Table des matières

Qu'est-ce que le moulage sous pression de l'aluminium ?

Le moulage sous pression de l'aluminium est un procédé de fabrication de précision qui projette l'aluminium fondu dans un moule en acier réutilisable — appelé matrice — sous haute pression. On obtient ainsi une pièce de forme quasi-finale présentant des tolérances serrées, des surfaces lisses et des géométries complexes qui seraient difficiles, voire impossibles, à réaliser par usinage seul.
Dans le secteur automobile, ce procédé est indispensable. Il offre à la fois la légèreté, la résistance structurelle et la précision reproductible dont les véhicules modernes ont besoin. Chaque fois que vous ouvrez une portière, changez de vitesse ou démarrez un moteur, vous interagissez avec des pièces qui ont très probablement été fabriquées par moulage sous pression.
Le marché mondial de la moulage sous pression d'aluminium pour pièces automobiles était évalué à environ 27,55 milliards de dollars en 2024 et devrait dépasser les 41 milliards de dollars d'ici 2030, avec un taux de croissance annuel composé supérieur à 7 %. Cette croissance est portée par un facteur déterminant : les constructeurs automobiles ont besoin de composants plus légers, plus résistants et plus rentables — et le moulage sous pression d'aluminium répond à ces trois critères.
Pourquoi l'industrie automobile mise sur le moulage sous pression de l'aluminium
L'allègement n'est plus une option
Les réglementations strictes en matière d'émissions à l'échelle mondiale — notamment Normes CAFE aux États-Unis et les normes Euro 7 en Europe — poussent les constructeurs automobiles à réduire le poids des véhicules autant que possible. L'aluminium a une densité environ trois fois inférieure à celle de l'acier, ce qui en fait un choix naturel pour remplacer les composants ferreux plus lourds.
Selon les données du secteur, la quantité moyenne d'aluminium par camionnette devrait atteindre 250 kg d'ici 2026, ce qui représente une augmentation spectaculaire par rapport à il y a seulement dix ans. La Model S de Tesla, par exemple, utilise plus de 360 kg d'aluminium pour ses composants structurels, ses pièces moulées, ses profilés extrudés et ses panneaux de carrosserie.

Rapidité et envergure
Le moulage sous pression est un procédé rapide. Un seul moule peut produire des milliers de pièces identiques avant de nécessiter un entretien, et les temps de cycle varient souvent entre 15 et 90 secondes par cycle, selon la taille de la pièce. Pour un secteur qui produit des millions de véhicules par an, un tel débit est indispensable.
Précision à grande échelle
Le moulage sous haute pression moderne permet d'atteindre des tolérances dimensionnelles aussi strictes que ±0,1 mm. Cela se traduit par une réduction des opérations de finition, une diminution des opérations d'usinage secondaires et une baisse des coûts unitaires — des avantages qui s'amplifient considérablement lorsque les volumes de production sont élevés.
Liberté de conception
Le moulage sous pression de l'aluminium permet de produire des pièces à parois minces (d'une épaisseur de 1,0 à 1,5 mm), des bossages et des nervures intégrés, des géométries internes complexes ainsi que des éléments de fixation intégrés, le tout en une seule étape. Cette intégration élimine le recours au soudage, à la fixation ou à l'assemblage de plusieurs sous-composants.
Comment fonctionne le procédé de moulage sous pression de l'aluminium

Le processus de moulage sous pression suit un cycle répétable comprenant sept étapes principales :
1. Préparation de la matrice
La matrice en acier en deux parties est vaporisée d'un lubrifiant qui régule la température et facilite l'éjection des pièces. Les deux moitiés de la matrice sont ensuite serrées l'une contre l'autre sous pression hydraulique.
2. Fusion
Les lingots d'alliage d'aluminium sont chauffés dans un four à une température comprise entre 660 °C et 720 °C (1 220–1 328 °F), selon l'alliage concerné. Le contrôle de la température à ce stade est crucial : une surchauffe entraîne une porosité gazeuse excessive, tandis qu'un chauffage insuffisant provoque une solidification prématurée.
3. Injection
L'aluminium fondu est injecté dans la cavité du moule à des pressions allant généralement de 1 500 à 25 000 psi. Dans de nombreux cas, le remplissage complet prend moins de 100 millisecondes, ce qui est suffisamment rapide pour remplir les parties les plus fines avant que le métal ne commence à se solidifier.
4. Refroidissement et solidification
Une fois la cavité remplie, l'aluminium refroidit et se solidifie dans le moule. Spécialisé canaux de refroidissement intégrés à la matrice contribuent à réguler les vitesses de solidification et à réduire les contraintes internes.
5. Éjection
Le moule s'ouvre et les broches d'éjection poussent la pièce moulée solidifiée vers l'extérieur. Des angles de dépouille appropriés dans la conception du moule garantissent que la pièce se démoule proprement, sans être endommagée.
6. Découpe
Les bavures — cet excès de métal fin qui s'écoule le long de la ligne de joint — sont éliminées à l'aide de matrices de découpe ou par une finition manuelle. Les puits de débordement et les canaux d'alimentation sont également séparés de la pièce finie.
7. Opérations secondaires
En fonction des besoins, les pièces peuvent faire l'objet d'un usinage CNC, d'un traitement de surface (anodisation, thermolaquage, placage), d'un traitement thermique ou d'un contrôle avant leur expédition.

Options de finition de surface pour les pièces moulées en aluminium
Moulage sous pression à chambre chaude vs moulage sous pression à chambre froide
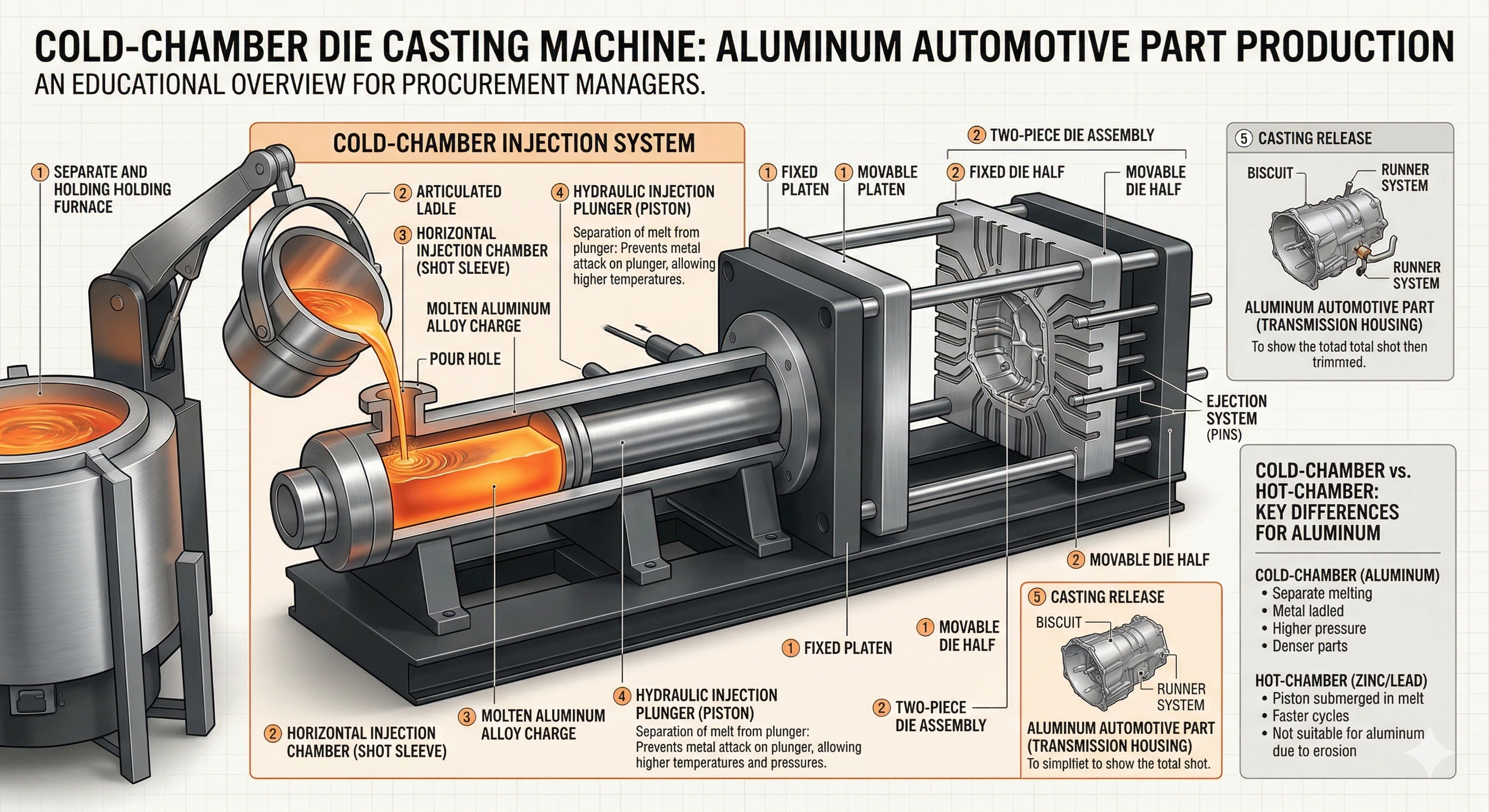
Ces deux variantes du procédé se distinguent par la manière dont le métal en fusion est acheminé vers la matrice :
| Caractéristique | Chambre chaude | Chambre froide |
|---|---|---|
| Fonctionnement | Le mécanisme d'injection est immergé dans le métal en fusion ; un col de cygne alimente directement la matrice | Le métal en fusion est versé dans une chambre d'injection distincte avant chaque coulée |
| Idéal pour | Métaux à bas point de fusion : zinc, magnésium, plomb | Métaux à haut point de fusion : aluminium, laiton, certains alliages de magnésium |
| Durée du cycle | Plus rapide (généralement entre 15 et 30 secondes) | Plus lent (généralement entre 30 et 90 secondes) |
| Pourquoi c'est important pour le secteur automobile | Utilisé pour les petites pièces de finition en zinc ou en magnésium | La méthode principale pour les pièces structurelles et les composants du groupe motopropulseur en aluminium |
Pour les pièces automobiles en aluminium, le moulage sous pression à chambre froide est la norme. Le point de fusion de l'aluminium est trop élevé pour les systèmes à chambre chaude : le métal en fusion endommagerait le mécanisme d'injection. Les procédés à chambre froide acceptent ce compromis en termes de vitesse, car ils offrent une densité, une résistance et une précision dimensionnelle supérieures pour les composants en aluminium.
Alliages d'aluminium utilisés dans le moulage sous pression automobile
Tous les alliages d'aluminium ne se valent pas. Le choix de l'alliage détermine la résistance mécanique, la résistance à la corrosion, les performances thermiques, la coulabilité et le coût d'une pièce. Voici les alliages les plus utilisés dans l'industrie du moulage sous pression automobile :
A380 (ADC10) — La référence du secteur
L'A380 est l'alliage de moulage sous pression le plus utilisé au monde, et ce n'est pas sans raison. Il offre un excellent équilibre entre moulabilité, résistance mécanique et coût. Son teneur élevée en silicium (7,5–9,5 %) garantit une excellente fluidité lors de l'injection, ce qui permet de s'adapter facilement aux géométries complexes.
Idéal pour : supports de moteur, carters de boîte de vitesses, boîtiers électroniques, éléments structurels généraux.
A383 (ADC12) — Idéal pour les formes complexes
L'A383 offre de meilleures caractéristiques de remplissage du moule que l'A380, au prix d'une légère perte de résistance mécanique. Il résiste à la fissuration à chaud et est privilégié pour les pièces présentant des détails complexes ou des parois minces.
Idéal pour : boîtiers complexes, connecteurs, composants à parois minces.
A360 — Résistance supérieure à la corrosion
L'A360 offre une résistance mécanique supérieure et une meilleure résistance à la corrosion que l'A380, mais il est plus difficile à mouler. On le choisit lorsque les pièces sont destinées à être exposées à des conditions difficiles, notamment au sel de déneigement, à l'humidité ou à des températures élevées.
Idéal pour : les composants sous le capot, les pièces exposées aux intempéries ou aux produits chimiques.
A413 — Étanchéité à la pression maximale
Lorsqu'une pièce doit être parfaitement étanche — par exemple, dans le cas de composants hydrauliques ou de systèmes de transfert de fluides —, l'alliage A413 est le choix idéal. Sa forte teneur en silicium lui confère une étanchéité exceptionnelle.
Idéal pour : vérins hydrauliques, carters de circuits hydrauliques, réservoirs sous pression.
AlSi10MnMg — L'alliage structurel pour véhicules électriques
Cet alliage s'est imposé comme le matériau de choix pour les pièces moulées de grande taille dans véhicules électriques . Il est trempable, soudable et présente un allongement élevé, ce qui en fait un matériau idéal pour les composants structurels destinés à résister aux chocs, fabriqués sur des presses de plusieurs tonnes.
Idéal pour : pièces moulées pour le soubassement des véhicules électriques, bacs de batterie, pièces moulées de très grande taille.
| Alliage | Résistance à la traction (MPa) | Allongement (%) | Coulabilité | Avantage clé |
|---|---|---|---|---|
| A380 | 325 | 3,5 | Excellent | Le plus performant dans tous les domaines |
| A383 | 310 | 3,5 | Excellent | Pièces complexes à parois minces |
| A360 | 315 | 3,0 | Modérée | Résistance à la corrosion |
| A413 | 295 | 2,5 | Bon | Étanchéité à la pression |
| AlSi10MnMg | 280+ | 5–10 | Bonne | Ductilité structurelle, apte au traitement thermique |
Fiches techniques NADCA sur les alliages destinés au moulage sous pression
Pièces automobiles fabriquées par moulage sous pression d'aluminium
Les pièces moulées sous pression en aluminium sont présentes dans pratiquement tous les systèmes d'un véhicule moderne :
Groupe motopropulseur et moteur
Les blocs-moteurs, les culasses, les carters d'huile, les collecteurs d'admission, les couvercles de soupapes et les couvercles de chaîne de distribution sont généralement moulés sous pression en aluminium. Ces pièces doivent résister à des températures élevées et à des contraintes mécaniques tout en restant aussi légères que possible.
Transmission
Les carters de boîte de vitesses et les carters d'engrenages comptent parmi les pièces moulées sous pression les plus volumineuses d'un véhicule. Ils doivent présenter une grande stabilité dimensionnelle, une étanchéité à la pression et permettre le montage de roulements et d'arbres avec un alignement précis.
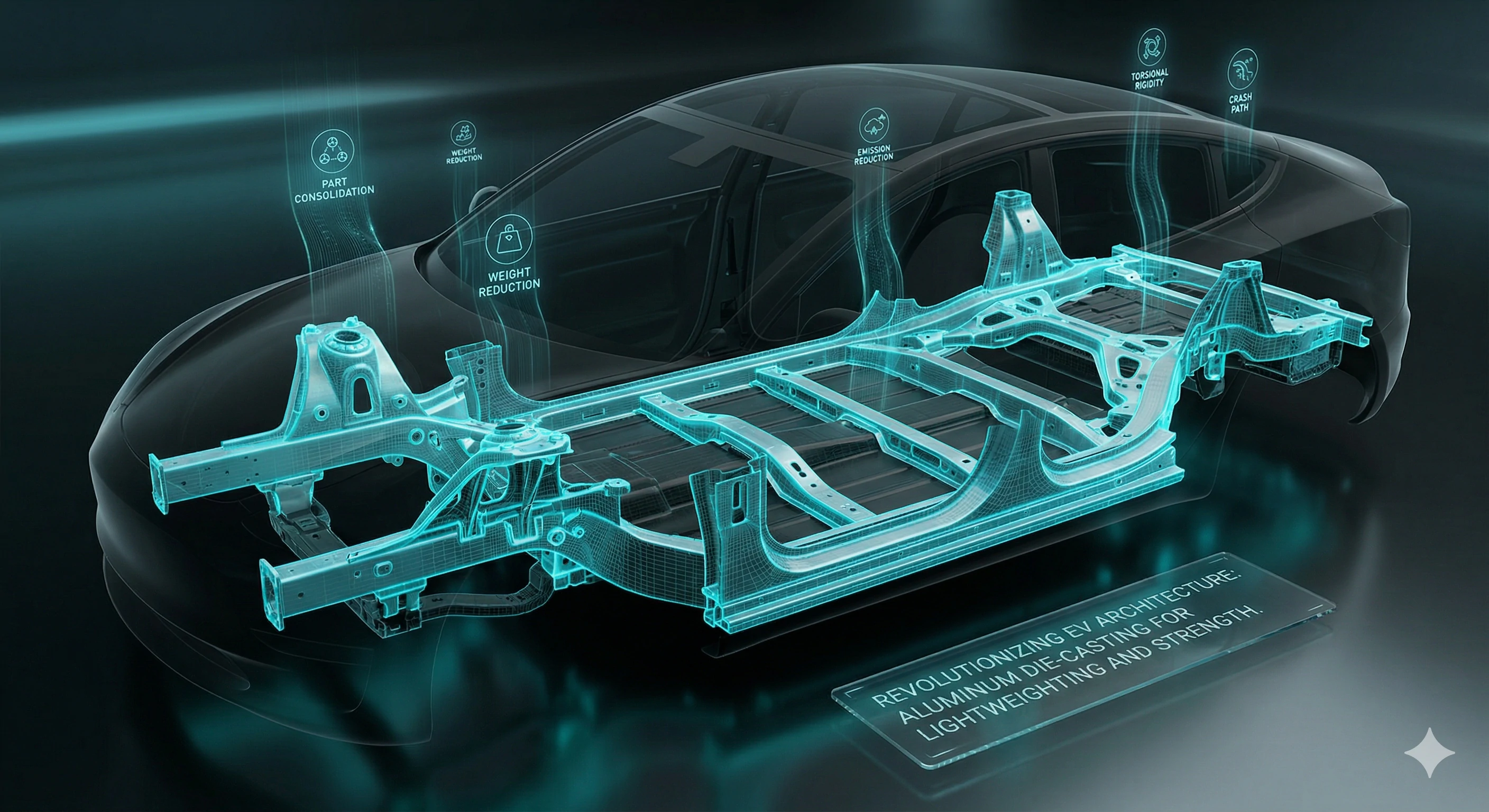
Châssis et carrosserie
Les traverses, les supports d'amortisseurs, les cadres de porte, les renforts de montant central et les pièces moulées du soubassement sont de plus en plus souvent fabriqués par moulage sous haute pression. La technique très médiatisée de « giga-casting » de Tesla permet de regrouper des dizaines de pièces embouties et soudées en une seule pièce moulée massive, réduisant ainsi le nombre de pièces de jusqu'à 70.
Châssis et suspension
Les fusées de direction, les bras de suspension, les composants du sous-châssis et les entretoises de roue sont des éléments pour lesquels le moulage sous pression remplace les solutions forgées ou usinées, permettant ainsi de réduire le poids sans compromettre la durabilité.
Électricité et véhicules électriques
Les boîtiers de batterie, les carters de moteur, les boîtiers d'onduleurs, les supports de port de recharge et les composants de gestion thermique sont à l'origine de la croissance rapide de la demande en moulage sous pression spécifique aux véhicules électriques. Le secteur automobile a représenté plus de 61 % du chiffre d'affaires du marché du moulage sous haute pression en 2025, le segment des véhicules électriques affichant une croissance annuelle de près de 9 %.
Équipements intérieurs et extérieurs
Les armatures de siège, les supports de colonne de direction, les boîtiers de rétroviseurs et les moulures décoratives complètent la liste. Ces pièces exigent souvent une excellente finition de surface dès leur sortie du moule.
Guide de conception : Concevoir de meilleures pièces automobiles moulées sous pression
C'est lors de la conception en vue de la fabrication (DFM) que se joue le succès ou l'échec d'une pièce moulée sous pression. En respectant ces principes fondamentaux dès la phase de conception, on évite des coûts, des délais et des difficultés considérables lors de la production.
1. Épaisseur de la paroi
L'uniformité de l'épaisseur des parois est le principe de conception le plus important. Une épaisseur irrégulière entraîne un refroidissement inégal, ce qui provoque de la porosité, des déformations et des creux de moulage.
Pour les pièces automobiles en aluminium, visez une épaisseur de paroi nominale comprise entre 1,5 et 4,0 mm. Si des variations sont inévitables, optez pour des transitions progressives — évitez à tout prix les changements brusques.
2. Angles de prise
Le dévers est le léger biseautage appliqué aux surfaces verticales afin que la pièce se détache facilement du moule. Sans un dévers adéquat, les pièces collent, s'abîment lors de l'éjection ou nécessitent des modifications coûteuses de l'outillage.
Tirant d'eau minimum recommandé :
-
Surfaces extérieures : 1 à 2° par côté
-
Surfaces internes (noyaux) : 2 à 3° par côté
-
Rainures profondes ou nervures : jusqu'à 5°
3. Emplacement de la ligne de joint
La ligne de joint est le point de rencontre des deux moitiés du moule. Des bavures se formeront le long de cette ligne ; il convient donc de la placer à un endroit facilement accessible pour l'ébarbage et où elle n'affectera pas les surfaces ou les dimensions critiques.
Déterminez dès le début l'emplacement de la ligne de joint : cela influe sur le sens du dépouille, l'éjection et la conception globale du moule.
4. Congés et rayons
Les angles internes vifs constituent des concentrateurs de contraintes qui entravent également l'écoulement du métal. Remplacez-les par des congés généreux (rayon minimum de 1 mm ; 2 à 3 mm est préférable). Les arêtes externes doivent présenter des rayons afin de réduire l'usure des matrices et d'améliorer l'état de surface.
5. Côtes
Les nervures renforcent la rigidité sans ajouter de volume. Concevez-les avec une épaisseur comprise entre 50 et 70 % de celle de la paroi adjacente et veillez à ce que leur hauteur ne dépasse pas trois fois l'épaisseur de la paroi afin d'éviter l'apparition de creux sur la face opposée.
6. Les patrons
Les bossages servent de points de fixation pour les vis ou les chevilles. Leur épaisseur doit correspondre à celle de la paroi environnante afin d'éviter toute porosité. Il convient de relier les bossages aux parois adjacentes à l'aide de nervures ou de goussets plutôt que de les installer de manière isolée.
7. Contre-dépouilles
Les contre-dépouilles nécessitent l'utilisation de noyaux ou de poussoirs à action latérale dans la matrice, ce qui accroît la complexité et le coût de l'outil. Éliminez les contre-dépouilles dans la mesure du possible, ou modifiez la géométrie de manière à ce qu'elle puisse être formée par l'action principale de la matrice.
8. Trous et fenêtres
Les trous traversants parallèles au sens d'emboutissage de la matrice sont faciles à réaliser par moulage. Les trous transversaux (perpendiculaires au sens d'emboutissage) nécessitent l'utilisation de noyaux coulissants. Pour les trous filetés, il est généralement plus rentable de mouler un trou pilote et de le fileter lors d'une opération d'usinage secondaire.
9. Marge de retrait
Les pièces moulées en aluminium subissent un retrait de 0,4 à 0,6 % lorsqu'elles refroidissent, passant de l'état liquide à la température ambiante. La conception de votre moule doit en tenir compte, et les cotes critiques doivent être validées à l'aide d'un logiciel de simulation (tel que MAGMASOFT ou ProCAST) avant de procéder à la découpe de l'acier.
Normes de la NADCA relatives aux pièces moulées sous pression
Contrôle qualité et normes d'essai
Les pièces moulées sous pression destinées à l'industrie automobile doivent répondre à certaines des normes de qualité les plus strictes de tous les secteurs. Voici ce que comprend un programme de qualité rigoureux :
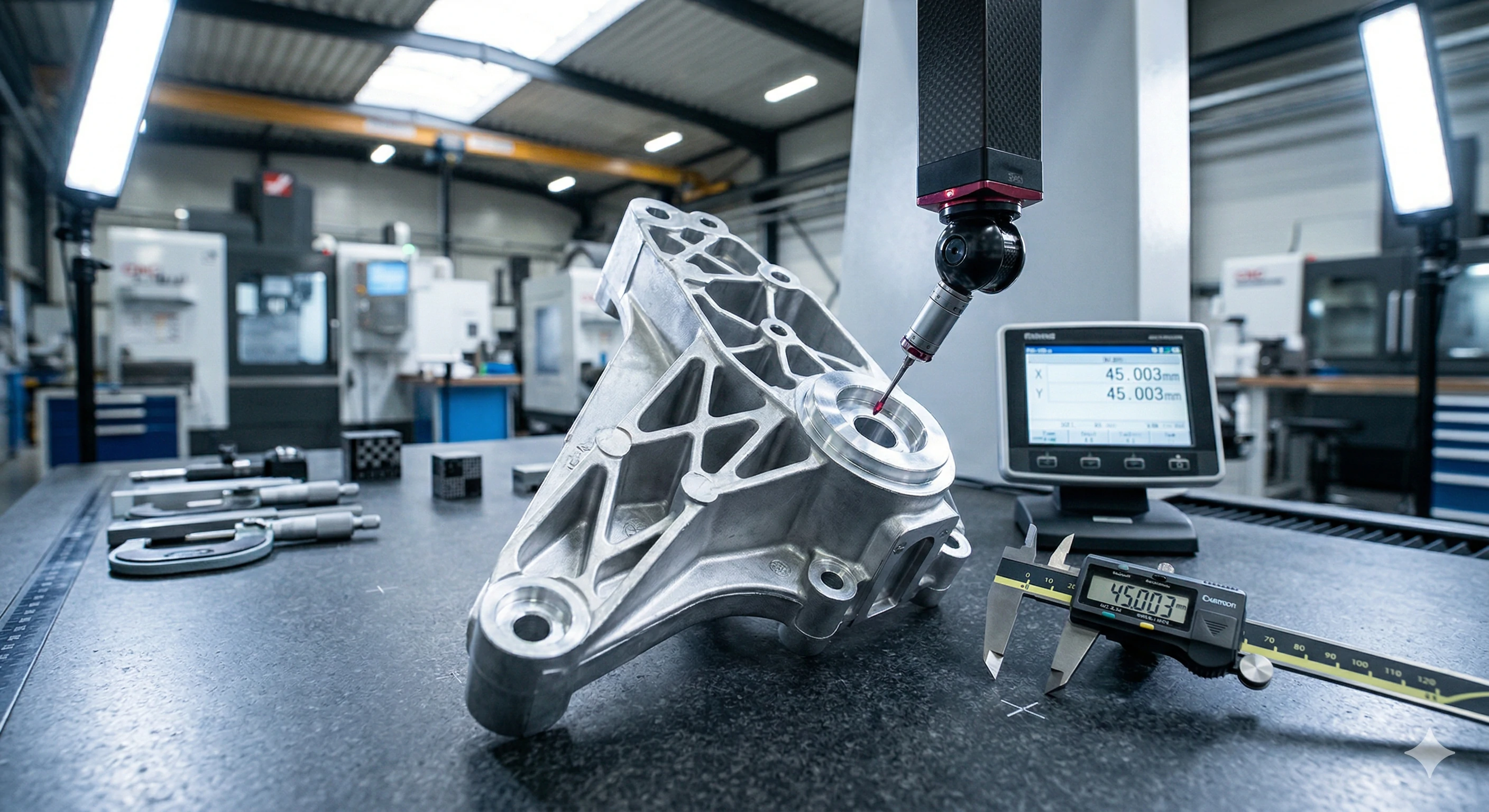
Contrôle dimensionnel
Machines à mesurer tridimensionnelles (CMM) et la numérisation 3D permettent de vérifier que chaque cote critique respecte les tolérances spécifiées. Les rapports d'inspection du premier article (FAIR) sont la norme pour les nouveaux outillages.
Contrôles non destructifs (CND)
-
Le contrôle par rayons X (radiographique) permet de détecter la porosité interne, les inclusions et les vides de retrait qui ne sont pas visibles en surface.
-
Le contrôle par ressuage permet de détecter les fissures qui traversent la surface.
-
Le contrôle par ultrasons est utilisé pour les sections plus épaisses, lorsque le contrôle par rayons X n'est pas envisageable.
Essais mécaniques
La résistance à la traction, la limite d'élasticité, l'allongement, la dureté et la résistance à la fatigue sont vérifiés au moyen d'essais destructifs réalisés sur des échantillons prélevés dans chaque lot de production.
Essais de pression
Pour les pièces qui doivent assurer l'étanchéité face aux fluides ou aux gaz — comme les carters de boîte de vitesses ou les collecteurs de liquide de refroidissement —, on procède à des essais d'étanchéité à l'hélium ou à des essais de pression hydrostatique.
Certifications professionnelles
Les fournisseurs de pièces moulées sous pression pour l'industrie automobile devraient disposer (la norme de gestion de la qualité dans le secteur automobile), ISO 9001, et, dans l'idéal, disposer d'homologations spécifiques des équipementiers (documentation PPAP). La conformité environnementale selon la norme ISO 14001 est de plus en plus attendue.
Le moulage sous pression de l'aluminium par rapport aux autres méthodes de fabrication
| Critères | Moulage sous pression | Moulage au sable | Moulage de précision 8 | Usinage CNC | Estampage |
|---|---|---|---|---|---|
| Tolérances | ±0.1 mm | ±0.5–1.0 mm | ±0.1–0.25 mm | ±0.01 mm | ±0.1–0.5 mm |
| Finition de surface | Excellent (1,6–3,2 µm Ra) | Rugueux (6–25 µm Ra) | Très bonne (1,6–3,2 µm Ra) | Mise en miroir possible | Bien |
| Complexité des pièces | Très élevé | Élevé | Très élevé | Modéré | Faible à modéré |
| Vitesse de production | 30 à 120 secondes par pièce | De quelques minutes à plusieurs heures | De quelques heures à plusieurs jours | De quelques minutes à plusieurs heures | 1 à 5 secondes par pièce |
| Volume idéal | Plus de 10 000 pièces | 1 à 5 000 pièces | 100 à 10 000 pièces | 1 à 1 000 pièces | Plus de 50 000 pièces |
| Coût des outillages | $15,000–$200,000+ | $500–$5,000 | $1,000–$20,000 | Minimal | $10,000–$100,000+ |
| Gaspillage de matériaux | Faible (5 à 10 %) | Modéré (15 à 30 %) | Faible (5 à 15 %) | Élevé (40 à 80 %) | Modéré |
Quand opter pour le moulage sous pression : Vous avez besoin de pièces complexes en aluminium en quantités supérieures à 10 000 unités, présentant une bonne précision dimensionnelle et ne nécessitant qu'un post-traitement minimal. Cela couvre la plupart des cas de figure dans le secteur automobile.
Quand le moulage sous pression n'est pas la solution idéale : très faibles volumes (prototypes ou petites séries), pièces nécessitant des tolérances extrêmement strictes mieux adaptées à l'usinage CNC, ou pièces de très grande taille dépassant la capacité des machines disponibles (même si les presses géantes repoussent progressivement ces limites).
Comparaison entre le moulage au sable et le moulage sous pression
Les facteurs de coût et comment les réduire
Le moulage sous pression est rentable à grande échelle, mais plusieurs facteurs influent sur le coût total des pièces :
Outillage
La fabrication des moules représente l'investissement initial le plus important, allant de 15 000 dollars pour des moules simples à une seule cavité à plus de 200 000 dollars pour des outils à plusieurs cavités et à plusieurs glissières comportant des systèmes d'éjection complexes. Cependant, un moule de bonne facture peut supporter entre 100 000 et plus d'un million de cycles, ce qui permet d'amortir ce coût sur une production de grande envergure.
Matériau
Les prix des alliages d'aluminium fluctuent en fonction des marchés des matières premières. L'A380 est généralement le choix le plus économique. L'utilisation de teneur en aluminium recyclé (alliage secondaire) permet de réduire les coûts des matériaux de 10 à 20 % tout en diminuant l'empreinte carbone.
Poids unitaire
Chaque gramme compte, non seulement pour les performances du véhicule, mais aussi pour le coût de moulage. L'optimisation de la conception des nervures et des parois afin d'éliminer le matériau superflu permet de réduire à la fois la durée du cycle et la consommation d'alliage.
Opérations secondaires
Chaque étape post-moulage — usinage, traitement de surface, assemblage — engendre des coûts supplémentaires. Concevoir des pièces qui sortent du moule en respectant au plus près les spécifications finales (fabrication « near-net-shape ») constitue la stratégie la plus efficace pour réduire les coûts.
Conseils pratiques pour réduire les coûts
-
Simplifier la géométrie afin de réduire la complexité de la matrice et le nombre d'actions secondaires.
-
Uniformiser les rayons et les angles de dépouille afin de simplifier la programmation CNC lors de la fabrication des matrices.
-
Regrouper plusieurs pièces en une seule pièce moulée afin d'éliminer les opérations d'assemblage en aval.
-
Utilisez un logiciel de simulation pour optimiser la conception des points d'injection, des canaux d'injection et des évacuations avant de découper le moule — les modifications apportées à l'acier coûtent cher.
-
Collaborez avec votre fournisseur dès le début de la phase de conception ; des spécialistes expérimentés en moulage sous pression peuvent vous proposer des améliorations en matière de conception pour la fabrication (DFM) qui permettent d'économiser des milliers d'euros par cycle de production.
Comment choisir un fournisseur de pièces moulées sous pression en aluminium
Choisir le bon fournisseur est tout aussi important que de concevoir la bonne pièce. Voici les éléments à prendre en compte :
Capacités techniques
Le fournisseur dispose-t-il de presses correspondant à la gamme de tonnage requise pour vos pièces ? Les petits boîtiers peuvent nécessiter une presse de 400 tonnes, tandis que les pièces moulées structurelles pour véhicules électriques peuvent nécessiter une presse de 4 000 tonnes ou plus. Vérifiez la gamme d'équipements dont il dispose ainsi que le poids maximal de coulée.
Certifications
Pour les activités dans le secteur automobile, il faut au minimum vérifier la certification IATF 16949. Les normes ISO 9001 et ISO 14001 constituent les exigences de base. Les agréments spécifiques aux équipementiers (Ford Q1, GM Supplier Quality Excellence, Toyota Quality Management) apportent un gage de confiance supplémentaire.
Ressources internes
Un fournisseur capable d'assurer sous un même toit la conception et la fabrication de moules, le moulage, l'usinage CNC et la finition de surface permet de raccourcir les délais de livraison et de réduire les problèmes de communication. Privilégiez les structures intégrées.
Assistance technique
Les meilleurs fournisseurs agissent en tant que partenaires techniques, et non pas simplement comme des ateliers de production. Ils doivent proposer des analyses de fabricabilité (DFM), des simulations de moulage par injection et des recommandations proactives en matière de conception. Cette collaboration doit débuter avant même que la première découpe ne soit effectuée.
Infrastructure de qualité
Renseignez-vous sur leur équipement d'inspection (machine à mesurer tridimensionnelle, rayons X, spectromètres), leurs méthodes de contrôle des processus (SPC, surveillance en temps réel) et leurs taux de défauts (objectifs en PPM). Si possible, visitez les installations.
Fiabilité de la chaîne logistique
Évaluez les délais de livraison, le taux d'utilisation des capacités, la situation géographique (et les implications logistiques), ainsi que leur capacité à s'adapter en cas d'augmentation de vos volumes. Demandez des références auprès de leurs clients actuels du secteur automobile.
Transparence des prix
Un fournisseur digne de confiance présente clairement la répartition des coûts : outillage, prix unitaire, opérations secondaires, emballage et expédition. Méfiez-vous des fournisseurs qui proposent des prix unitaires irréalistes : les coûts cachés apparaissent souvent par la suite.
Annuaire des fonderies sous pression certifiées NADCA
Les tendances du secteur qui façonnent l'avenir
Giga-Casting et Mega-Casting
Tesla a été le premier à utiliser des presses de moulage sous pression d'une capacité de 6 000 à 9 000 tonnes pour produire des structures de soubassement monoblocs qui remplacent des dizaines de composants emboutis et soudés. D'autres constructeurs automobiles — notamment Toyota, Volvo, Hyundai et plusieurs constructeurs chinois — emboîtent le pas. Des machines développant une force de serrage supérieure à 16 000 tonnes sont désormais en service, ouvrant la voie à des pièces moulées monoblocs encore plus imposantes.
Demande en véhicules électriques
Les véhicules électriques nécessitent des composants moulés sous pression spécifiques — bacs de batterie, carters de moteur, boîtiers d'onduleurs — dont les véhicules à moteur à combustion interne traditionnels n'ont pas besoin. À mesure que la production mondiale de véhicules électriques prend de l'ampleur, la demande en pièces moulées sous pression en aluminium spécialisées augmente à un rythme environ deux fois supérieur à celui du marché global des pièces moulées pour l'automobile.
Usines intelligentes et Industrie 4.0
La surveillance des processus en temps réel grâce à des capteurs IoT, la détection des défauts basée sur l'IA et l'automatisation des cellules robotisées transforment les opérations de moulage sous pression. Ces technologies améliorent la régularité de la production, réduisent les rebuts et permettent une maintenance prédictive qui minimise les temps d'arrêt imprévus.
Développement durable et contenu recyclé
Les constructeurs automobiles exigent une proportion plus élevée d'aluminium recyclé dans leurs chaînes d'approvisionnement afin de réduire Émissions de scope 3 . Les programmes de recyclage en circuit fermé — dans le cadre desquels les déchets de production sont collectés, refondus et réutilisés en interne — sont en train de devenir la norme chez les principaux fournisseurs.
Moulage sous vide et moulage semi-solide
Le moulage sous haute pression assisté par vide (HPDC sous vide) réduit la porosité à moins de 2 %, ce qui permet le traitement thermique et le soudage des pièces moulées sous pression — des possibilités qui étaient auparavant impossibles. Le moulage semi-solide (réocasting) améliore encore davantage la qualité en injectant de l'aluminium à l'état partiellement solidifié, ce qui confère aux pièces des propriétés proches de celles des pièces forgées.
Conception basée sur la simulation
Les progrès réalisés dans le domaine des logiciels de simulation de moulage permettent aux ingénieurs de prévoir les schémas de remplissage, la localisation des porosités, les contraintes thermiques et la durée de vie du moule avant même qu'une seule pièce ne soit moulée. Ce prototypage virtuel réduit le nombre d'itérations des outils et accélère la mise sur le marché.
Foire aux questions
Quel est l'alliage d'aluminium le plus couramment utilisé pour le moulage sous pression de pièces automobiles ?
L'A380 (également connu sous le nom d'ADC10) est l'alliage le plus couramment utilisé en raison de son excellent équilibre entre coulabilité, résistance mécanique, conductivité thermique et coût. Pour les composants structurels des véhicules électriques, l'AlSi10MnMg connaît un succès croissant.
En quoi le moulage sous pression diffère-t-il du moulage au sable dans le domaine automobile ?
Le moulage sous pression utilise des moules en acier réutilisables et une pression d'injection élevée pour produire des pièces présentant des tolérances bien plus strictes (±0,1 mm contre ±0,5 à 1,0 mm), des surfaces plus lisses, des parois plus fines et des temps de cycle plus courts. Le moulage au sable est mieux adapté aux pièces de très grande taille, aux faibles volumes ou au prototypage.
Quelle épaisseur de paroi est recommandée pour les pièces automobiles en aluminium moulé sous pression ?
L'épaisseur nominale des parois est généralement comprise entre 1,5 et 4,0 mm. Des parois d'une épaisseur inférieure à 1,0 mm risquent de ne pas être entièrement remplies, tandis que des parois d'une épaisseur supérieure à 5 mm augmentent la durée du cycle, la consommation de matière et le risque de porosité interne. L'uniformité est plus importante que l'épaisseur absolue.
Les pièces moulées sous pression en aluminium sont-elles suffisamment résistantes pour être utilisées dans des composants structurels automobiles ?
Oui. Les procédés de moulage sous vide HPDC et de moulage semi-solide, associés à des alliages pouvant subir un traitement thermique tels que l'AlSi10MnMg, permettent d'obtenir des pièces moulées dont les propriétés mécaniques se rapprochent de celles de l'aluminium corroyé. Ces pièces sont utilisées dans des composants structurels destinés à résister aux chocs par de grands équipementiers tels que Tesla, BMW et Volvo.
Quel est le coût de l'outillage pour un projet de moulage sous pression dans le secteur automobile ?
Le coût des moules varie généralement entre 15 000 dollars pour les petites pièces simples et plus de 200 000 dollars pour les grands moules à plusieurs cavités dotés de mécanismes de noyau complexes. L'investissement dans les moules est amorti sur la durée de vie de ceux-ci, qui peut dépasser le million de cycles pour des moules bien entretenus.
Quelles certifications un fournisseur de pièces moulées sous pression pour l'automobile doit-il posséder ?
Recherchez les certifications IATF 16949 (gestion de la qualité dans le secteur automobile), ISO 9001 (systèmes de gestion de la qualité) et ISO 14001 (gestion environnementale). Les homologations spécifiques aux équipementiers et la capacité à fournir la documentation PPAP sont également importantes.
Les pièces moulées sous pression en aluminium peuvent-elles être utilisées pour les boîtiers de batterie des véhicules électriques ?
Tout à fait. Les bacs et boîtiers de batterie en aluminium moulé sous pression offrent l'intégrité structurelle, la gestion thermique et le blindage contre les interférences électromagnétiques (EMI) nécessaires aux batteries des véhicules électriques. Il s'agit de l'un des segments d'application qui connaît la croissance la plus rapide sur le marché du moulage sous pression.
Comment réduire le coût de mon projet de moulage sous pression d'aluminium ?
Il convient de se concentrer dès le début sur la conception pour la fabrication (DFM) : simplifier la géométrie des pièces, réduire au minimum les actions latérales, maintenir une épaisseur de paroi uniforme, regrouper plusieurs pièces en une seule pièce moulée et recourir à la simulation pour optimiser la conception du moule avant la fabrication. Le choix d'un alliage standard tel que l'A380 permet également de maîtriser les coûts des matériaux.
Qu'est-ce que le « giga-casting » et pourquoi est-ce important ?
Le « giga-casting » désigne l'utilisation de machines de moulage sous pression de très grande taille (plus de 6 000 tonnes) pour produire des composants structurels de véhicules en une seule pièce, qui remplacent de nombreuses pièces plus petites. Cette technique permet de réduire le nombre de pièces, les étapes d'assemblage et les coûts de fabrication, et constitue une tendance majeure dans la production de véhicules électriques.
Quel est le délai de fabrication habituel pour les outillages de moulage sous pression destinés à l'industrie automobile ?
Les délais de fabrication des outillages varient généralement entre 8 et 16 semaines, en fonction de la complexité, de la taille des matrices et de la capacité du fournisseur. Les premiers échantillons sont généralement livrés dans un délai de 1 à 2 semaines après l'achèvement de l'outillage, la montée en puissance de la production nécessitant 2 à 4 semaines supplémentaires.
Prêt à vous lancer dans votre projet de moulage sous pression pour l'automobile ?
Que vous développiez un nouveau composant pour un groupe motopropulseur, conceviez des pièces structurelles légères pour une plateforme de véhicule électrique ou cherchiez à rationaliser votre chaîne d'approvisionnement, le choix d'un partenaire de moulage sous pression adapté fait toute la différence.
Commencez par définir les spécifications de vos pièces — alliage, tolérances, volume annuel et finition de surface — et faites appel à un fournisseur qualifié dès le début de la phase de conception. L'investissement dans une collaboration précoce en matière de conception pour la fabrication (DFM) est largement rentabilisé en termes d'efficacité de production, de qualité des pièces et de coût total.
Demander un devis pour un moulage sous pression
Sources : Données de marché issues de Mordor Intelligence, Grand View Research, Fortune Business Insights et The Business Research Company (rapports 2024-2026). Normes techniques issues de la North American Die Casting Association (NADCA).
Notes de bas de page
1. Aperçu des processus généraux de fabrication et de production industrielle.
2. Informations officielles de la NHTSA concernant la réglementation sur la consommation moyenne de carburant des constructeurs automobiles.
3. Aperçu des mécanismes de régulation de la température dans la fonderie sous pression moderne.
4. Répartition des propriétés et des éléments présents dans les alliages d'aluminium.
5. Des informations complètes sur la conception et le fonctionnement des véhicules électriques.
6. Découvrez comment les machines de mesure par coordonnées (CMM) vérifient la géométrie des pièces avec une grande précision.
7. Normes mondiales de gestion de la qualité spécifiques à l'industrie automobile.
8. Explication étape par étape de la méthode de moulage de précision.
9. Avantages environnementaux et économiques du recyclage des matériaux en aluminium.