Si vous recherchez des pièces moulées en métal, le choix entre le moulage sous pression et le moulage au sable déterminera tous les aspects du projet, du coût unitaire et des délais de livraison à la finition de surface et aux performances mécaniques. Ces deux procédés consistent à couler du métal en fusion dans un moule, mais c'est à peu près là que s'arrêtent les similitudes.

This guide breaks down every factor that matters: process mechanics, dimensional tolerances, material compatibility, cost drivers, strength characteristics, and real-world applications. By the end, you'll know exactly which method fits your project.
Table des matières
Tableau comparatif en bref
| Factor | Moulage sous pression | Moulage au sable |
|---|---|---|
| Matériau du moule | Acier trempé (matrice réutilisable) | Sable + liant (moule à usage unique) |
| Tolérance typique | ±0,002–0,005 pouces (±0,05–0,13 mm) | ±0,030 pouces (±0,76 mm) |
| Finition de surface (Ra) | 1–2,5 µm (à l'état brut de coulée) | 6–25 µm (à l'état brut de coulée) |
| Coût des outils | 10 000 $ – 100 000 $ et plus | 500 $ – 5 000 $ |
| Volume idéal | Plus de 10 000 pièces | 1 à 5 000 pièces |
| Durée du cycle | 30 secondes – 2 minutes | De quelques heures à plusieurs jours par moule |
| Plage de poids des pièces | De quelques grammes à environ 25 kg | De quelques grammes à plusieurs tonnes |
| Métaux courants | Aluminium, zinc, magnésium | Aluminium, fer, acier, bronze, laiton |
| Risque de porosité | Modéré (piégeage de gaz) | Faible (remplissage plus lent, meilleure ventilation) |
| Retouche nécessaire | Minimale | Souvent nécessaire |
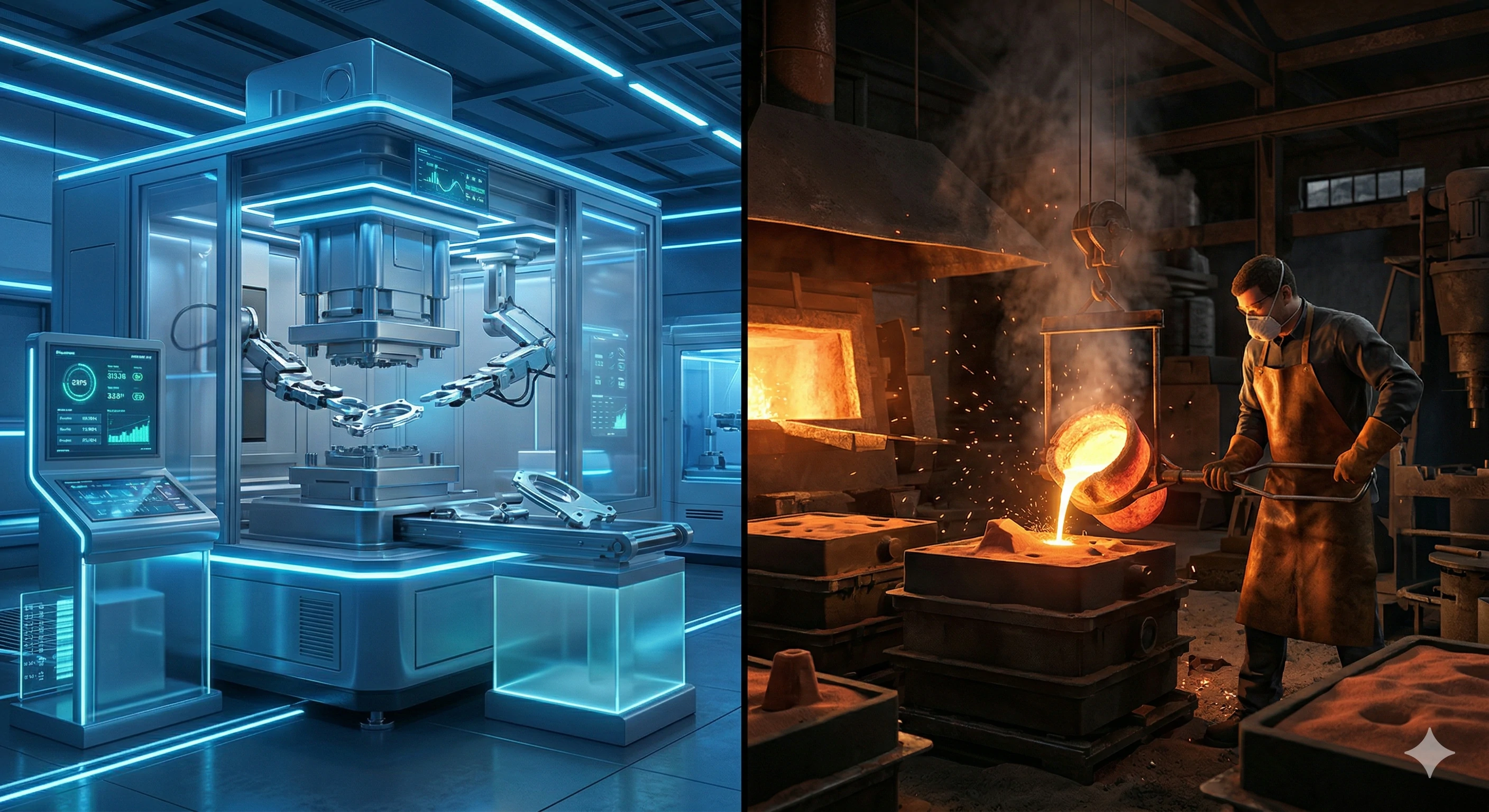
Comment fonctionne le moulage sous pression
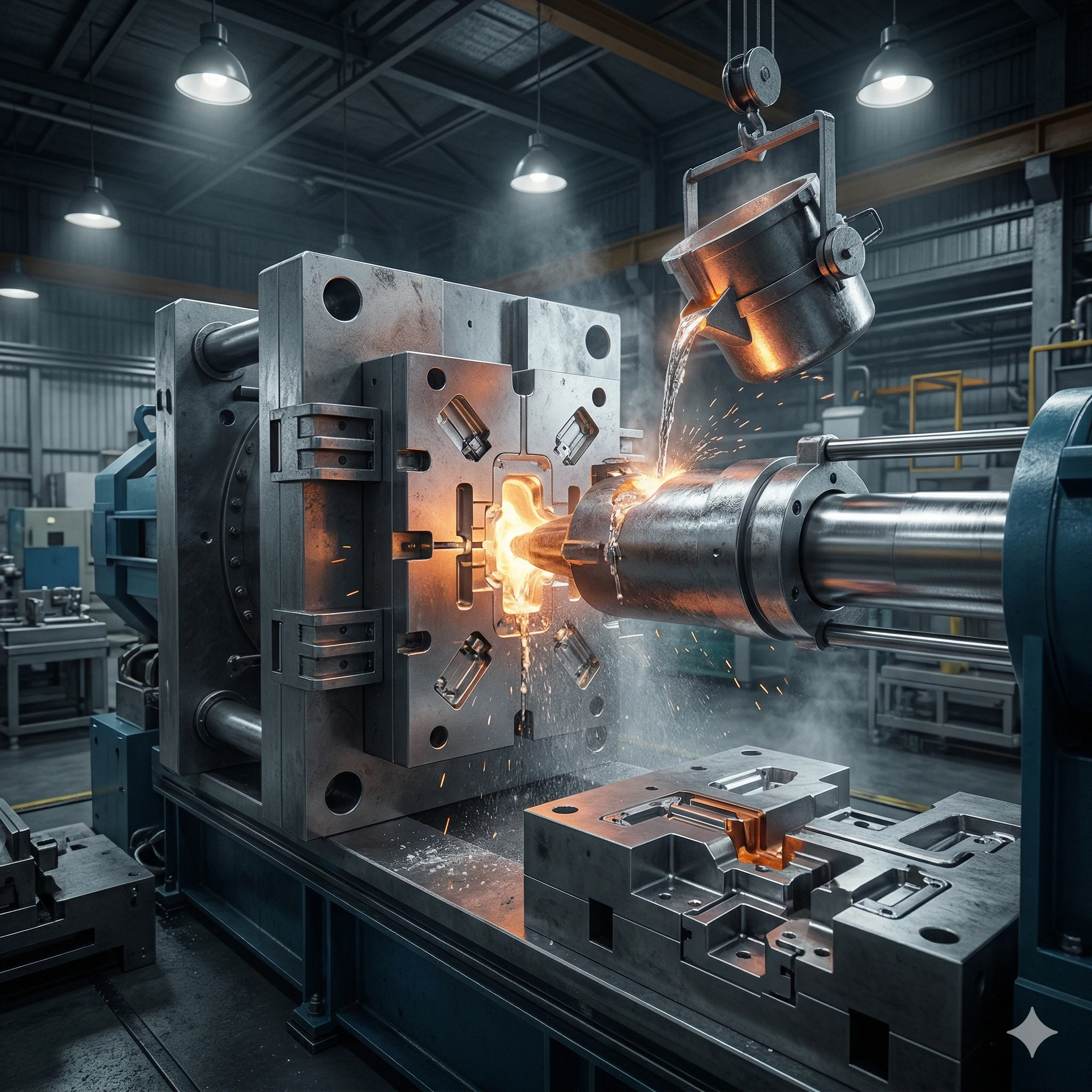
Le moulage sous pression consiste à injecter du métal en fusion dans un moule en acier usiné avec précision, appelé « matrice ». — sous haute pression. La matrice est maintenue fermée par un presse hydraulique , le métal est injecté et la pièce se solidifie en quelques secondes. Une fois refroidie, le moule s'ouvre, les broches d'éjection poussent la pièce vers l'extérieur, et le cycle se répète.
Il existe deux grands types de machines :
-
Machines à chambre chaude maintenir le mécanisme d'injection immergé dans le métal en fusion. Ils sont rapides (jusqu'à 15 cycles par minute) et fonctionnent mieux avec alliages à bas point de fusion, comme le zinc et le magnésium .
-
Machines à chambre froide Versez le métal dans un manchon d'injection séparé avant l'injection. Ce dispositif permet de traiter des métaux à point de fusion élevé, comme l'aluminium, qui risqueraient de corroder un système d'injection immergé.
Comme le moule en acier peut être réutilisé pour des dizaines de milliers, voire parfois des centaines de milliers de pièces, le moulage sous pression est particulièrement adapté à la production en grande série, où le coût de l'outillage est amorti sur un volume de production important.
Comment fonctionne le moulage au sable

Le moulage au sable est l'un des procédés de travail des métaux les plus anciens, dont l'origine remonte à plusieurs milliers d'années. Il utilise un mélange de sable et d'un liant (généralement de l'argile ou de la résine synthétique) pour former un moule autour d'un modèle.
Voici la séquence de base :
-
Un gabarit (généralement en bois, en métal ou en plastique imprimé en 3D) est placé dans un moule.
-
On tasse le sable autour du modèle pour former un moule en deux parties (moule supérieur et moule inférieur).
-
Le modèle est retiré, laissant une cavité qui a la forme de la pièce finale.
-
Des noyaux (ou du sable) sont insérés si la pièce comporte des passages internes.
-
Le métal en fusion est coulé dans la cavité par l'intermédiaire d'un système de canaux de coulée.
-
Une fois refroidi, le moule en sable est brisé pour extraire la pièce moulée.

Comme chaque moule est détruit lors du démoulage de la pièce, le moulage au sable est par nature adapté à la production en petites séries et à la fabrication de prototypes. Cependant, les lignes de moulage automatisées peuvent produire des pièces moulées au sable à des cadences raisonnablement élevées pour les géométries simples.
Tolérances dimensionnelles et état de surface
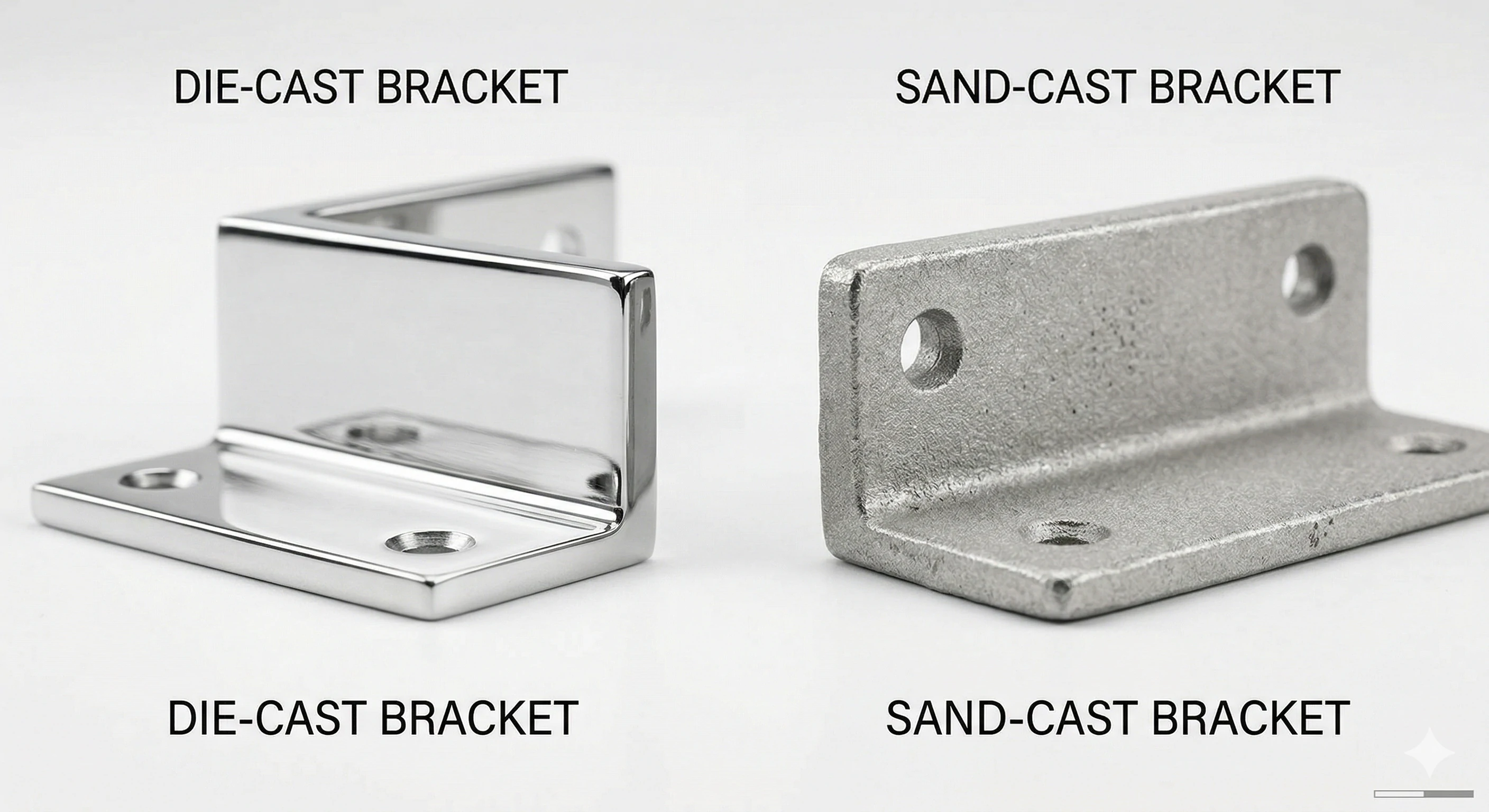
C'est l'une des différences les plus marquantes entre ces deux processus.
Moulage sous pression permet de produire des pièces avec des tolérances serrées et reproductibles — souvent comprises entre ±0,002 et ±0,005 pouces (±0,05 à ±0,13 mm) sur les dimensions critiques. La matrice en acier usinée reproduit la même géométrie à chaque injection, et la pression d'injection élevée garantit que le métal remplit chaque détail de la cavité. L'état de surface à la sortie du moule varie généralement entre 1 et 2,5 µm Ra, ce qui est suffisamment lisse pour de nombreuses applications décoratives et fonctionnelles sans nécessiter de finition secondaire.
Moulage au sable Les tolérances sont nettement plus larges, généralement de ±0,030 pouce (±0,76 mm) ou plus. La nature granuleuse du matériau du moule limite la finesse des détails de surface, et de légères variations du moule d'une coulée à l'autre entraînent des écarts dimensionnels. La finition de surface se situe généralement entre 6 et 25 µm Ra, en fonction de la granulométrie du sable et du type de liant. La plupart des pièces moulées au sable nécessitent un usinage au niveau des surfaces d'accouplement, des alésages et d'autres caractéristiques critiques.
En résumé : Si votre pièce nécessite des tolérances serrées et une surface lisse dès sa sortie du moule, le moulage sous pression vous permet de réaliser d'importantes économies sur les coûts d'usinage. Si les tolérances sont moins strictes, le coût d'outillage moins élevé du moulage au sable peut s'avérer plus judicieux.

Résistance de la fonte sous pression par rapport à la fonte en moule de sable
La résistance mécanique dépend de l'alliage, de la conception de la pièce et des paramètres de fabrication — et pas seulement de la méthode de moulage. Cela dit, il existe des différences significatives liées au procédé.
Structure du grain
Le moulage au sable se refroidit lentement, ce qui donne une structure granulaire plus grossière. Dans de nombreux alliages, cela se traduit par une légère diminution résistance à la traction et limite d'élasticité par rapport aux matériaux à solidification rapide, mais il peut offrir un meilleur allongement (ductilité) dans certaines compositions.
Le métal moulé sous pression se refroidit rapidement au contact des parois en acier du moule, formant ainsi une couche superficielle dense à grain fin sur la surface de la pièce. Cela se traduit souvent par une dureté et une résistance à la traction plus élevées près de la surface. Cependant, l'injection à grande vitesse peut piéger de l'air, créant porosité interne — petits vides qui réduisent la résistance effective de la section transversale et peuvent poser des problèmes si la pièce est soumise à un traitement thermique ou soudée.
Traitement thermique
Les pièces moulées au sable peuvent généralement être traité thermiquement (T5, T6, etc.) afin d'améliorer considérablement les propriétés mécaniques. Les pièces moulées sous pression sont plus difficiles à traiter thermiquement, car les pores de gaz piégés peuvent se dilater (« former des cloques ») à des températures élevées. Les techniques de moulage sous pression assisté par vide et de moulage par compression réduisent la porosité et peuvent rendre le traitement thermique envisageable, mais elles entraînent un surcoût.
Comparaison pratique de la résistance (aluminium A356)
| Caractéristiques | Moulage au sable (T6) | Moulage sous pression (F) |
|---|---|---|
| Résistance à la traction | 230–260 MPa | 300–320 MPa |
| Limite d'élasticité | 165–185 MPa | 150–170 MPa |
| Allongement | 3–5 % | 2–4 % |
Ces valeurs sont données à titre indicatif et varient en fonction de la fonderie et des paramètres de fabrication.
En résumé : les pièces moulées sous pression peuvent être résistantes, mais le moulage au sable offre davantage de souplesse en matière de traitement thermique et de choix des alliages. Pour les pièces structurelles qui doivent être soudées ou soumises à un traitement thermique, on privilégie généralement le moulage au sable (ou moulage à la cire perdue).
Compatibilité des matériaux
Alliages pour moulage sous pression
Le moulage sous pression est réservé aux métaux non ferreux dont le point de fusion est relativement bas, car le moule en acier doit résister à des cycles thermiques répétés. Parmi les alliages les plus courants, on trouve :
-
Aluminium (A380, A383, ADC12) — léger, bonne résistance à la corrosion, le matériau de référence pour le moulage sous pression.
-
Zinc (Zamak 3, Zamak 5) — excellente coulabilité, tolérances serrées, idéal pour les petites pièces de précision.
-
Magnésium (AZ91D) — le métal de construction le plus léger , utilisés dans les boîtiers électroniques et les composants automobiles.
-
Alliages de cuivre — possibles, mais peu courants en raison de leurs températures de fusion élevées qui réduisent la durée de vie des matrices.
Alliages pour le moulage au sable
Le moulage au sable permet de traiter pratiquement tous les métaux moulables, y compris ceux dont le point de fusion est bien trop élevé pour le moulage sous pression :
-
Fonte grise et fonte ductile — blocs-moteurs, raccords de tuyauterie, machines lourdes.
-
Acier au carbone et acier allié — éléments de structure, corps de vannes, engins de chantier.
-
Acier inoxydable — composants résistants à la corrosion pour les applications alimentaires, maritimes et chimiques.
-
Bronze et laiton — roulements, bagues, quincaillerie marine.
-
Alliages d'aluminium (A356, 319, 535) — une large gamme, comprenant des nuances traitables thermiquement.
-
Superalliages à base de nickel — applications à haute température (souvent par moulage de précision, mais le moulage au sable est utilisé pour les pièces de plus grande taille).
Point clé : Si votre pièce nécessite l'utilisation de métaux ferreux — fer ou acier —, le moulage au sable (ou moulage à la cire perdue) est la solution la plus appropriée. Le moulage sous pression n'est pas adapté aux alliages ferreux.
Comparaison des coûts : outillage, coût unitaire et coût total
Le coût est généralement le facteur déterminant, mais la question ne se résume pas simplement à savoir « quel procédé est le moins cher ». Il faut tenir compte de trois aspects.
Coût de l'outillage
L'outillage de moulage sous pression (matrice en acier, canaux d'injection, glissières, systèmes d'éjection) coûte généralement entre 10 000 et 100 000 dollars, voire plus, en fonction de la complexité, de la taille et du nombre de cavités de la pièce. Les moules à cavités multiples destinés aux petites pièces peuvent coûter plus de 150 000 $. Cependant, un moule bien entretenu peut supporter entre 100 000 et plus d'un million de cycles.
L'outillage pour le moulage au sable se compose d'un modèle — généralement en bois ou en aluminium usiné — ainsi que d'un châssis de noyaux si des éléments internes sont nécessaires. Les coûts varient généralement entre Entre 500 et 5 000 dollars, et les modèles imprimés en 3D peuvent permettre de réduire encore davantage ce coût pour les prototypes.
Coût unitaire
Le moulage sous pression s'impose clairement pour la production en série. Une fois le moule fabriqué, chaque cycle dure entre 30 secondes et 2 minutes, le gaspillage de matière est faible et le post-traitement est minime. Les coûts unitaires peuvent descendre en dessous de 1 $ pour les petites pièces en zinc et généralement entre 2 et 20 $ pour les composants moyens en aluminium.
Les coûts unitaires du moulage au sable sont plus élevés, car chaque moule est fabriqué puis détruit, les temps de cycle sont plus longs et un usinage est généralement nécessaire. Il faut s'attendre à Entre 10 et plus de 200 dollars par pièce, selon la taille, la complexité et l'alliage.

Analyse du seuil de rentabilité
Pour la plupart des géométries, le seuil de rentabilité à partir duquel le moulage sous pression devient plus économique que le moulage au sable se situe entre 3 000 et 10 000 unités. En dessous de cette fourchette, c'est le faible coût d'outillage du moulage au sable qui l'emporte. Au-delà, c'est le faible coût unitaire du moulage sous pression qui prévaut.
Une petite astuce :
-
Moins de 1 000 pièces : le moulage au sable est presque toujours moins cher.
-
1 000 à 5 000 pièces : faites le calcul — cela dépend de la taille et de la complexité des pièces.
-
Pour plus de 10 000 pièces : le moulage sous pression est généralement la solution la plus économique.
Vitesse et volume de production
Moulage sous pression est conçue pour la rapidité. Les machines à chambre chaude peuvent effectuer un cycle toutes les 4 à 15 secondes pour les petites pièces en zinc. Les cycles des machines à chambre froide pour l'aluminium durent généralement entre 30 et 120 secondes. Une seule matrice peut produire des milliers de pièces par jour avec une intervention minimale de l'opérateur.
Moulage au sable est intrinsèquement plus lent. Même avec des lignes de moulage automatisées (capables de produire 200 à 400 moules par heure pour les petites pièces), le temps de refroidissement, le démoulage et les étapes de finition s'additionnent. Pour les pièces moulées de grande taille, la fabrication d'une seule pièce peut prendre une journée entière, de la coulée à l'extraction.
Si vous avez besoin de 50 000 pièces identiques en huit semaines, le moulage sous pression s'impose comme le choix évident. Si vous avez besoin de 50 grands corps de pompe sur une période de six mois, le moulage au sable s'en charge sans problème, sans nécessiter l'investissement initial considérable que représente la fabrication d'un moule.
Complexité de conception et taille des pièces
Complexité
Le moulage sous pression permet de produire des géométries à parois minces d'une complexité remarquable en une seule opération : les nervures, les bossages, les assemblages par encliquetage, les surfaces texturées et les trous traversants peuvent tous être moulés directement. L'épaisseur minimale des parois peut descendre jusqu'à 0,5 mm pour le zinc et 1,0 mm pour l'aluminium. Cependant, les contre-dépouilles nécessitent des glissières ou des éléments mobiles du moule, ce qui augmente le coût de l'outillage.
Le moulage au sable offre une plus grande souplesse face à la complexité interne car les noyaux en sable permettent de créer des passages internes complexes qui seraient impossibles à réaliser ou d'un coût prohibitif avec des glissières moulées sous pression. Prenons l'exemple des canaux de refroidissement d'un bloc-moteur : ceux-ci sont formés à l'aide de noyaux en sable. Les angles de dépouille sont plus souples, et les modifications de conception reviennent moins cher, puisqu'il s'agit de modifier un modèle plutôt que de réusiner une matrice en acier trempé.
Taille de la pièce
Le moulage sous pression est adapté aux pièces pesant jusqu'à environ 25 kg (55 lb), bien que la plupart des pièces moulées sous pression pèsent moins de 10 kg. La force de serrage de la machine limite la surface de projection de la pièce.
Le moulage au sable ne connaît pratiquement aucune limite de taille maximale. Les hélices de navires, les corps de pompes industrielles et les socles de machines pesant plusieurs tonnes sont couramment moulés au sable. Si votre pièce est volumineuse et lourde, le moulage au sable est probablement votre seule option de moulage réaliste.
Types de moulage sous pression : moulage sous pression, moulage par gravité et autres
Toutes les techniques de moulage sous pression ne se valent pas. Connaître les différentes sous-catégories vous aide à choisir le procédé le mieux adapté à votre application.
Moulage sous haute pression (HPDC)
Il s'agit du procédé « standard » de moulage sous pression décrit ci-dessus. Le métal est injecté à des pressions comprises entre 1 500 et plus de 25 000 psi. C'est la méthode la plus rapide et celle qui offre le meilleur état de surface, mais la porosité due à l'air emprisonné constitue un problème courant.
Moulage sous basse pression (LPDC)
Le métal est poussé vers le haut dans le moule depuis un four hermétique à l'aide d'une faible pression d'air (5 à 15 psi). Ce remplissage plus lent et mieux contrôlé réduit les turbulences et la porosité, ce qui permet d'obtenir des pièces moulées plus denses et plus résistantes. Ce procédé est largement utilisé pour la fabrication de jantes en aluminium et de composants structurels automobiles.
Moulage par gravité (moulage en moule permanent)
Le métal en fusion est coulé dans un moule métallique réutilisable par simple gravité, sans pression d'injection. Cette méthode se situe entre le moulage au sable et le moulage sous haute pression en termes de coût, de tolérance et de finition de surface. Elle offre de meilleures propriétés mécaniques que le moulage sous haute pression, car le remplissage plus lent réduit la porosité et un traitement thermique est généralement possible.
Le moulage par gravité est couramment utilisé pour la production en séries moyennes (1 000 à 50 000 pièces), lorsque l'investissement dans un outillage HPDC n'est pas justifié, mais que la qualité du moulage au sable n'est pas suffisante.
Moulage sous vide
Une variante du procédé HPDC qui consiste à évacuer l'air de la cavité du moule avant l'injection. Cela réduit considérablement la porosité et permet de soumettre les pièces à un traitement thermique et de les souder, remédiant ainsi à deux des principales limites du procédé HPDC. Les coûts d'outillage et d'exploitation sont plus élevés, mais l'amélioration des propriétés mécaniques est significative.
Moulage par compression
Cette technique combine des éléments de la coulée sous pression et du forgeage. Le métal en fusion est versé dans un moule ouvert, qui se referme ensuite sous haute pression pendant la solidification. On obtient ainsi une pièce extrêmement dense, présentant une porosité minimale et des propriétés mécaniques similaires à celles d'une pièce forgée. La coulée sous pression est utilisée pour les composants critiques pour la sécurité, tels que les fusées de suspension.
Moulage au sable, moulage à la cire perdue et moulage sous pression
Ces trois procédés couvrent la grande majorité des applications de moulage des métaux. Voici un comparatif de ces procédés.
| Facteur | Moulage au sable | Moulage à la cire perdue | Moulage sous pression |
|---|---|---|---|
| Moule | Sable (à usage unique) | Coque en céramique (à usage unique) | Matrice en acier (réutilisable) |
| Tolérance | ±0,030 pouce | ±0,005–0,010 pouce | ±0,002–0,005 pouce |
| Finition de surface | 6–25 µm Ra | 1,5–3 µm Ra | 1–2,5 µm Ra |
| Coût des outillages | Faible (500 $ à 5 000 $) | Moyen (2 000 $ à 20 000 $) | Élevé (10 000 $ à 100 000 $ et plus) |
| Volume idéal | 1–5 000 | 100–10 000 | 10 000+ |
| Poids maximal de la pièce | Plusieurs tonnes | Environ 50 kg | Environ 25 kg |
| Gamme d'alliages | La plus large | Très large (y compris les superalliages) | Uniquement les métaux non ferreux |
| Idéal pour | Pièces de grande taille, petits volumes, métaux ferreux | Géométrie complexe, tolérances serrées, large gamme d'alliages | Grands volumes, parois minces, métaux non ferreux |
Moulage à la cire perdue (le procédé dit « à la cire perdue ») se situe à mi-chemin : il offre de meilleures tolérances et un meilleur état de surface que le moulage au sable, une gamme d'alliages plus large que le moulage sous pression, ainsi que des coûts d'outillage modérés. Il est idéal pour la fabrication de pièces complexes et de précision en quantités modérées — par exemple, des aubes de turbine, des implants médicaux et des composants d'armes à feu.
Guide sur la fonderie de précision
Moulage sous pression ou forgeage
Le forgeage permet de façonner le métal par compression (à l'aide d'un marteau ou d'une presse) plutôt qu'en coulant du métal en fusion dans un moule. La principale différence réside dans le fait que le forgeage ne fait pas fondre le métal : il déforme une pièce solide.
Les pièces forgées présentent un grain continu qui épouse les contours de la pièce, ce qui leur confère une qualité supérieure résistance à la fatigue, résistance aux chocs et ténacité globale . Il n'y a aucun risque de porosité. Cependant, le forgeage se limite à des formes plus simples, nécessite un outillage coûteux et un usinage de finition est presque toujours nécessaire.
Pièces moulées sous pression permettent d'obtenir des géométries bien plus complexes en une seule opération, avec une meilleure précision dimensionnelle et des coûts d'usinage réduits. Cependant, elles ne peuvent rivaliser avec les propriétés mécaniques du forgeage pour les applications structurelles exigeantes et celles où la sécurité est primordiale.
Optez pour le forgeage pour les pièces où la défaillance n'est pas envisageable : bielles, vilebrequins, trains d'atterrissage et fixations critiques. Optez pour le moulage sous pression pour les pièces complexes et légères où une résistance modérée est acceptable : boîtiers, supports, dissipateurs thermiques et enceintes.
Moulage sous pression vs moulage par injection
Cette comparaison se pose lorsque les ingénieurs doivent choisir entre une pièce en métal et une pièce en plastique. Les procédés sont similaires sur le plan mécanique — dans les deux cas, on injecte le matériau sous pression dans un moule réutilisable — mais les matériaux et les résultats sont très différents.
| Factor | Moulage sous pression | Moulage par injection |
|---|---|---|
| Matériaux | Métaux (Al, Zn, Mg) | Thermoplastiques, thermodurcissables |
| Résistance | Beaucoup plus élevée | Moins élevée (sauf si renforcée de fibres) |
| Conductivité thermique | Élevée | Faible |
| Blindage contre les interférences électromagnétiques | Oui (intégré) | Non (nécessite des revêtements/additifs) |
| Coût de l'outillage | Plus élevé (acier trempé, températures plus élevées) | Moins élevé |
| Durée du cycle | Similaire (30 s à 2 min) | Similaire (15 s à 1 min) |
| Poids de la pièce | Plus lourd | Plus léger |
Si vous avez besoin de résistance structurelle, de dissipation thermique ou blindage électromagnétique Dans ce cas, le moulage sous pression est la solution idéale. Si vous avez besoin de pièces légères, économiques et isolantes, le moulage par injection s'impose.
De nombreux produits combinent les deux : un châssis en aluminium moulé sous pression avec des capots en plastique moulé par injection, par exemple.
Autres méthodes de moulage à connaître
Moulage par centrifugation
Le métal en fusion est coulé dans un moule en rotation. La force centrifuge repousse le métal vers l'extérieur contre la paroi du moule, ce qui permet d'obtenir des pièces cylindriques denses et sans porosité. Ce procédé est la méthode de référence pour la fabrication de tuyaux, de tubes, d'anneaux et de douilles. Il peut être réalisé à l'aide de moules perdus (en sable) ou de moules permanents (en métal).
Coulée continue
Le métal est solidifié dans un moule refroidi, puis extrait en continu sous forme de long cordon. Il s'agit d'un procédé à l'échelle industrielle destiné à la fabrication de billettes, de brames et de barres — des matières premières destinées au laminage et au forgeage, et non des pièces finies.
Moulage en coquille
Il s'agit d'un procédé hybride entre le moulage au sable et le moulage sous pression. Du sable enrobé de résine thermodurcissable est durci contre un modèle métallique chauffé afin de former un moule à coque mince et rigide. Les tolérances et l'état de surface sont supérieurs à ceux du moulage au sable traditionnel, et le procédé est davantage automatisé. Il est couramment utilisé pour la production en séries moyennes de pièces telles que les carters de boîte de vitesses.
Comment choisir : un cadre décisionnel
Lorsque vous devez choisir entre le moulage sous pression et le moulage au sable, posez-vous les questions suivantes dans l'ordre :
1. De quel métal avez-vous besoin ?
Si la réponse est le fer, l'acier ou un alliage résistant aux hautes températures, le moulage au sable (ou moulage à la cire perdue) est la solution qu'il vous faut. Le moulage sous pression est quant à lui limité à l'aluminium, au zinc, au magnésium et à quelques alliages de cuivre.
2. De combien de pièces avez-vous besoin ?
Moins de 1 000 pièces ? Le moulage au sable est presque toujours plus avantageux en termes de coût. Plus de 10 000 pièces ? Le moulage sous pression est généralement plus économique. Pour les quantités comprises entre 1 000 et 10 000 pièces, il convient de comparer les devis en détail.
3. Quel est le niveau de rigueur de vos tolérances ?
Si la pièce doit être utilisée telle quelle, avec un usinage minimal, le moulage sous pression offre des dimensions plus précises et des surfaces plus lisses. Si vous prévoyez de toute façon d'usiner les éléments critiques, les tolérances plus larges du moulage au sable n'auront peut-être pas d'importance.
4. Quelle est la taille de la pièce ?
Les pièces de plus de 25 kg ne peuvent généralement pas être moulées sous pression. Les pièces moulées de grande taille sont généralement réalisées par moulage au sable.
5. La pièce sera-t-elle soudée ou soumise à un traitement thermique ?
Les pièces HPDC standard sont difficiles à souder ou à traiter thermiquement en raison de leur porosité. Si ces opérations s'avèrent nécessaires, envisagez le moulage au sable, le moulage à la cire perdue ou le moulage sous pression sous vide.
6. Dans quels délais avez-vous besoin des pièces ?
La fabrication des moules pour le moulage sous pression prend entre 8 et 16 semaines, mais une fois le processus lancé, la production est rapide. La fabrication des moules pour le moulage au sable prend de quelques jours à plusieurs semaines, et les premiers articles peuvent être expédiés rapidement — un avantage majeur pour les prototypes et les commandes urgentes.
Foire aux questions
Le moulage sous pression est-il plus résistant que le moulage au sable ?
Cela dépend de l'alliage et du traitement de finition. Les pièces moulées sous pression présentent souvent une résistance à la traction à l'état brut plus élevée en raison d'une solidification rapide, mais leur porosité interne peut limiter leur résistance à la fatigue. Les pièces moulées au sable peuvent être soumises à un traitement thermique afin d'obtenir d'excellentes propriétés mécaniques, en particulier dans le cas d'alliages tels que l'A356-T6.
Le moulage au sable permet-il d'obtenir le même aspect de surface que le moulage sous pression ?
Pas sans finition secondaire. Les surfaces des pièces moulées au sable sont nettement plus rugueuses (6 à 25 µm Ra) que celles des pièces moulées sous pression (1 à 2,5 µm Ra). L'usinage, le meulage ou le grenaillage peuvent améliorer l'aspect des surfaces des pièces moulées au sable, mais cela entraîne une augmentation des coûts et du temps de traitement.
Quels métaux ne peuvent pas être moulés sous pression ?
Le fer, l'acier, le titane et la plupart des alliages à haut point de fusion ne peuvent pratiquement pas être moulés sous pression, car les températures extrêmes détruiraient le moule en acier. Ces métaux sont généralement moulés au sable, moulés à la cire perdue ou forgés.
Quelle est la durée de vie des outils de moulage sous pression ?
Un moule bien conçu et bien entretenu peut supporter entre 100 000 et plus d'un million de cycles pour l'aluminium, et encore plus pour le zinc. La durée de vie du moule dépend de l'alliage, de la complexité de la pièce et de la gestion thermique.
Le moulage au sable est-il dépassé ?
Pas du tout. Le moulage au sable reste indispensable pour les pièces de grande taille, les petites séries, les métaux ferreux et le prototypage. La production mondiale de moulages au sable représente toujours une part importante de l'ensemble des pièces moulées en métal produites chaque année. Il s'agit d'un procédé bien établi mais en pleine évolution, dont les capacités sont élargies par l'utilisation de moules en sable imprimés en 3D.
Quand devrais-je envisager le moulage de précision plutôt que le moulage au sable ou sous pression ?
Le moulage de précision est la solution idéale lorsque vous avez besoin de tolérances serrées et de surfaces lisses (comme dans le moulage sous pression), mais que vous devez également couler des alliages ferreux, des superalliages ou des géométries complexes en quantités modérées. Son coût unitaire est plus élevé que celui du moulage au sable, mais il nécessite moins d'usinage.
Quelle est la méthode de moulage la moins chère ?
Pour les pièces produites en petites quantités, le moulage au sable est presque toujours la solution la plus économique en raison des coûts d'outillage minimes. Pour les pièces produites en grandes quantités, le moulage sous pression offre le coût unitaire le plus bas. Le moulage à la cire perdue se situe entre les deux.
L'impression 3D peut-elle remplacer le moulage ?
Fabrication additive métallique (par exemple, DMLS, SLM) permettent de fabriquer des pièces sans aucun moule, ce qui en fait une solution idéale pour les prototypes uniques et les géométries très complexes. Cependant, cette technique est actuellement trop lente et trop coûteuse pour des volumes de production supérieurs à quelques centaines de pièces. Le moulage et l'impression 3D sont davantage complémentaires que concurrents : de nombreuses fonderies utilisent désormais des moules en sable et des modèles en cire imprimés en 3D pour accélérer la fabrication des outils.
Conclusion
Le moulage sous pression et le moulage au sable ont chacun leur domaine d'application bien défini. Le moulage sous pression offre rapidité, précision et un faible coût unitaire pour la production en grande série de pièces non ferreuses. Le moulage au sable offre une flexibilité inégalée en matière de choix d'alliages et de dimensions des pièces, ainsi qu'une rentabilité pour les petites séries.
Le choix approprié dépend de vos besoins spécifiques : matériau, quantité, tolérance, dimensions et budget. Utilisez le cadre décisionnel ci-dessus pour affiner vos options, puis demandez des devis à des fonderies qualifiées pour les deux procédés si vous hésitez entre les deux. Une bonne fonderie partenaire vous aidera à optimiser la conception en fonction du procédé le plus adapté.
Notes de bas de page
1. Découvrez comment fonctionnent les presses hydrauliques dans les environnements industriels.
2. Aperçu des alliages de zinc et de leurs propriétés dans le domaine de la fabrication.
3. Explication détaillée des procédés et des matériaux utilisés dans le moulage au sable.
4. Comprendre les concepts techniques de résistance à la traction et de limite d'élasticité.
5. Découvrez les méthodes de traitement thermique industriel des métaux.
6. Caractéristiques et applications des alliages de magnésium dans le domaine de l'ingénierie.
7. Les propriétés de l'acier inoxydable qui le rendent résistant à la corrosion.
8. Analyse approfondie de la résistance à la fatigue et à l'impact des matériaux.
9. Comment le blindage électromagnétique protège les composants électroniques contre les interférences.