vannes dans le secteur offshore usines de dessalement . Il est spécialement conçu pour résister à la corrosion sévère due à l'eau de mer et aux fissures de contrainte dangereuses sur de longues périodes.
| Type de matériau | Environnement d'utilisation optimal | Avantage principal |
|---|---|---|
| Acier au carbone (WCB) | Vapeur à haute température, pétrole et gaz | Résistance conforme aux normes industrielles |
| Acier inoxydable 316 | Systèmes destinés à un usage alimentaire, eaux usées municipales | Résiste à la corrosion par les chlorures |
| Duplex 2205 | Usines de dessalement offshore | Résiste à la corrosion sévère due à l'eau de mer |
Pourquoi l'usinage CNC est-il la solution ultime ?
Un corps métallique moulé à la perfection ne sert absolument à rien s'il ne peut pas se raccorder de manière sûre au réseau de tuyauterie global. Des surfaces d'assemblage rugueuses ou des filetages mal usinés entraîneront inévitablement l'arrachement des joints d'étanchéité ou la défaillance des raccords sous l'effet d'une pression extrême. Nous utilisons des centres d'usinage CNC de précision micrométrique pour réaliser des filetages parfaitement calibrés et des faces de bride précises, garantissant ainsi une étanchéité finale irréprochable pour chaque produit.
L'usinage CNC constitue la garantie finale, car il permet d'obtenir la précision absolue requise pour les points de raccordement. Nous utilisons des centres de tournage de pointe pour réaliser des filetages parfaits et fraiser les faces des brides avec une rugosité de surface précise, garantissant ainsi une étanchéité irréprochable des joints.
Si le moulage permet d'obtenir un corps principal robuste, l'usinage permet de réaliser des raccords délicats. Nous combinons ces deux procédés en interne afin d'assurer un contrôle qualité rigoureux du début à la fin.
L'avantage du formage proche de la forme finale
Le moulage de précision offre un avantage considérable en termes de « forme proche de la forme finale ». Cela signifie que nos pièces moulées brutes sortent du moule en céramique avec un aspect presque entièrement fini. Cependant, les points de raccordement critiques exigent toujours une précision absolue que seuls des outils guidés par ordinateur peuvent garantir.
Filetage et surfaçage de brides
Pour raccorder la vanne à un tuyau, il faut réaliser un filetage. Nous utilisons des techniques avancées Centres de tournage à commande numérique pour réaliser avec précision des filetages intérieurs et extérieurs parfaitement calibrés (tels que les normes NPT ou BSP). Cela garantit que le raccord de vanne s'adapte parfaitement au tuyau adjacent.
Pour les vannes de plus grande taille, nous utilisons des brides boulonnées à la place des raccords filetés. La surface d'appui plane d'une bride doit être usinée par CNC pour obtenir une rugosité de surface précise, appelée valeur « Ra ». Il s'agit d'un équilibre délicat. Si la surface usinée est trop rugueuse, le joint en caoutchouc n'assurera pas une étanchéité correcte. À l'inverse, si la surface est trop lisse, la pression interne élevée fera tout simplement sauter le joint hors de son logement. Un usinage CNC adéquat garantit un équilibre parfait de la texture.
Conclusion
Les raccords de vannes sont des récipients sous pression de haute technicité. Pour garantir leur étanchéité et leur résistance à la corrosion sur le terrain, il faut une maîtrise parfaite de la métallurgie industrielle, un moulage de précision et un usinage CNC au micron près. Vous êtes un fabricant de vannes en première monte et vous recherchez un partenaire de fonderie fiable ? Nous moulons et usinons des corps de vannes, des chapeaux et des tiges haute pression en acier inoxydable et en alliages duplex. Envoyez-nous vos fichiers CAO 3D pour obtenir un devis de fabrication complet.
Foire aux questions sur les raccords de vannes ?
Quelle est la différence entre un raccord de tuyauterie et un raccord de vanne ? Un raccord de tuyauterie, comme un coude ou un té, sert simplement à modifier la direction ou le diamètre de la conduite. En revanche, un raccord de vanne est un composant bien plus complexe, comme un corps de vanne moulé. Il contient des pièces mécaniques mobiles internes spécialement conçues pour arrêter, démarrer ou réguler avec précision le débit du fluide.
Pourquoi certains raccords de vannes sont-ils moulés et d'autres forgés ? Le forgeage est une excellente méthode de fabrication pour les corps de vannes très petits et simples, car les coups violents infligés au métal lui confèrent une structure granulaire très dense. En revanche, pour les vannes de plus grande taille ou celles dotées de canaux internes complexes, comme les vannes à soupape, le moulage à la cire perdue est plus adapté. C'est le seul moyen rentable de créer une géométrie interne complexe tout en conservant une résistance structurelle exceptionnelle.
Notes de bas de page
1. Aperçu de l'ingénierie des réseaux de canalisations et des infrastructures de transport de fluides industriels.
2. Explication des procédures de maintenance préventive des équipements et systèmes industriels.
3. Guide technique sur les types de brides et leurs raccords mécaniques pour tuyaux.
4. Informations détaillées sur les propriétés du PTFE et ses applications industrielles à usage intensif.
5. Comprendre la dynamique des fluides et les pertes de charge dans les réseaux de tuyauterie industriels.
6. Guide complet sur le procédé de fabrication et de moulage de précision par la cire perdue.
7. Procédures standard d'essais de pression requises pour les conduites et les récipients sous pression.
8. Caractéristiques techniques et propriétés de résistance à la corrosion de l'acier inoxydable de qualité marine.
9. Aperçu des procédés mécaniques industriels utilisés pour désaliner l'eau.






