
Dans notre fonderie, nous rencontrons souvent des clients qui utilisent indifféremment les termes « moulage » et « moulage à la cire perdue », pensant qu'ils désignent exactement le même procédé. Cette confusion peut coûter cher. Nous avons constaté responsables des achats commander des pièces moulées standard en espérant obtenir une finition polie miroir, pour finalement recevoir des pièces rugueuses et granuleuses qui nécessitent un usinage supplémentaire coûteux. La frustration liée aux retards dans les délais des projets et aux dépassements de budget est bien réelle, mais elle peut être facilement évitée grâce à des connaissances appropriées.
Le moulage est le terme générique qui désigne tout processus de fabrication dans lequel un matériau liquide est coulé dans un moule, tandis que le moulage à la cire perdue est une méthode spécifique de haute précision appartenant à cette catégorie. Alors que les méthodes de moulage standard, comme le moulage au sable, conviennent aux pièces volumineuses et grossières, le moulage à la cire perdue (ou moulage à la cire perdue) est essentiel pour créer des composants complexes, lisses et très détaillés, comme les ferrures architecturales.

Pour comprendre quelle méthode convient le mieux à votre prochain projet, nous devons analyser les mécanismes, les coûts et les résultats de chaque processus.
Qu'est-ce que le « parapluie » du casting ?

Lorsque nous accueillons de nouveaux ingénieurs dans notre établissement, nous utilisons souvent l'analogie suivante : comparer le moulage au moulage à la cire perdue, c'est comme comparer un « véhicule » à une « Ferrari ». L'un appartient à la catégorie générale, l'autre est une version spécialisée et hautement performante. Si vous commandez simplement un « moulage » sans préciser le type, vous risquez de vous retrouver avec un processus totalement inadapté à vos exigences en matière de tolérance. Nous voulons nous assurer que vous ne serez jamais confronté à ce problème d'inadéquation de la qualité.
Le moulage désigne la technique de fabrication fondamentale consistant à verser un matériau en fusion dans un moule creux afin qu'il se solidifie sous une forme spécifique. Il englobe diverses méthodes telles que le moulage au sable, le moulage sous pression et le moulage à la cire perdue. Chaque méthode spécifique relevant de cette catégorie offre des avantages distincts en termes de finition de surface, de vitesse de production et de compatibilité des matériaux, ce qui détermine son adéquation à différentes applications industrielles.

Comprendre le concept général
À la base, le concept de moulage est ancien et simple : faire fondre du métal, le verser dans un moule, le laisser refroidir, puis démouler la pièce. Cependant, la manière dont nous créons ce « moule » (le matériau de moulage ) change tout. Dans notre secteur, nous classons généralement les moulages en trois grandes catégories en fonction du matériau du moule.
Les principaux types de moulage
Il est essentiel de distinguer ces types, car ils donnent des résultats très différents.
-
Moulage au sable : Cette méthode utilise des moules en sable aggloméré. C'est la méthode la plus utilisée dans l'industrie. Elle est idéale pour les pièces massives telles que les blocs moteurs ou les couvercles de regards, où une texture de surface rugueuse est acceptable. Elle est généralement moins coûteuse en termes d'outillage, mais nécessite un usinage important si vous avez besoin de précision.
-
Moulage sous pression : Ici, nous utilisons des moules métalliques réutilisables. Ceux-ci sont conçus pour être rapides et produire de grands volumes, et sont généralement utilisés pour les métaux à bas point de fusion comme l'aluminium ou le zinc. Ils ne conviennent pas à l'acier inoxydable de haute qualité.
-
Moulage à la cire perdue : cette technique utilise coques en céramique . C'est la méthode que nous privilégions pour les pièces de précision.
Comparaison des méthodes de moulage
Pour vous aider à visualiser où chaque méthode s'applique, voici une analyse des principales caractéristiques que nous observons dans notre atelier de production :
| Fonctionnalité | Moulage au sable | Moulage sous pression | Moulage à la cire perdue |
|---|---|---|---|
| Matériau du moule | Sable | Métal (acier) | Coque en céramique |
| Avantage principal | Faible coût, pièces de grande taille | Haute vitesse, volume élevé | Haute précision, finition lisse |
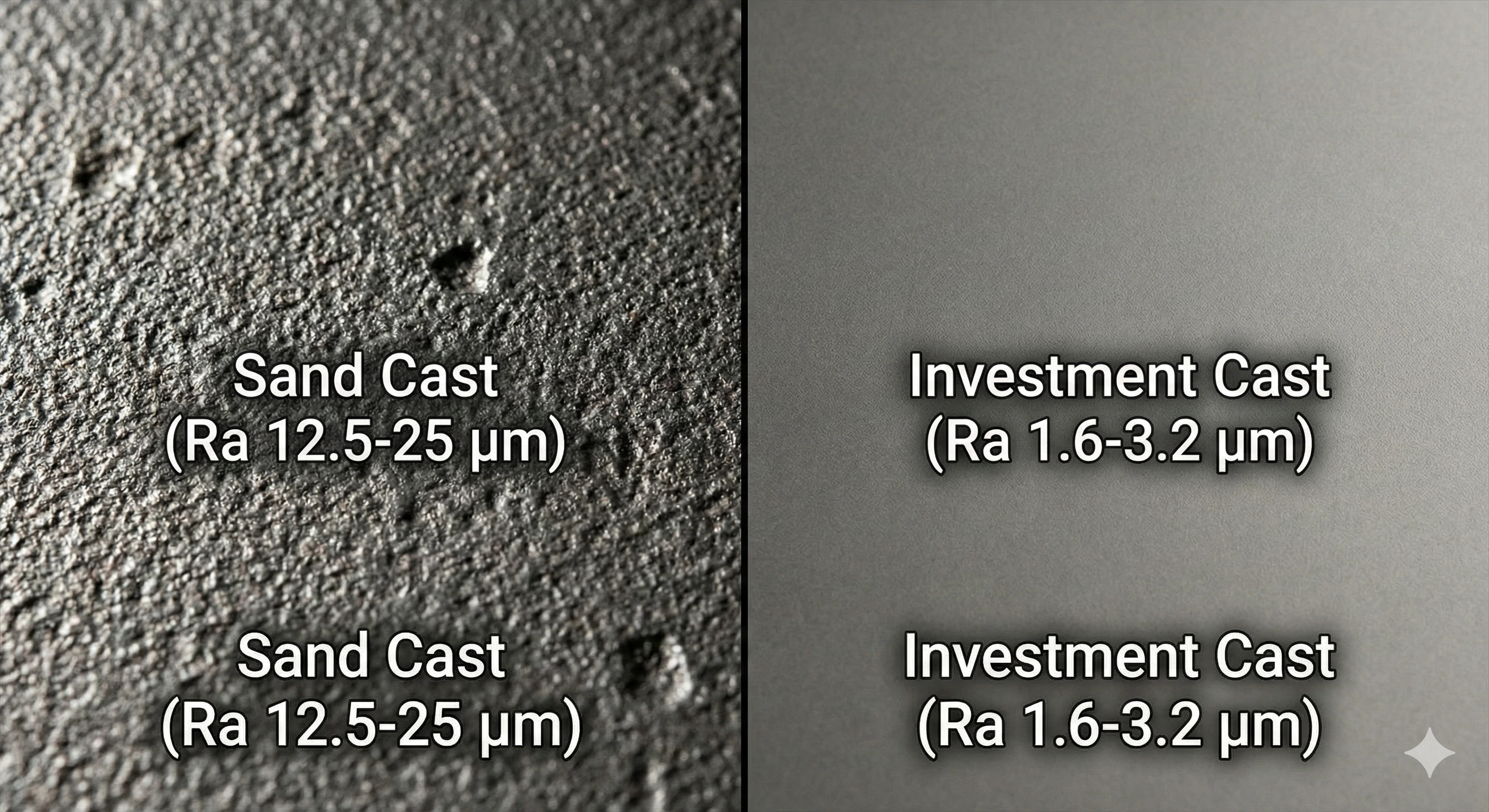
| Texture de surface | Rugueuse, granuleuse (Ra 12,5-25) | Lisse | Excellente, semblable à du verre (Ra 1,6-3,2) |
| Métaux courants | Fer, acier, bronze | Aluminium, zinc | Acier inoxydable, acier au carbone |
| Coût des outils | Faible | Élevé | Modéré à élevé |
Comprendre cette hiérarchie permet d'éviter l'erreur courante qui consiste à attendre une « précision aérospatiale » d'un processus « de type plaque d'égout ».
Qu'est-ce que le moulage à la cire perdue ?

D'après notre expérience en matière d'exportation vers les États-Unis et l'Europe, le terme « investment » (moulage) prête souvent à confusion chez les acheteurs qui pensent qu'il fait référence à la finance. En réalité, il s'agit d'un mot ancien qui signifie « habiller » ou « entourer », en référence à la façon dont la coque en céramique entoure le modèle en cire. Lorsque nous produisons des accessoires en verre haut de gamme, c'est le seul procédé qui nous permet d'obtenir la forme proche de la forme finale souhaitée sans générer de déchets excessifs. Nous utilisons cette méthode pour garantir que votre produit final soit aussi esthétique que performant.
Le moulage à la cire perdue, également appelé moulage à la cire perdue, est un procédé de fabrication de précision dans lequel un modèle en cire est recouvert d'une pâte céramique afin de créer un moule. Une fois la céramique durcie, la cire est fondue, laissant une cavité parfaite pour le métal en fusion, ce qui permet d'obtenir des pièces d'une qualité de surface exceptionnelle et des tolérances dimensionnelles strictes.

La méthode de la « cire perdue »
Nous décrivons souvent ce processus à nos clients comme « copier une copie ». Il commence par l'injection de cire dans un moule métallique afin de créer une réplique de la pièce finale. Nous fixons ensuite ces répliques en cire à un bâton central, créant ainsi ce qui ressemble à un « arbre de cire ».
Cet arbre est plongé — ou « investi » — plusieurs fois dans une bouillie céramique. Dans notre usine, nous laissons sécher afin de former une coque dure. La magie opère ensuite : nous chauffons la coque et la cire fond (d'où le nom « cire perdue »). Il ne reste alors qu'une coque céramique creuse qui est le négatif parfait de votre pièce. Nous versons de l'acier inoxydable fondu dans cette coque. Une fois refroidi, nous brisons la céramique pour révéler les pièces métalliques.
Pourquoi est-il considéré comme « haut de gamme » ?
Vous vous demandez peut-être pourquoi nous suivons autant d'étapes. La réponse réside dans les détails. Comme le moule est formé autour d'un modèle en cire lisse plutôt que de sable compacté, la surface interne du moule est incroyablement lisse.
Capacité à gérer la complexité
Cette méthode nous permet de mouler des éléments qui seraient impossibles à réaliser avec d'autres méthodes.
-
Sous-coupes : nous pouvons mouler des géométries internes complexes.
-
Parois minces : nous pouvons obtenir des sections plus minces que celles permises par le moulage au sable.
-
Logos et texte : les caractères fins sont nets et lisibles.
C'est pour cette raison que nous utilisons le moulage à la cire perdue pour des composants tels que les roues, où la courbure des aubes doit être précise pour mécanique des fluides , ou pour les charnières architecturales où le mécanisme doit s'adapter parfaitement.
Quelles sont les principales différences entre le moulage à la cire perdue et le moulage au sable standard ?
Lorsque nous calibrons notre normes de contrôle de qualité , la différence entre une pièce moulée au sable et une pièce moulée à la cire perdue est immédiatement visible à l'œil nu. Nous savons que pour beaucoup d'entre vous, le choix se résume à une question de budget ou de qualité. Cependant, ignorer les limites physiques du moulage au sable peut conduire à des pièces qui ne s'adaptent tout simplement pas ou qui ont un aspect horrible dans un environnement architectural. Notre objectif est de vous aider à trouver le juste équilibre entre le coût et les performances requises.
Les principales différences entre le moulage à la cire perdue et le moulage au sable résident dans la finition de surface, la précision dimensionnelle et la structure des coûts. Le moulage à la cire perdue offre une surface lisse avec des tolérances strictes d'environ 0,1 mm, idéale pour les pièces détaillées, tandis que le moulage au sable produit une texture plus rugueuse avec des tolérances plus larges de 1 à 3 mm, ce qui le rend plus adapté aux composants lourds et de grande taille.

1. Finition de surface : l'effet « peau d'orange »
La différence la plus évidente réside dans la texture. Si vous prenez une pièce moulée au sable dans notre pile de rebuts (ou un échantillon d'un concurrent), vous constaterez qu'elle ressemble à du papier de verre ou à une peau d'orange. Elle est rugueuse. Pour la rendre brillante, il faudrait poncer une quantité importante de métal.
En revanche, une pièce moulée par coulée de précision sort du moule avec une finition mate mais lisse. Elle est immédiatement prête à être polie. Pour nos clients qui achètent des garde-corps en verre, cela n'est pas négociable. Vous ne pouvez pas vendre une pince rugueuse à un propriétaire.
2. Tolérance et usinage
La tolérance désigne l'écart entre les dimensions finales de la pièce et les dimensions prévues dans les plans.
-
Moulage au sable : Le sable peut bouger. Vous pouvez constater des variations de +/- 1 mm à 3 mm. Cela signifie que vous devez concevoir la pièce avec une « épaisseur » supplémentaire (métal), puis l'usiner pour obtenir la taille souhaitée.
-
Moulage à la cire perdue : Nous respectons généralement des tolérances de +/- 0,1 mm. Il s'agit d'une « forme proche de la forme finale ». Il est rarement nécessaire d'usiner le corps de la pièce, seulement les surfaces de contact (comme un trou percé).
3. Analyse des coûts : coût unitaire vs coût total
C'est là qu'il faut faire preuve d'esprit critique. Le moulage au sable présente un coût moindre prix unitaire pour le moulage brut. Cependant, si vous devez passer 20 minutes à usiner cette pièce pour qu'elle s'adapte, votre coût total monte en flèche. Le moulage à la cire perdue a un prix unitaire plus élevé, mais comme il ne nécessite que peu ou pas d'usinage, le coût total d'une pièce de précision finie est souvent inférieur.
| Attribut | Moulage standard (au sable) | Moulage à la cire perdue |
|---|---|---|
| Finition de surface (RMS) | 250 - 500 (rugueuse) | 63 - 125 (lisse) |
| Tolérance dimensionnelle | +/- 0,030 pouce par pouce | +/- 0,005 pouce par pouce |
| Épaisseur minimale de la paroi | ~ 3 mm - 5 mm | ~ 1,5 mm |
| Usinage requis | Élevé | Faible / Aucun |
Pourquoi utilisons-nous le moulage à la cire perdue pour les accessoires en verre ?

Nos ingénieurs ont constaté que lorsqu'il s'agit de quincaillerie architecturale pour le verre, aucun compromis n'est possible. Une balustrade en verre est une barrière de sécurité, mais elle est également un élément central sur le plan visuel dans une maison ou un bâtiment commercial. Nous avons vu des concurrents tenter de réduire les coûts en utilisant des corps moulés au sable pour les embouts, et le résultat est toujours décevant : piqûres, problèmes de rouille et finition inesthétique. Nous restons fidèles au moulage de précision, car c'est le seul moyen de répondre aux exigences esthétiques et fonctionnelles du marché.
Nous utilisons exclusivement le moulage à la cire perdue pour les accessoires en verre, car il permet d'obtenir une surface lisse et sans défaut, nécessaire pour un polissage miroir de haute qualité et une résistance supérieure à la corrosion. Ce procédé nous permet également de mouler efficacement l'acier inoxydable Duplex 2205, un alliage à point de fusion élevé qui offre une durabilité maximale, mais qui est difficile à traiter à l'aide des méthodes de moulage sous pression.

L'esthétique et le polissage miroir
Un système de garde-corps en verre est conçu pour être esthétique. La quincaillerie doit être à la hauteur de cette beauté.
Comme le moulage à la cire perdue offre une base lisse, nous pouvons facilement le polir pour obtenir un fini « super miroir ». Si nous commencions avec un moulage au sable, un polissage en profondeur révélerait la porosité (minuscules trous) sous la surface, ce qui gâcherait l'aspect esthétique.
Liberté matérielle : l'avantage du Duplex 2205
Nous sommes spécialisés dans pour son incroyable résistance et sa résistance à la rouille.
-
Les moules de moulage sous pression (en acier) fondraient si nous y versions de l'acier inoxydable fondu (à plus de 1 450 °C).
-
Le moulage au sable est trop grossier pour obtenir le niveau de détail dont nous avons besoin.
-
Moulage à la cire perdue utilise des moules en céramique capables de résister à ces températures extrêmes sans se déformer. Cela nous permet d'utiliser les meilleurs alliages de qualité marine disponibles.
Résistance à la corrosion
Il s'agit d'un point technique souvent négligé. La rouille apparaît dans les creux et les fissures microscopiques où se cachent le sel et l'humidité. Une surface rugueuse moulée au sable est un terrain propice à la rouille. La surface lisse d'un moulage à la cire perdue permet à l'eau de s'écouler, ce qui prolonge considérablement la durée de vie du produit. environnements côtiers .
Adéquation pour la quincaillerie architecturale
| Exigence | Pourquoi le moulage à la cire perdue est-il gagnant ? |
|---|---|
| Attrait visuel | Offre une surface sans défaut pour le polissage miroir ou satiné. |
| Résistance et sécurité | Crée une structure dense et solide sans les poches d'air présentes dans les pièces moulées sous pression. |
| Formes complexes | Permet de réaliser des conceptions creuses (comme les supports de main courante) qui réduisent le poids et le coût. |
Quand choisir l'un ou l'autre ?
Nous conseillons à nos clients d'examiner les exigences de leur projet dans leur globalité plutôt que de se concentrer uniquement sur le prix au kilogramme. Chaque méthode a son utilité selon le contexte. Si vous construisez un tracteur, nous ne vous recommanderons jamais le moulage à la cire perdue, car cela représenterait un gaspillage d'argent. Cependant, si vous recherchez des composants pour un hôtel de luxe, le moulage au sable serait un désastre. Nous voulons vous aider à aligner vos choix de fabrication avec votre application finale.
Vous devriez choisir le moulage au sable standard pour la fabrication de pièces lourdes et de grande taille pour lesquelles la finition de surface n'est pas essentielle et où le budget est la priorité absolue, comme les blocs moteurs ou les tuyauteries. À l'inverse, optez pour le moulage à la cire perdue pour les composants de petite à moyenne taille qui nécessitent des détails complexes, une grande précision dimensionnelle et un aspect poli, comme les ferrures architecturales ou les instruments médicaux.
Matrice décisionnelle : prendre la bonne décision
Pour vous aider à prendre votre décision, nous avons répertorié les scénarios courants que nous observons dans le secteur.
Choisissez le moulage standard (au sable) si :
-
Taille : vos pièces sont énormes (plus de 100 kg).
-
Finition : La pièce sera enfouie sous terre ou dissimulée à l'intérieur d'une machine.
-
Quantité : vous avez besoin d'une petite série de pièces très volumineuses.
-
Matériau : vous travaillez avec de la fonte ou du bronze destinés à un usage industriel intensif.
Optez pour le moulage à la cire perdue si :
-
Application : Vous fabriquez des ferrures architecturales, des pièces marines ou des équipements de transformation alimentaire.
-
Esthétique : la pièce est visible par l'utilisateur final et doit avoir un aspect haut de gamme.
-
Précision : vous avez besoin d'ajustements précis (comme une charnière) sans dépenser une fortune en usinage CNC.
-
Matériau : vous avez besoin d'acier inoxydable (304, 316 ou Duplex 2205).
Foire aux questions (FAQ)
Is investment casting more expensive than sand casting?
Oui, le processus lui-même demande plus de travail. Nous devons réaliser un modèle en cire pour chaque partie. Cependant, comme vous réalisez des économies sur l'usinage et le polissage, le coût final d'une pièce de précision est souvent compétitif.
Pourquoi s'appelle-t-il « cire perdue » ?
Il est appelé ainsi parce que le modèle en cire est fondu et « perdu » au cours du processus. Il s'agit d'un modèle sacrificiel. Cela diffère du processus de moulage permanent, dans lequel le modèle ou le moule est réutilisé directement.
Peut-on investir dans l'aluminium moulé ?
We can, but it is less common. Aluminum has a lower melting point, so it is usually Die Cast because that process is much faster and cheaper. We reserve investment casting for high-melting-point metals like Steel and Titanium.
Conclusion
Si le terme « moulage » désigne de manière générale le processus de coulée du métal, le « moulage à la cire perdue » est la technique spécialisée sur laquelle nous nous appuyons pour fournir des accessoires en verre de classe mondiale. Tous les moulages ne se valent pas. Si votre projet exige précision, durabilité et finition impeccable, en particulier lorsque vous utilisez de l'acier inoxydable, la méthode de la cire perdue est votre seule option viable.
Chez Aleader, nous comprenons que la qualité de votre matériel informatique reflète votre réputation. Nous sommes là pour vous garantir des pièces parfaitement adaptées et esthétiques.
Vous avez besoin de pièces aussi esthétiques que performantes ? Nous sommes spécialisés dans le moulage de précision pour les secteurs de l'architecture et de l'industrie. Demandez dès aujourd'hui un devis pour votre projet de haute précision.
Notes de bas de page
1. Définition et principales responsabilités des professionnels des achats.
2. Guide des différents matériaux de moulage et de leurs applications.
3. Explication étape par étape du processus de moulage au sable.
4. Aperçu de la technologie de moulage sous pression pour la production à grand volume.
5. Comment les coques en céramique facilitent le processus de moulage à la cire perdue.
6. Principes fondamentaux de la dynamique des fluides applicables à la fabrication des roues à aubes.
7. Principes des systèmes de contrôle qualité industriels.
8. Propriétés techniques et utilisations de l'acier Duplex 2205.
9. Understanding marine corrosion mechanisms in coastal areas.






