Lorsque nous concevons et développons des pièces métalliques de précision pour le verre sur nos lignes de production, nous évaluons en permanence les machines les mieux adaptées à la tâche. De nombreux clients imaginent une machine traditionnelle tournant horizontalement, parallèlement au sol, ce qui soulève souvent la question suivante : une machine verticale ne permettrait-elle pas de gagner un espace précieux au sol ? Cette idée fausse peut conduire à de mauvaises décisions d'achat et à une mauvaise compréhension du fonctionnement composants industriels lourds sont réellement fabriqués.
Les tours sont en fait disponibles dans des configurations verticales, appelées tours verticaux (VTL), qui sont des machines essentielles pour l'industrie manufacturière lourde. Alors que les tours horizontaux sont la norme pour les arbres longs, les VTL sont spécialement conçus pour usiner en toute sécurité des pièces moulées massives.

Explorons les mécanismes qui se cachent derrière ces machines et voyons à quel moment précis les ingénieurs doivent passer à une orientation verticale pour obtenir des résultats fiables.
Pourquoi l'usinage horizontal est-il la norme pour les pièces longues ?

Dans nos centres d'usinage, nous traitons fréquemment des pièces longues tiges en acier inoxydable pour les ferrures de garde-corps en verre. Vous risquez d'avoir des difficultés avec le pliage des matériaux ou une mauvaise gestion des copeaux si vous utilisez un équipement inadapté. Heureusement, les machines traditionnelles ont évolué à partir des machines traditionnelles tour à bois spécifiquement conçu pour traiter ces formes allongées.
Les tours horizontaux sont considérés comme la norme, car ils sont spécialement conçus pour les pièces dont la longueur est supérieure au diamètre, telles que les arbres, les goupilles, les tiges et les vis. Cette conception permet l'alimentation automatisée des barres et le soutien essentiel de la contre-poupée.

Production automatisée et alimentation continue
Les tours horizontaux sont conçus avec une géométrie spécifique qui excelle dans le traitement d'éléments longs et minces. Cette disposition horizontale offre des avantages distincts pour le traitement continu, production automatisée . Par exemple, vous pouvez facilement introduire de longues barres d'acier de 3,6 mètres à l'arrière de la broche. Cette fonctionnalité permet à nos opérateurs de traiter des commandes importantes de goupilles pour quincaillerie en verre sans avoir à charger manuellement chaque pièce individuellement. Elle permet d'accélérer la production et de réduire les coûts pour nos partenaires B2B.
Assistance essentielle et maintenance facile
Pour les pièces longues, vous devez soutenir les deux extrémités afin que le métal ne se plie pas pendant la coupe. Un banc horizontal permet de faire glisser très facilement une « poupée mobile » vers le haut afin de maintenir fermement l'extrémité de la pièce. Sans ce soutien, la pression exercée par l'outil de coupe repousserait le métal, ce qui endommagerait la pièce. précision dimensionnelle du produit. De plus, l'orientation horizontale simplifie l'entretien quotidien. Les copeaux tombent naturellement dans le bac de collecte grâce à la gravité. Cela empêche les copeaux métalliques de s'emmêler autour de la pièce à usiner.
Applications des tours horizontaux
Comprendre ces mécanismes aide les acheteurs à trouver les bons produits. Vous trouverez ci-dessous une description détaillée de la manière dont l'orientation horizontale répond à des besoins de production spécifiques.
| Caractéristique | Avantage du tour horizontal | Application type |
|---|---|---|
| Alimentation en matériaux | Permet le passage de barres de 3,6 mètres à travers la broche. | Goupilles métalliques à grand volume. |
| Support de pièce | La poupée mobile coulisse facilement sur un banc horizontal. | Arbres et tiges longs. |
| Gestion des déchets | Les copeaux tombent naturellement vers le bas. | Retournement automatisé continu. |
Quel est le problème avec les pièces moulées lourdes sur un tour horizontal ?

Lorsque nos ingénieurs augmentent la production de composants industriels de grande taille, nous sommes confrontés à de sérieuses contraintes physiques. Le serrage horizontal d'une pièce extrêmement lourde présente un danger extrême et entraîne une dégradation rapide de l'équipement. La gravité agit constamment contre l'installation, tirant la masse lourde vers le bas et risquant de provoquer une défaillance catastrophique dans l'atelier.
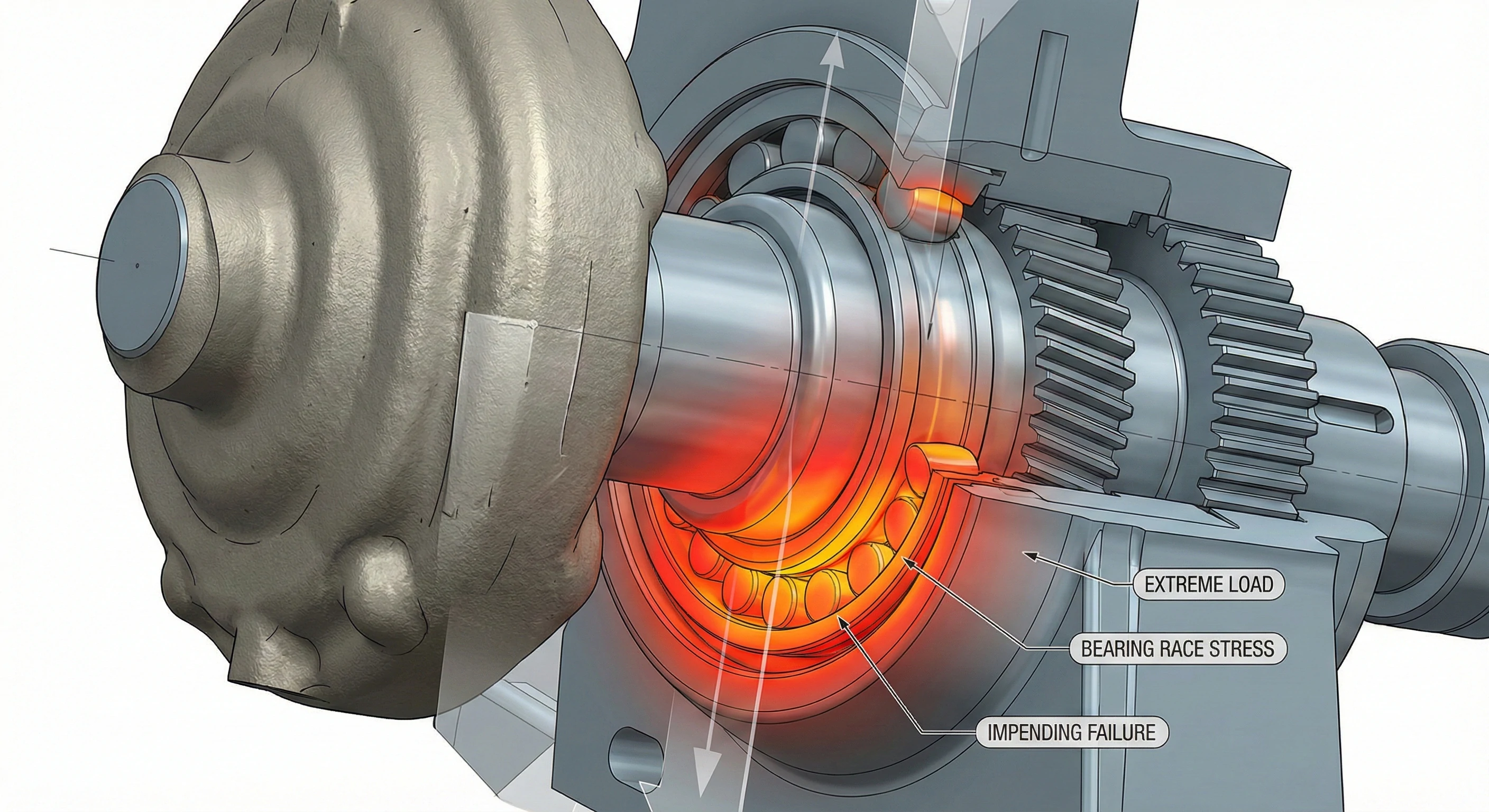
L'usinage de pièces moulées lourdes sur un tour horizontal entraîne une force de gravité qui tire le poids massif vers le bas perpendiculairement, ce qui exerce une contrainte extrême sur les roulements de broche de la machine. Cela rend également le chargement sécurisé presque impossible sans une grue qui se balance violemment.
La physique des masses lourdes
Imaginez que vous essayez de serrer horizontalement une roue de pompe en fonte de 225 kg dans un mandrin. Cela pose un sérieux problème physique. Le « fléchissement » constitue une réelle menace, car la gravité tire continuellement ce poids énorme vers le bas, perpendiculairement au mandrin. Le composant lourd a tendance à tomber de la machine. Cette contrainte extrême endommage la machine. paliers de broche rapidement. Notre normes de contrôle de qualité nécessitent des environnements d'usinage stables, et une broche horizontale vibrante et surchargée ne peut pas produire les tolérances serrées requises pour les équipements en verre haut de gamme ou les vannes industrielles.
Dangers opérationnels et problèmes de chargement
Au-delà de l'usure mécanique des roulements, le chargement horizontal présente un risque considérable pour la sécurité. Il est très difficile pour l'opérateur de charger la pièce en toute sécurité. Pour manœuvrer une pièce moulée lourde dans une face de mandrin verticale, il faut utiliser une grue. Au cours de cette opération, la grue finit souvent par osciller violemment lorsque l'opérateur tente d'aligner la pièce lourde avec les mâchoires. Cela ralentit la production et met le personnel en danger.
Les risques liés à l'usinage horizontal lourd
Pour bien comprendre pourquoi nous évitons cette méthode pour les composants lourds, examinez les risques structurels décrits ci-dessous.
| Facteur de risque | Conséquence | Impact sur les achats |
|---|---|---|
| Gravité perpendiculaire | Retire la pièce du mandrin. | Risque élevé de rejet des pièces. |
| Contrainte sur les roulements | Détruit la broche de la machine. | Retards de livraison et temps d'arrêt de la machine. |
| Difficulté de chargement | La grue oscille violemment pendant l'installation. | Augmentation des coûts de main-d'œuvre et des risques pour la sécurité. |
Comment le tour vertical (VTL) résout-il les problèmes liés à l'usinage lourd ?
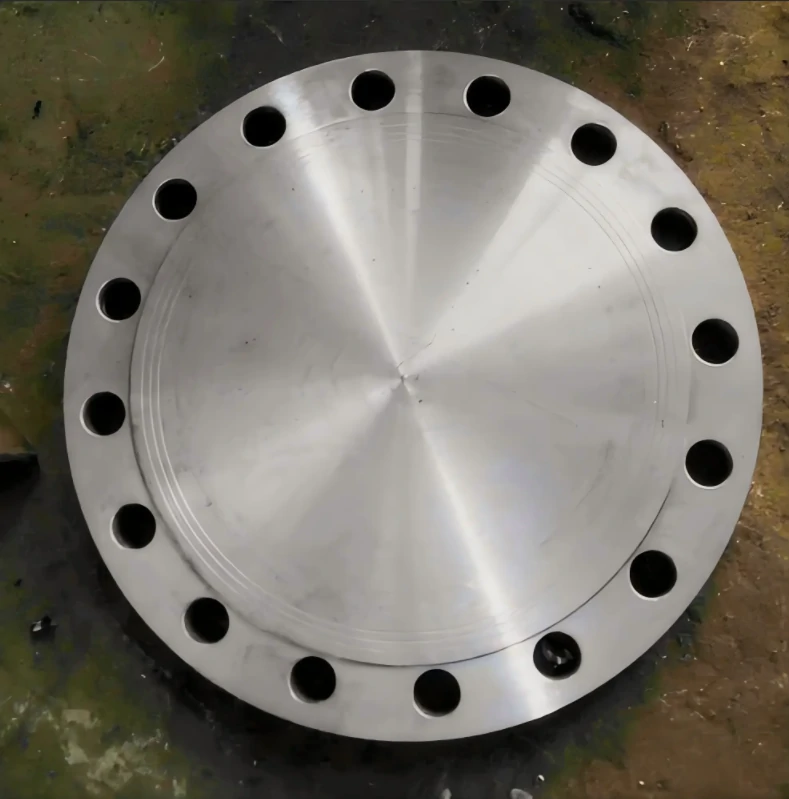
La production de brides à grande échelle pour les clients OEM exige une stabilité et une sécurité absolues. L'utilisation d'équipements horizontaux standard pour ces pièces larges et lourdes entraîne la détérioration des pièces et des retards importants. La solution consiste à placer la machine à la verticale, afin que la gravité facilite le processus de découpe de précision au lieu de le perturber.
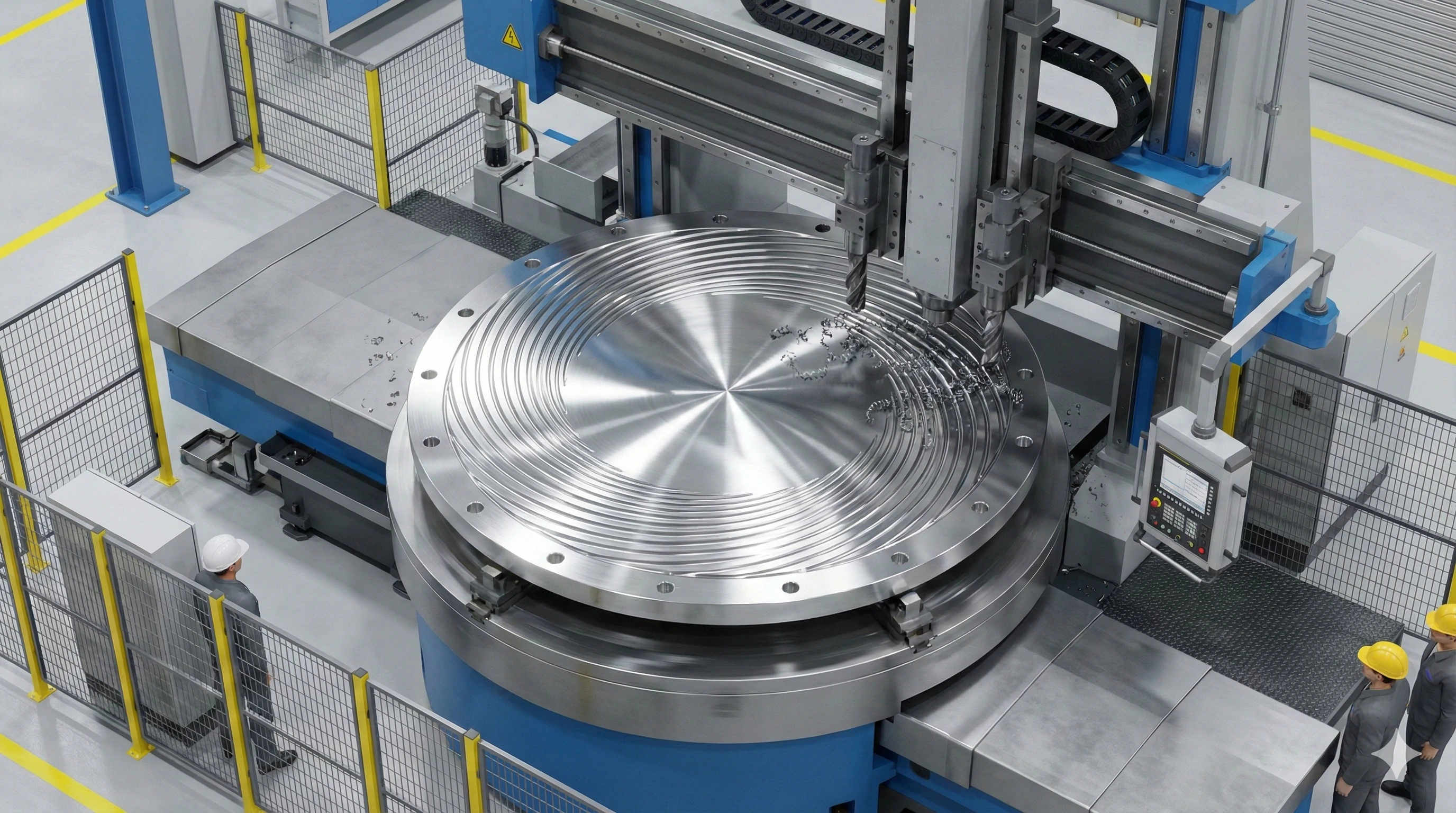
Un tour vertical (VTL) résout les problèmes liés à l'usinage lourd en plaçant le mandrin à plat sur le sol, comme un tour de potier. Cette conception permet à la gravité de maintenir en toute sécurité les pièces lourdes dont le diamètre est supérieur à la longueur.

Accepter la gravité pour plus de stabilité
C'est ici que nous mettons en avant nos capacités de travail intensif. Un VTL est essentiellement un tour horizontal placé à la verticale. Les outils de coupe descendent par le haut. Nous utilisons le tour de potier Analogie pour aider à visualiser ce processus : le mandrin tourne à plat sur le sol. Les VTL sont spécialement conçus pour les pièces dont le diamètre est supérieur à la longueur, telles que les grandes brides, les roues de train et les corps de soupapes massifs. Dans cette orientation, la gravité est votre alliée. Il vous suffit de descendre la pièce moulée lourde sur la table plate, et la gravité aide à la maintenir en place pendant que vous la serrez en toute sécurité.
Protéger la machine et gagner de l'espace
Comme la pièce repose à plat, son poids s'exerce directement sur la base de la machine, ce qui ménage les roulements. Cette protection de la broche garantit que la machine conserve sa précision même après des années d'utilisation intensive. De plus, les tours verticaux occupent moins d'espace. Pour couper une pièce de 60 pouces de diamètre, un tour vertical occupe beaucoup moins d'espace au sol qu'un tour horizontal de même capacité. Tout comme les fraiseuses horizontales sont plus efficaces pour l'évacuation des copeaux, les tours verticaux sont fondamentalement plus adaptés au poids des pièces.
La matrice décisionnelle
Nous utilisons un ensemble de critères stricts pour acheminer vos composants vers la machine appropriée. Cette matrice décisionnelle met en évidence les différences opérationnelles.
| Caractéristique | Tour horizontal (standard) | Tour vertical (VTL) |
|---|---|---|
| Idéal pour | Pièces longues et minces (arbres, goupilles) | Pièces larges, lourdes et volumineuses (anneaux, soupapes) |
| Poids partiel | Léger à moyen | Extrêmement lourd |
| Effet de la gravité | Retire la pièce du mandrin | Pousse la pièce dans le mandrin |
| Méthode de chargement | Manuel ou chargeur de barres | Pont roulant / palan |
Comment nous transformons les pièces moulées pour votre secteur d'activité ?

Pour se procurer du matériel en verre fiable, il faut pouvoir compter sur un partenaire disposant de compétences techniques variées. Faire appel à un fournisseur dont le parc de machines est limité entraîne souvent des retards de livraison ou des composants non conformes aux spécifications. Notre site de fabrication complet utilise les deux orientations de tour afin de garantir des résultats précis et durables pour chaque projet B2B unique que nous traitons.
Nous usinons des pièces moulées pour votre secteur d'activité grâce à une usine de fabrication complète équipée de machines CNC horizontales et verticales. Cette synergie nous permet d'usiner avec précision aussi bien les petites tiges internes que les brides massives en acier inoxydable.

La synergie d'une installation complète
Une usine de fabrication complète nécessite les deux types de centres de tournage pour répondre aux divers besoins de l'industrie. Lorsqu'un client OEM a besoin d'une solution complète développement de produits , nous ne forçons pas une seule machine à effectuer toutes les tâches. Nous adaptons le composant à la physique de la machine. Pour les « petites » pièces, comme les tiges internes d'une valve ou les broches filetées d'un robinet en verre, nous utilisons des tours CNC horizontaux à grande vitesse. Cela garantit une production rapide et rentable pour les composants minces.
Usinage des composants lourds
Pour les « gros » produits, l'approche change complètement. Lorsqu'un client OEM commande une bride en acier inoxydable de 24 pouces ou un boîtier de pompe lourd, nous utilisons un VTL pour obtenir des surfaces d'étanchéité parfaitement planes et sûres. Cette capacité répond directement aux problèmes courants liés à l'approvisionnement. Elle empêche la livraison de produits de qualité inférieure et garantit que les composants que vous achetez sont très durables. Nous maintenons un contrôle qualité strict en ne surchargeant jamais nos équipements, ce qui signifie que vos produits auront des performances stables sur le terrain.
Répartition des équipements par composant
Voici comment nous répartissons les différents types de matériel entre nos centres de tournage avancés afin d'optimiser la qualité.
| Type de composant | Profil de taille | Machine assignée |
|---|---|---|
| Goupilles en verre | Longues et fines | Tour CNC horizontal |
| Tiges internes de soupape | Diamètre étroit | Tour CNC horizontal |
| Brides en acier inoxydable | 24 pouces de diamètre, lourdes | Tour vertical (VTL) |
| Corps de pompe lourds | Poids massif, large | Tour vertical (VTL) |
Quelle est la conclusion ?
Lorsque vous vous approvisionnez en composants, vous souhaitez éviter les erreurs coûteuses et les défaillances techniques. S'associer à un atelier qui ignore les principes fondamentaux de l'usinage vous fait perdre du temps et de l'argent. Nous fournissons les solutions adaptées grâce à notre compréhension approfondie de l'impact des différentes architectures de machines sur la qualité du produit final et les délais de livraison.
Les tours horizontaux sont essentiellement conçus pour fabriquer des pièces en forme de bâtonnets, tandis que les tours verticaux excellent dans la fabrication de composants en forme de plaques. Comprendre les principes physiques des deux types de machines vous garantit un usinage sûr, précis et hautement efficace de vos pièces lourdes.
Répondre à vos questions avancées
Notre équipe d'ingénieurs reçoit souvent des questions sur les équipements d'usinage spécialisés. Est-ce qu'un fraiseuse verticale être utilisé comme tour ? En général, non. Bien qu'ils se ressemblent, car une broche descend vers une table, une fraiseuse fait tourner l'outil de coupe, tandis qu'un tour fait tourner la pièce métallique elle-même. Les fraiseuses standard ne peuvent pas tourner efficacement de grands diamètres, mais les machines multitâches avancées (fraise-aléseuses) peuvent faire les deux.
Qu'est-ce qu'une aléseuse verticale (VBM) ? Une VBM est très similaire à une VTL, mais elle est généralement plus grande et utilisée pour les composants industriels les plus massifs, comme les carters de turbines hydroélectriques. Dans les ateliers CNC modernes, ces termes sont souvent utilisés de manière interchangeable.
Enfin, les tours verticaux sont-ils plus chers ? Oui. Étant donné que les tours verticaux sont spécialement conçus pour supporter des poids extrêmes et des diamètres importants, leurs châssis en fonte et leurs paliers de butée sont fortement renforcés, ce qui les rend nettement plus chers que les tours horizontaux standard.
Avez-vous des pièces moulées de grand diamètre qui nécessitent un tournage de précision ? Nous utilisons des centres de tournage CNC avancés, horizontaux et verticaux, pour usiner des composants de toutes tailles. Envoyez-nous votre dessin pour une évaluation de l'usinage.
Notes de bas de page
1. Comprendre la portée et l'ampleur de la fabrication dans l'industrie lourde.
2. Propriétés et applications de l'acier inoxydable dans la fabrication.
3. L'histoire et le fonctionnement des tours traditionnels.
4. Comment l'automatisation améliore l'efficacité dans les environnements de production continue.
5. L'importance des tolérances techniques pour la précision des pièces.
6. Fonction et importance des roulements mécaniques dans les machines.
7. Principes de maintien de la qualité dans les processus de fabrication.
8. Contexte historique et mécanisme du tour de potier.
9. Les étapes nécessaires à la mise sur le marché d'un nouveau produit.