Table des matières
Qu'est-ce que le moulage de pièces automobiles ?

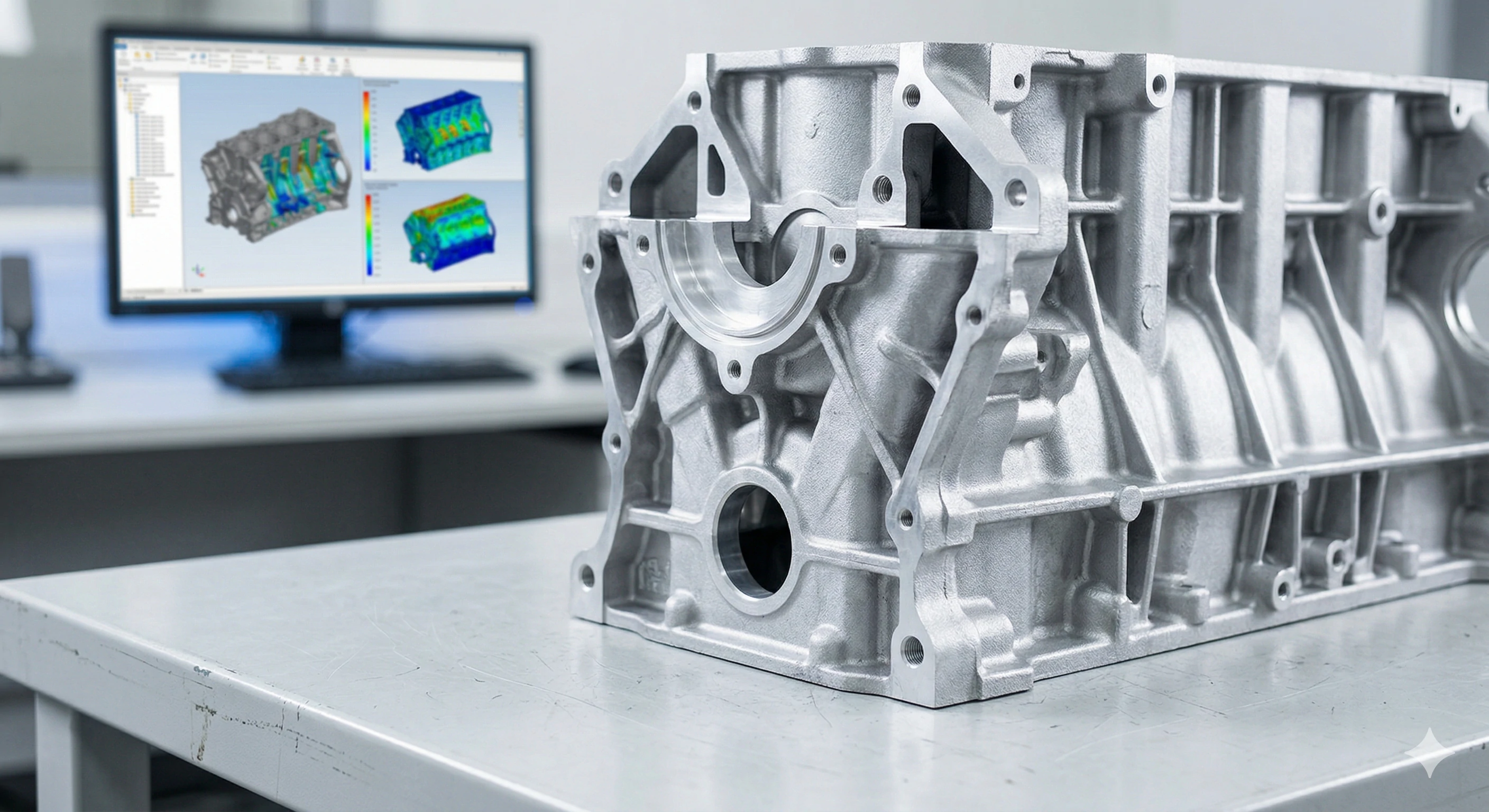
Le moulage de pièces automobiles est un procédé de fabrication dans lequel du métal en fusion est coulé ou injecté dans un moule afin de produire des composants automobiles. Une fois que le métal a refroidi et s'est solidifié, le moule est retiré, laissant place à une pièce de forme quasi définitive qui ne nécessite qu'une finition minimale. Ce procédé permet aux fabricants de créer des pièces à la géométrie complexe avec une grande répétabilité — une exigence essentielle lorsqu'il faut produire des millions de composants identiques chaque année.
Le moulage est utilisé dans la construction automobile depuis la fin du XIXe siècle, époque à laquelle les pionniers de l'automobile avaient besoin d'un procédé fiable pour produire en série des blocs-moteurs et des vilebrequins. Au cours du siècle dernier, ce procédé a considérablement évolué. Aujourd'hui, les fonderies utilisent , l'automatisation robotisée et des formulations d'alliages de pointe pour produire des pièces plus légères, plus résistantes et plus précises que jamais.
Le marché mondial des pièces moulées pour l'automobile était évalué à environ 89 milliards de dollars en 2025 et devrait dépasser les 150 milliards de dollars d'ici 2034, avec un taux de croissance annuel composé (TCAC) d'environ 6,9 %. Cette croissance est alimentée par l'augmentation de la production automobile mondiale — plus de 85 millions d'unités par an — et par l'accélération de la transition vers des matériaux légers, sous l'impulsion des réglementations sur les émissions.
Rapport de Fortune Business Insights sur le marché des pièces moulées pour l'automobile
Pourquoi le moulage occupe une place prépondérante dans la construction automobile

Le moulage représente une part plus importante de la production de pièces automobiles que tout autre procédé de formage des métaux. Plusieurs raisons expliquent cette prédominance.
Liberté de conception. Le moulage permet d'obtenir des formes qui seraient impossibles à réaliser ou dont le coût serait prohibitif par usinage, forgeage ou emboutissage. Les cavités internes, les parois minces et les géométries organiques peuvent toutes être obtenues en un seul cycle de coulée ou d'injection.
Rentabilité à grande échelle. Une fois le moule ou la matrice fabriqué(e), chaque pièce supplémentaire ne représente qu'une fraction de l'investissement initial en outillage. Pour les séries de plusieurs centaines de milliers de pièces — ce qui est courant pour les blocs-moteurs ou les carters de boîte de vitesses —, le moulage offre le coût unitaire le plus bas de tous les procédés de transformation des métaux.
Polyvalence des matériaux. Les fonderies peuvent couler de la fonte, de l'aluminium, du magnésium, du zinc, de l'acier et des alliages de cuivre, ce qui permet aux ingénieurs de choisir librement le matériau de chaque composant en fonction de ses exigences fonctionnelles.
Fabrication de pièces de forme quasi-finale. Les pièces moulées nécessitent beaucoup moins d'usinage secondaire que celles fabriquées à partir de barres, ce qui réduit les déchets et les délais de production.
Recyclabilité. Les métaux moulés — en particulier l'aluminium — peuvent être recyclés indéfiniment sans perte de qualité. Le recyclage en circuit fermé au sein des fonderies est déjà courant, ce qui permet de réduire à la fois les coûts des matières premières et l'impact environnemental.

Quelles pièces automobiles sont fabriquées par moulage ?
La fonderie intervient dans presque tous les principaux systèmes automobiles. Voici une présentation des composants automobiles moulés les plus courants, classés par système.
Composants du moteur
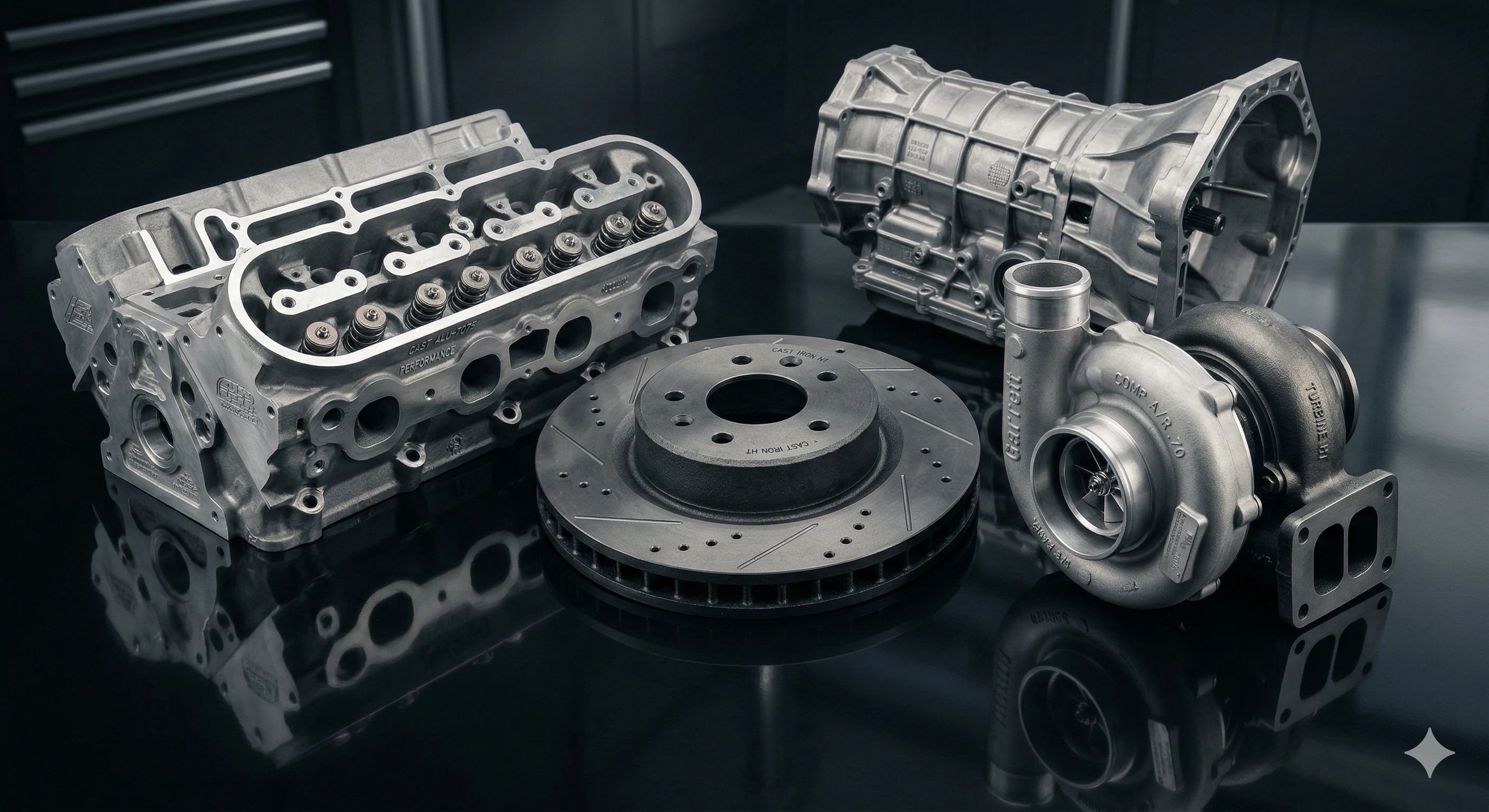
Le moteur est le principal utilisateur de pièces moulées dans un véhicule classique. Parmi les principales pièces moulées, on trouve :
-
Blocs-moteurs (blocs-cylindres) — Traditionnellement en fonte, il est aujourd’hui de plus en plus souvent fabriqué en aluminium pour réduire le poids. Le bloc-moteur constitue la colonne vertébrale structurelle du groupe motopropulseur.
-
Culasses — Les pièces moulées en aluminium prédominent ici en raison de exigences en matière de conductivité thermique .
-
Pistons — Il s'agit généralement d'alliages d'aluminium moulés par gravité ou forgés, conçus pour résister à des contraintes thermiques et mécaniques extrêmes.
-
Collecteurs d'admission et d'échappement — En fonte ou en aluminium, selon les exigences thermiques.
-
Couvercles de soupapes et carters d'huile — Souvent disponibles en aluminium moulé sous pression ou en acier embouti.
-
Carter de turbocompresseur — Alliages de nickel ou d'acier moulés à la cire perdue, résistants aux hautes températures.
Transmission et chaîne cinématique
-
Carter de boîte de vitesses — En aluminium moulé sous pression pour réduire le poids.
-
Convertisseurs de couple — Pièces en acier moulé ou en aluminium.
-
Boîtiers de différentiel — Moulés au sable ou sous pression, selon le volume de production.
-
Boîtiers de boîte de transfert — Couramment utilisés sur les véhicules à traction intégrale et à quatre roues motrices.
Châssis et suspension
-
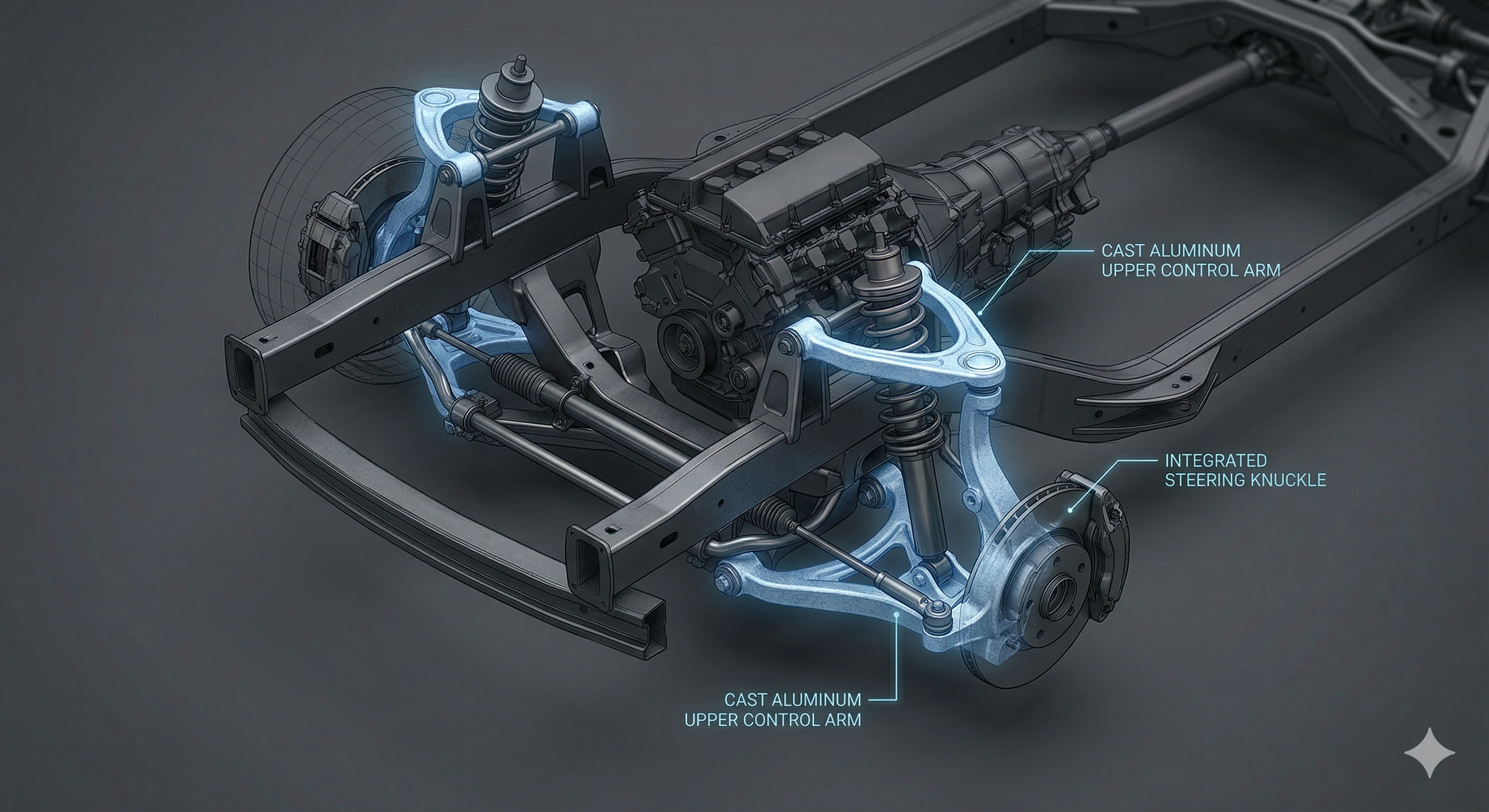
Fusées de direction — Traditionnellement en fonte, elles sont progressivement remplacées par des modèles en aluminium.
-
Bras de suspension — Les pièces moulées en aluminium réduisent la masse non suspendue, améliorant ainsi le confort de conduite et la maniabilité.
-
Supports de suspension et traverses — Pièces moulées structurelles qui doivent respecter des normes de sécurité strictes.
-
Sous-châssis — De plus en plus souvent fabriqués sous forme de grandes pièces moulées sous pression en aluminium, parfois même sous la forme d'une seule « mégapièce ».
Freins et roues
-
Disques de frein — La fonte grise reste la norme en raison de ses propriétés d'amortissement et de sa stabilité thermique.
-
Tambours de frein — En fonte pour véhicules utilitaires et essieux arrière.
-
Étriers de frein — Pièces moulées en aluminium pour des performances accrues et un gain de poids.
-
Jantes en alliage — Alliages d'aluminium moulés sous basse pression ou par gravité.
Éléments de carrosserie et de structure
-
Tours d'amortisseurs — Pièces moulées sous pression en aluminium utilisées dans la construction monocoque.
-
Cadres de porte et montants centraux — Nouvelles applications structurelles de la moulage sous pression.
-
Boîtiers de batterie (véhicules électriques) — Grandes pièces moulées sous pression en aluminium destinées aux plateformes de véhicules électriques.
Gestion thermique
-
Corps de pompe à eau — Aluminium moulé sous pression.
-
Boîtiers de refroidisseurs d'huile et échangeurs de chaleur — La conductivité thermique de l'aluminium fait du moulage le procédé idéal dans ce cas.
-
Plaques de refroidissement pour batteries de véhicules électriques — Une application émergente à forte croissance.
Procédés de moulage utilisés dans l'industrie automobile
Toutes les pièces moulées ne se valent pas. Le secteur automobile s'appuie sur plusieurs procédés de moulage distincts, chacun étant adapté à des tailles de pièces, des volumes et des exigences de tolérance différents.
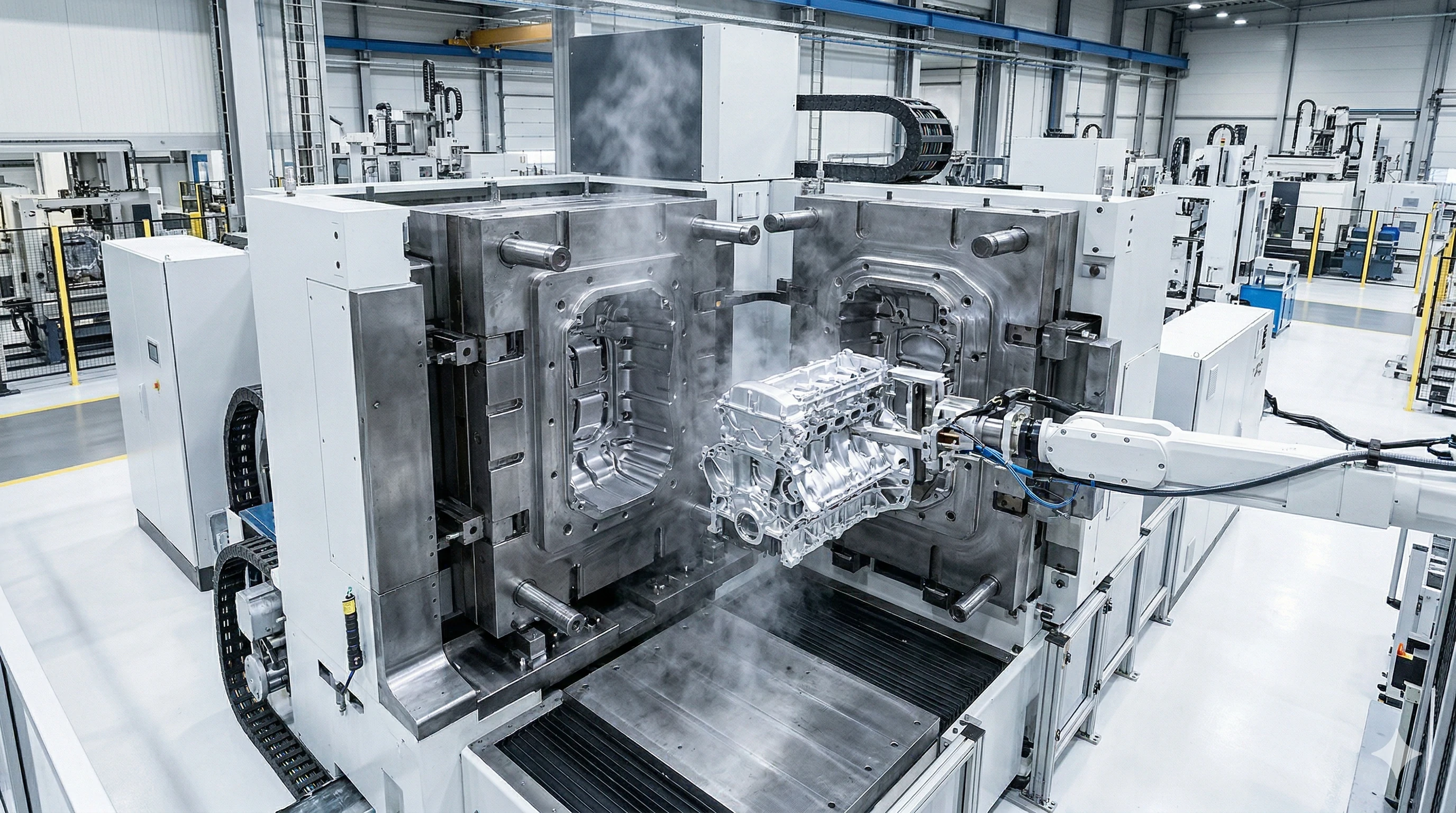
Moulage sous pression
Le moulage sous pression consiste à injecter du métal en fusion dans un moule en acier trempé (moulé) sous haute pression — généralement entre 1 500 et 25 000 psi. On obtient ainsi une pièce aux dimensions précises et à la finition de surface lisse, produite en des cycles de seulement 30 à 60 secondes.
Idéal pour : Production en grande série de pièces de petite à moyenne taille en aluminium, en zinc ou en magnésium. Les supports de moteur, les carters de boîte de vitesses et les nœuds structurels constituent des applications courantes de la moulage sous pression.
Le moulage sous pression se subdivise en deux catégories : le moulage à chambre chaude et le moulage à chambre froide procédés. Les machines à chambre chaude maintiennent le mécanisme d'injection immergé dans le métal en fusion et conviennent particulièrement aux alliages à bas point de fusion, comme le zinc. Les machines à chambre froide versent le métal en fusion dans un manchon d'injection séparé ; elles sont indispensables pour l'aluminium et le magnésium, car ces métaux risqueraient de corroder les composants des machines à chambre chaude.
À lui seul, le moulage sous pression représentait environ 78 % de la production mondiale de pièces moulées dans le secteur automobile en 2024, ce qui en fait de loin le procédé dominant.
Variantes : Le moulage sous vide élimine l'air de la cavité du moule avant l'injection, ce qui réduit la porosité et permet d'obtenir des pièces plus résistantes, adaptées aux applications structurelles et de sécurité. Le moulage sous pression applique une pression supplémentaire pendant la solidification et est utilisé pour les composants de suspension à haute résistance.
Moulage au sable
Le moulage au sable est la méthode de moulage la plus ancienne et la plus polyvalente. On imprime un modèle dans un mélange de sable pour créer une cavité de moule , On y verse le métal en fusion, puis on retire le sable une fois que celui-ci s'est solidifié.
Idéal pour : Production en petites et moyennes séries, prototypage et pièces de très grande taille. Les blocs-moteurs pour poids lourds, les grands collecteurs industriels et les composants spécialisés sont souvent moulés au sable.
Le moulage au sable offre une grande flexibilité : les moules sont bien moins coûteux que les matrices de moulage sous pression, et ce procédé permet de traiter pratiquement tous les alliages. En contrepartie, l'état de surface est moins lisse et les tolérances dimensionnelles sont plus larges, ce qui implique généralement un usinage secondaire plus important.
Parmi les innovations récentes, on peut citer les moules en sable imprimés en 3D, qui suppriment totalement le recours aux modèles physiques et permettent de réaliser rapidement des prototypes de pièces moulées en quelques jours plutôt qu'en plusieurs semaines. Cette technologie est en train de révolutionner la rentabilité du moulage en petites séries et de la fabrication de prototypes.
Moulage de précision (moulage à la cire perdue)
Le moulage de précision permet d'obtenir des pièces présentant les tolérances les plus strictes et la finition de surface la plus fine parmi toutes les méthodes de moulage. Un modèle en cire est recouvert d'une couche de céramique, la cire est ensuite fondue et évacuée, et le métal en fusion vient remplir la coque ainsi formée.
Idéal pour : Pièces complexes et de haute précision en petites et moyennes séries. Roues de turbocompresseurs, corps de soupapes de recirculation des gaz d'échappement (EGR) , et les composants du système d'alimentation en carburant sont des pièces automobiles typiques issues de la fonderie de précision.
Comme chaque modèle en cire est détruit au cours du processus, les coûts d'outillage par pièce sont plus élevés que ceux du moulage sous pression. Cependant, la possibilité d'obtenir des tolérances proches de celles du produit fini peut permettre d'éliminer complètement l'usinage, ce qui compense ce surcoût pour les géométries complexes.

Moule permanent (moulage par gravité)
Dans le moulage en moule permanent, le métal en fusion est versé — et non injecté — dans un moule réutilisable en acier ou en fonte, sous l'effet de la seule force de gravité. Ce procédé se situe entre le moulage au sable et le moulage sous haute pression en termes de cadence de production, de tolérance et de coût.
Idéal pour : les pièces en aluminium de taille moyenne, telles que les roues, les pistons et les composants de suspension, qui nécessitent une solidification contrôlée et des propriétés mécaniques supérieures.
Moulage par centrifugation
Le moulage par centrifugation consiste à faire tourner le moule à grande vitesse afin d'utiliser la force centrifuge pour répartir uniformément le métal en fusion. Ce procédé repousse naturellement les impuretés vers la surface interne, ce qui permet d'obtenir une structure externe dense et exempte de défauts.
Idéal pour : les pièces cylindriques telles que les tambours de frein, les chemises de cylindre et les paliers.
Matériaux utilisés dans la fonderie automobile
Alliages d'aluminium
L'aluminium est le matériau de moulage le plus utilisé dans l'industrie automobile, représentant plus de 51 % de l'ensemble des métaux moulés utilisé dans la construction automobile. En 2020, les véhicules nord-américains contenaient en moyenne environ 208 kg d'aluminium, un chiffre qui devrait atteindre 258 kg d'ici 2030, à mesure que la tendance à l'allègement s'accentue.
Les alliages d'aluminium couramment utilisés dans la fonderie automobile comprennent les alliages A356, A380 et ADC12. Ces alliages offrent une excellent rapport résistance/poids , la résistance à la corrosion et la conductivité thermique. On retrouve des pièces moulées en aluminium dans les blocs-moteurs, les culasses, les carters de boîte de vitesses, les roues, les éléments structurels et les boîtiers de batteries pour véhicules électriques.
À lui seul, le secteur du moulage sous pression d'aluminium devrait atteindre 41,5 milliards de dollars d'ici 2030, avec un taux de croissance annuel composé (TCAC) supérieur à 7 %.
Fonte
La fonte — en particulier la fonte grise et la fonte ductile (nodulaire) — reste indispensable pour les composants qui doivent absorber les vibrations, résister à l'usure ou supporter des cycles thermiques extrêmes. Les disques de frein, les chemises de cylindre et les blocs-moteurs à usage intensif sont encore couramment fabriqués en fonte. Les excellentes propriétés d'amortissement de la fonte grise la rendent irremplaçable dans les applications de freinage.
Alliages de magnésium
Le magnésium est environ 33 % plus léger que l'aluminium, ce qui en fait un matériau intéressant pour la fabrication de tableaux de bord, armatures de volant , les couvercles de soupapes et les châssis de sièges. Cependant, le coût élevé du magnésium en tant que matière première et son inflammabilité lors de la fusion ont freiné son adoption. La disponibilité croissante du magnésium — les États-Unis en ont produit environ 50 000 tonnes en 2018 — et l'amélioration des formulations d'alliages élargissent progressivement son champ d'application dans le domaine de la fonderie automobile.
Alliages de zinc
Le moulage sous pression du zinc est apprécié pour sa précision dimensionnelle, sa capacité à produire des pièces à parois minces et son faible point de fusion, qui prolonge la durée de vie des moules. Le marché des pièces automobiles moulées sous pression en zinc couvre des applications telles que les boîtiers de serrures, les lève-vitres, les composants du système d'alimentation en carburant et les boîtiers de capteurs, où des tolérances serrées et des détails fins sont essentiels.
Alliages d'acier
Les pièces moulées en acier sont utilisées lorsque la résistance mécanique et la résistance aux chocs sont indispensables — par exemple pour les composants de suspension, les carters d'essieux et les pièces structurelles critiques pour la sécurité. Le moulage de l'acier étant plus coûteux que celui de la fonte ou de l'aluminium, son utilisation est ciblée.

Alliages de cuivre
Les pièces moulées à base de cuivre sont utilisées dans les connecteurs électriques, les douilles de roulement et les composants des systèmes de refroidissement, où la conductivité thermique ou électrique constitue l'exigence principale de conception.
| Matériau | Densité (g/cm³) | Résistance à la traction (MPa) | Avantage clé | Applications typiques |
|---|---|---|---|---|
| Aluminium (A356) | 2,68 | 230–280 | Léger, recyclable | Blocs-moteurs, roues, carters |
| Fonte grise | 7,15 | 150–400 | Amortissement des vibrations, résistance à l'usure | Disques de frein, chemises de cylindre |
| Fonte ductile | 7,10 | 400–700 | Haute résistance, ténacité | Vilebrequins, engrenages, suspension |
| Magnésium (AZ91D) | 1,81 | 230 | Ultra-léger | Poutres IP, châssis de sièges, capots |
| Zinc (Zamak 3) | 6,60 | 280 | Précision, parois minces | Boîtiers de serrure, connecteurs |
| Acier (8630) | 7,85 | 650–900 | Résistance aux chocs | Carter d'essieu, supports |
Marché de la moulage sous pression de pièces automobiles : taille et tendances
Le marché de la moulage sous pression de pièces automobiles était évalué à environ 49 milliards de dollars en 2025 et devrait atteindre 66 milliards de dollars d'ici 2030, avec un taux de croissance annuel composé (TCAC) supérieur à 6 %. Sur ce marché, le moulage sous pression de l'aluminium constitue le segment le plus important, avec un chiffre d'affaires d'environ 30 milliards de dollars, suivi par le zinc et le magnésium.
Dynamiques régionales
Asie-Pacifique est la région qui connaît la croissance la plus rapide et représente plus de 45 % du volume mondial de moulage. À elle seule, la Chine représente plus de 30 % du marché, grâce à une production automobile nationale massive et à l'expansion rapide de la fabrication de véhicules électriques.
Amérique du Nord détient la plus grande part de marché en valeur et bénéficie d'un regain d'investissements dans les fonderies nationales, en partie en réponse aux mesures tarifaires américaines prévues pour 2025 sur les composants moulés et les billettes d'aluminium importés. Ces droits de douane ont incité les équipementiers à repenser leurs stratégies d'approvisionnement mondial et à investir dans les capacités de moulage locales.
L'Europe conserve sa position de leader technologique, les fonderies allemandes étant à l'avant-garde des innovations en matière de moulage à grande échelle et de moulage sous haute pression pour les composants structurels des véhicules électriques.
Principaux facteurs de croissance du marché
-
Les obligations en matière d'allègement des véhicules — Les réglementations sur le rendement énergétique (telles que les normes CAFE de l'EPA américaine, qui visent une consommation de 54,5 mpg) poussent les constructeurs automobiles à remplacer l'acier par de l'aluminium moulé et du magnésium.
-
Croissance du marché des véhicules électriques — Les véhicules électriques nécessitent des pièces moulées spécialisées pour les boîtiers de batterie, les carters de moteur et les systèmes de gestion thermique, ce qui génère une demande entièrement nouvelle en matière de moulage.
-
Adoption du « megacasting » — Mis au point par Tesla, le « megacasting » utilise d'énormes machines de moulage sous pression (d'une force de serrage de plus de 9 000 tonnes) pour produire des sous-châssis complets en une seule opération, remplaçant ainsi des dizaines de pièces embouties et soudées.
-
Automatisation et IA — La robotique, les capteurs connectés à l'Internet des objets (IoT) et les contrôles qualité basés sur l'IA permettent de réduire les défauts et d'augmenter le rendement dans l'ensemble du secteur.
Moulage ou usinage CNC : quelle est la meilleure solution ?
C'est l'une des questions les plus fréquemment posées par les ingénieurs et les équipes chargées des achats. La réponse dépend entièrement de votre contexte de production.
Quand le casting fait la différence
Le moulage s'impose comme le choix évident lorsque vous avez besoin de volumes importants (généralement plus de 1 000 unités), de géométries internes complexes qui nécessiteraient un usinage multiaxial, ou de pièces de forme quasi-finale lorsqu'il est important de réduire au minimum le gaspillage de matière. Le coût unitaire d'une pièce moulée sous pression diminue considérablement à mesure que le volume augmente, car le coût élevé de l'outillage est amorti sur des milliers, voire des millions de cycles.
Pour un carter de transmission en aluminium moulé sous pression standard produit à raison de 100 000 unités par an, le coût unitaire peut être inférieur de 60 à 80 % à celui de l'usinage CNC d'une pièce de même géométrie à partir d'un bloc d'aluminium.
Quand l'usinage CNC fait la différence
L'usinage CNC est particulièrement adapté au prototypage, à la production en petites séries (moins de 500 unités) et aux pièces nécessitant des tolérances extrêmement strictes (moins de ±0,01 mm). Il n'y a pas de délai d'outillage : on passe directement du modèle CAO à la pièce finie. L'usinage s'avère également avantageux lorsqu'il faut changer rapidement de modèle, car il n'y a pas de matrices à modifier.
L'approche hybride
Dans la pratique, la plupart des pièces moulées destinées à l'automobile passent par les deux procédés. Une pièce est moulée dans une forme proche de la forme finale, puis usinée par commande numérique (CNC) au niveau des surfaces d'assemblage critiques, des alésages de roulements et des trous filetés. Cette approche hybride permet de bénéficier des avantages économiques du moulage tout en garantissant une précision de niveau usinage là où cela est essentiel.
| Moulage | Moulage | Usinage CNC |
|---|---|---|
| Volume idéal | Plus de 1 000 unités | 1 à 500 unités |
| Coût des outillages | Élevé (10 000 $ à 500 000 $ et plus) | Aucun (programmation uniquement) |
| Coût unitaire à volume élevé | Très faible | Élevé |
| Complexité géométrique | Excellente | Bonne (limitée par l'accès aux outils) |
| Finition de surface | Moyenne (peut nécessiter une finition) | Excellente |
| Tolérance dimensionnelle | ±0,1–0,5 mm (moulage sous pression) | ±0,005–0,05 mm |
| Délai de livraison (première pièce) | 8 à 16 semaines (outillage) | 1 à 5 jours |
| Gaspillage de matière | Faible (fabrication par ajout de matière) | Élevé (fabrication par enlèvement de matière) |
Le rôle de la fonderie dans les véhicules électriques
Le passage des moteurs à combustion interne (ICE) aux groupes motopropulseurs électriques est en train de transformer le secteur de la fonderie plutôt que de le réduire. Si les véhicules électriques (VE) suppriment de nombreux composants moulés traditionnels — pistons, culasses, collecteurs d'échappement —, ils en introduisent de nouveaux qui sont souvent plus volumineux et plus complexes sur le plan technique.
Nouvelles applications de moulage spécifiques aux véhicules électriques
-
Boîtiers et plateaux de batterie — Grandes pièces moulées plates en aluminium qui protègent les blocs-batteries et servent d'éléments structurels.
-
Carter de moteur — Nécessitent des géométries internes précises et une excellente gestion thermique.
-
Boîtiers pour onduleurs et composants électroniques de puissance — Aluminium moulé sous pression avec canaux de refroidissement intégrés .
-
Méga-pièces moulées structurelles — La pièce moulée sous le châssis arrière de Tesla, fabriquée sur une presse Giga Press de 9 000 tonnes, a permis de remplacer plus de 70 pièces embouties par une seule pièce moulée sous pression. En septembre 2023, Tesla a indiqué que cette approche avait permis de réduire les coûts de fabrication de 40 % et le poids de la carrosserie de 10 %.
La révolution du mégamoulage
Le « megacasting » — également appelé « gigacasting » — est sans doute l'innovation la plus importante dans le domaine de la fonderie automobile depuis des décennies. En octobre 2023, L.K. Technology a lancé une presse à moulage sous pression de 16 000 tonnes, la plus grande au monde, spécialement conçue pour la production de pièces structurelles intégrées destinées aux véhicules à énergie nouvelle. En janvier 2024, Neta et LK Technology ont annoncé une collaboration portant sur une machine dépassant les 20 000 tonnes.
Ces machines permettent aux équipementiers de regrouper l'ensemble des sous-structures d'un véhicule — parties inférieures avant et arrière, planchers et même structures latérales — en une ou deux pièces moulées. Il en résulte une réduction du nombre de pièces, une diminution des outillages, des chaînes de montage plus courtes et une baisse des coûts de fabrication. Presque tous les grands constructeurs automobiles, de Toyota à Volvo, investissent désormais dans des capacités de moulage à grande échelle.
Contrôle qualité et défauts courants
Les pièces moulées destinées à l'automobile doivent répondre à des normes de qualité rigoureuses, car nombre d'entre elles remplissent des fonctions structurelles ou essentielles à la sécurité. Parmi les défauts courants des pièces moulées et les stratégies visant à les atténuer, on peut citer :
Porosité — Gaz emprisonnés ou vides de retrait à l'intérieur de la pièce moulée. Le moulage sous vide et la conception optimisée des canaux d'alimentation permettent de réduire la porosité au minimum. Les taux de rebut pour le moulage sous vide s'élèvent en moyenne à environ 5 %, contre 8 % pour le moulage sous pression classique.
Fermetures à froid — Ce défaut survient lorsque deux flux de métal en fusion se rencontrent sans parvenir à fusionner complètement, créant ainsi un joint visible. Un contrôle adéquat de la température du moule et une conception appropriée des canaux d'injection permettent d'éviter ce défaut.
Des larmes brûlantes — Fissures qui se forment lors de la solidification en raison d'un refroidissement inégal. Le choix de l'alliage et les ajustements apportés à la conception du moule constituent les principales mesures correctives.
Défauts de moulage — Remplissage incomplet de la cavité du moule, généralement dû à une température du métal ou à une pression d'injection insuffisante.
Dérive dimensionnelle — Un écart progressif par rapport aux dimensions cibles à mesure que les matrices s'usent au fil de milliers de cycles. Le contrôle statistique des processus (SPC) et l'entretien régulier des matrices permettent de maintenir les pièces dans les limites des spécifications.
Les fonderies modernes ont recours à des contrôles qualité basés sur l'intelligence artificielle pour détecter les défauts en temps réel. En janvier 2025, KUKA Robotics s'est associé à des fabricants de pièces moulées sous pression pour mettre en place des systèmes d'inspection robotisés et basés sur l'IA qui ont permis d'augmenter le rendement de production de 30 % et de réduire les défauts de 20 %.
Impact environnemental et développement durable
La fonderie est un secteur très gourmand en énergie : la fusion des métaux nécessite un apport de chaleur considérable, et les fonderies ont toujours été d’importantes sources d’émissions industrielles. Cependant, ce secteur réalise des progrès tangibles en matière de développement durable.
Recyclage de l'aluminium est le levier le plus efficace. Le recyclage de l'aluminium ne nécessite qu'environ 5 % de l'énergie requise pour produire de l'aluminium primaire à partir de minerai de bauxite . Étant donné que l'aluminium moulé conserve ses propriétés indéfiniment grâce au recyclage, les systèmes en circuit fermé mis en place dans les fonderies permettent de réduire considérablement tant la consommation d'énergie que les coûts liés aux matières premières.
La fabrication de pièces moulées légères permet de réduire les émissions tout au long du cycle de vie. Chaque kilogramme de poids retiré d'un véhicule permet d'économiser environ 20 kg de CO₂ sur toute sa durée de vie. Les programmes industriels visant à remplacer les composants lourds en acier et en fer par des pièces moulées en aluminium et en magnésium ont permis, au total, de réduire les émissions de CO₂ du secteur automobile d'environ 40 millions de tonnes par an.
Technologies vertes émergentes progressent rapidement. Des fours à induction fonctionnant à l'hydrogène, des liants à base de matières biologiques pour le moulage au sable vert et des opérations de fonderie alimentées à l'énergie solaire font actuellement l'objet d'essais pilotes ou sont déjà déployés à l'échelle commerciale. Plusieurs grandes fonderies se sont engagées à atteindre la neutralité carbone d'ici 2035.
OEM ou OES : comprendre les classifications des pièces automobiles
Si vous travaillez dans le domaine de l'approvisionnement automobile ou des pièces de rechange, il est essentiel de bien comprendre la différence entre les termes « OEM » et « OES ».
Fabricant d'équipement d'origine (OEM) désigne les pièces fabriquées par — ou pour le compte de — le constructeur automobile. Lorsque vous achetez une pièce de rechange chez un concessionnaire Toyota portant le logo Toyota, il s'agit d'une pièce d'origine. Elle peut avoir été moulée par un fournisseur tel que Nemak ou Endurance Technologies, mais elle a été fabriquée conformément aux spécifications et aux normes de qualité exactes de Toyota.
OES (fournisseur d'équipement d'origine) Cela désigne le même fournisseur vendant la même pièce — souvent fabriquée sur la même chaîne de production — mais sous sa propre marque plutôt que sous celle du constructeur automobile. Les pièces OES sont fonctionnellement identiques aux pièces OEM, mais leur prix est généralement inférieur, car elles ne subissent pas la marge bénéficiaire appliquée par le constructeur automobile.
Pour les pièces automobiles moulées telles que les disques de frein, les carters de pompe à eau et les moyeux de roue, les pièces OES constituent une alternative économique aux pièces de rechange d'origine, sans pour autant compromettre la qualité ni la précision d'ajustage.
Le moulage sous pression est-il un métier difficile ?
Le moulage sous pression est un métier physiquement exigeant qui requiert des compétences techniques. Les opérateurs travaillent dans des environnements caractérisés par une chaleur extrême — l'aluminium fondu dépasse les 660 °C (1 220 °F) —, du bruit et la présence de machines lourdes. Ce travail exige de la précision et le souci du détail, car la moindre erreur dans le contrôle de la température, le timing de l'injection ou l'alignement du moule entraîne la production de pièces défectueuses.
Cela dit, le secteur a connu une transformation profonde grâce à l'automatisation. Les cellules modernes de moulage sous pression sont fortement robotisées : les robots se chargent désormais des opérations de coulée, d'extraction des pièces, de trempe et de parage, qui étaient autrefois effectuées manuellement. Le rôle du technicien en moulage sous pression a évolué, passant du travail physique à la surveillance des processus, au contrôle qualité et à la programmation des machines.
Les perspectives de carrière dans le domaine du moulage sous pression sont très prometteuses. Le secteur est confronté à une pénurie de main-d'œuvre qualifiée bien documentée, due au départ à la retraite de techniciens expérimentés, ce qui génère une forte demande d'opérateurs qualifiés, de concepteurs de moules, de métallurgistes et d'ingénieurs des procédés. Des organisations telles que NADCA (Association nord-américaine de la fonderie sous pression) proposent des programmes de certification susceptibles d'accélérer l'évolution de carrière.
Programmes de certification et de formation de la NADCA
Perspectives d'avenir
Plusieurs tendances convergentes vont marquer le secteur de la fonderie de pièces automobiles au cours de la prochaine décennie.
Le « megacasting » va se généraliser. Les machines d'une capacité comprise entre 12 000 et plus de 20 000 tonnes deviendront la norme dans les grandes usines des équipementiers, ce qui permettra de regrouper davantage de pièces et de réduire les coûts. D'ici 2028-2030, on peut s'attendre à ce que les plateformes de véhicules de taille moyenne et compacte — et pas seulement les véhicules électriques haut de gamme — adoptent des structures « megacast ».
De nouveaux alliages permettront d'élargir les possibilités. Les alliages d'aluminium à haute résistance et traitables thermiquement, ainsi que les formulations avancées à base de magnésium, permettront aux pièces moulées de remplacer les pièces forgées et l'acier à haute résistance dans des applications où la sécurité est primordiale.
Jumeaux numériques et simulation permettra de réduire les cycles de développement. La simulation informatique du remplissage des moules, de la solidification et des contraintes thermiques est déjà largement répandue, mais l'intégration des données de production en temps réel dans les modèles de jumeaux numériques permettra d'optimiser davantage le rendement et la qualité.
Le développement durable deviendra un facteur de différenciation concurrentiel. Les constructeurs automobiles évaluent de plus en plus leurs fournisseurs non seulement sur la base des coûts et de la qualité, mais aussi en fonction de leur empreinte carbone. Les fonderies capables de démontrer qu'elles mènent des activités à faible empreinte carbone — grâce à l'utilisation de matériaux recyclés, aux énergies renouvelables et à la conception de procédés efficaces — bénéficieront d'un traitement préférentiel en matière d'approvisionnement.
Outillage imprimé en 3D continuera de révolutionner le prototypage. Les moules en sable imprimés, voire les inserts de moules imprimés, permettront de réduire les délais de développement de plusieurs mois à quelques semaines, facilitant ainsi des itérations plus rapides tout au long du développement des véhicules.
Foire aux questions
Quelles pièces automobiles sont fabriquées par moulage ?
Les pièces automobiles les plus couramment moulées comprennent les blocs-moteurs, les culasses, les pistons, les carters de boîte de vitesses, les disques de frein, les jantes en alliage, les bras de suspension, les fusées d'essieu, les carters de turbocompresseur et les carters d'huile. Dans les véhicules électriques, les boîtiers de batterie et les carters de moteur sont également fabriqués par moulage. Le moulage est utilisé dans les systèmes du moteur, de la transmission, du châssis, des freins et de la carrosserie.
Le moulage sous pression est-il un travail difficile ?
Le moulage sous pression est un métier exigeant qui implique de travailler à proximité de métal en fusion à des températures dépassant les 660 °C, de manipuler des machines lourdes et de respecter des normes de qualité rigoureuses. Cependant, l'automatisation croissante a transféré une grande partie de la charge physique aux robots, les opérateurs humains se concentrant davantage sur le contrôle des processus, la programmation et l'assurance qualité. Il s'agit d'un métier qualifié offrant de solides perspectives de carrière.
L'usinage CNC est-il plus performant que le moulage ?
Aucun de ces procédés n'est systématiquement supérieur : le choix approprié dépend du volume, de la complexité et des exigences en matière de tolérances. L'usinage CNC excelle dans le prototypage et la production en petites séries, grâce à une mise en place rapide et à des tolérances extrêmement serrées. Le moulage sous pression devient plus rentable à partir de volumes élevés (généralement au-delà de 1 000 unités), car les coûts d'outillage sont amortis. La plupart des pièces automobiles font l'objet d'une approche hybride : moulage en forme quasi-finale, puis usinage CNC sur les surfaces critiques.
Que sont les termes OEM et OES ?
OEM signifie « Original Equipment Manufacturer » (fabricant d'équipement d'origine) : il s'agit de pièces fabriquées selon les spécifications du constructeur automobile et vendues sous sa marque. OES signifie « Original Equipment Supplier » (fournisseur d'équipement d'origine) : le même fabricant qui produit les pièces OEM vend des composants identiques sous sa propre marque, généralement à un prix inférieur. Pour les pièces automobiles moulées, telles que les disques de frein et les carters de pompe, les pièces OES offrent la même qualité que les pièces OEM à un coût réduit.
Quels métaux sont utilisés dans la fonderie automobile ?
Les principaux métaux utilisés sont les alliages d'aluminium (les plus courants, représentant plus de 51 % du volume de moulage), la fonte (grise et ductile), les alliages de magnésium, les alliages de zinc, l'acier et les alliages de cuivre. Chaque matériau est choisi en fonction des exigences mécaniques, thermiques et de poids de la pièce.
Qu'est-ce que le « megacasting » et pourquoi est-ce important ?
Le « megacasting » (ou « gigacasting ») fait appel à des machines de moulage sous pression de très grande taille — dotées d’une force de serrage de 6 000 tonnes et plus — pour produire des sous-châssis complets en une seule opération. Cette technique remplace des dizaines de pièces embouties et soudées individuellement, ce qui permet de réduire le nombre de pièces, le temps d’assemblage, le poids et les coûts de fabrication. Tesla a été le pionnier de cette approche, et la plupart des grands constructeurs automobiles investissent désormais dans cette technologie.
En quoi la fonderie automobile contribue-t-elle au développement durable ?
La fonderie automobile contribue au développement durable grâce au recyclage de l'aluminium (qui ne nécessite que 5 % de l'énergie requise pour la production primaire), à l'allègement des véhicules (qui réduit la consommation de carburant et les émissions), aux systèmes de récupération des matériaux en circuit fermé, ainsi qu'aux technologies vertes émergentes telles que les fours fonctionnant à l'hydrogène et les liants de moules d'origine biologique.
Quelle est la différence entre le moulage au sable et le moulage sous pression pour les pièces automobiles ?
Le moulage au sable utilise des moules en sable à usage unique et convient parfaitement aux pièces de grande taille, aux petites séries et au prototypage, offrant une grande souplesse de conception à un faible coût d'outillage. Le moulage sous pression utilise des moules en acier réutilisables sous haute pression et est adapté à la production en grande série de pièces précises à la surface lisse. Le moulage au sable permet d'utiliser pratiquement n'importe quel alliage, tandis que le moulage sous pression se limite généralement à l'aluminium, au zinc et au magnésium.
Conclusion
Le moulage de pièces automobiles n'est pas seulement une technique de fabrication traditionnelle : c'est une discipline en constante évolution, axée sur la technologie, qui est au cœur de la production automobile moderne. Du bloc-moteur d'une berline classique aux pièces moulées de grande taille qui constituent la structure des derniers SUV électriques, les composants moulés déterminent les performances des véhicules, leur poids et l'efficacité de leur fabrication.
Que vous soyez un ingénieur chargé d'évaluer différentes options de processus, un responsable des achats chargé de gérer l'approvisionnement auprès des équipementiers (OEM) et des fournisseurs de services d'ingénierie (OES), ou encore un observateur du secteur qui suit l'essor du « megacasting », la maîtrise des principes fondamentaux de la fonderie automobile vous confère un avantage décisif.
La voie à suivre pour le secteur est claire : des alliages plus légers, des pièces moulées plus grandes, une automatisation plus intelligente et des processus plus respectueux de l'environnement. Les entreprises qui investissent dès aujourd'hui dans ces capacités seront à la pointe de la construction automobile de la prochaine génération.
Prêt à découvrir les solutions de moulage adaptées à votre projet ? Contactez notre équipe d'ingénieurs pour une consultation gratuite sur le choix des matériaux, l'optimisation des processus et l'analyse des coûts.
Demander un devis de moulage
Découvrez nos capacités de moulage
Notes de bas de page
1. Présentation des logiciels d'IAO et de leurs applications dans l'industrie manufacturière moderne.
2. Explication scientifique du transfert de chaleur et de la conductivité thermique des matériaux.
3. Informations sur les aciers à outils utilisés pour la fabrication de moules industriels durables.
4. Informations détaillées sur le procédé de moulage au sable et la préparation des moules.
5. Découvrez comment les systèmes EGR réduisent les émissions des moteurs à combustion interne.
6. Présentation détaillée des atouts spécifiques dans les domaines de l'ingénierie aérospatiale et automobile.
7. Histoire et composants structurels des volants de voiture.
8. Aperçu des techniques de refroidissement par liquide utilisées dans les systèmes électroniques avancés des véhicules électriques.
9. Informations géologiques et industrielles sur la bauxite, principale source d'aluminium.


