في التصنيع الدقيق
للصب
، يعتبر ”الضغط بالقالب الشمعي“ عملية تحضيرية حاسمة لتحقيق هياكل معقدة ومكونات عالية الدقة —— من خلال صب الشمع المنصهر في قوالب شمعية مطابقة للصب النهائي، يمكن للمهندسين إنشاء قوالب استثمار وإنتاج مصبوبات دقيقة في نهاية المطاف. من شفرات التوربينات الفضائية المعقدة إلى مكونات الأجهزة الطبية، فإن قدرة ”التكرار الدقيق“ للضغط بالقالب الشمعي لا غنى عنها. ومع ذلك، غالبًا ما يطرح الممارسون في هذا المجال أسئلة مثل: ”كيف يختلف ضغط القوالب الشمعية عن الصب التقليدي؟“ ”ما الذي يضمن دقة أبعاد القوالب الشمعية؟“ ”هل هناك اختلافات في تقنيات ضغط القوالب الشمعية باختلاف أنواع المواد؟“ اليوم، سوف نستكشف الأساسيات التقنية لضغط القوالب الشمعية من خلال أربعة أبعاد: مبادئ العملية، والإجراءات الأساسية، ومراقبة الجودة، وسيناريوهات التطبيق، مع توضيح قيمتها الأساسية في الصب الدقيق.
Translated with DeepL.com (free version)
المنطق الأساسي لصب القوالب بالشمع هو تكرار الدقة باستخدام ”نموذج شمعي“ وتحقيق ”تشكيل شبه صافي“ للمسبوكات.
يعد صب الضغط بالشمع (المعروف أيضًا باسم ”ضغط قالب الشمع“) أول عملية حاسمة في الصب الدقيق (مثل الصب بالشمع المفقود)، حيث يستخدم بشكل أساسي تقنية النسخ ”الشمع مقابل الفولاذ“ ——. تتضمن العملية تشكيل مادة الشمع في نموذج شمعي يتطابق تمامًا مع الصب النهائي من خلال عملية القولبة. تتيح الإجراءات اللاحقة، بما في ذلك طلاء القشرة وإزالة الشمع والخبز والسكب، للمعدن المنصهر أن يملأ بدقة التجويف الذي خلفه نموذج الشمع، مما ينتج في النهاية مصبوبات ذات دقة أبعاد عالية وجودة سطح فائقة. تكمن أكبر ميزة لهذه التقنية في قدرتها على ”التشكيل شبه النهائي“ - حيث تتطلب الحد الأدنى من المعالجة الآلية بعد الصب، ولا تحتاج سوى إلى لمسات نهائية بسيطة لتلبية المواصفات، مما يقلل بشكل كبير من هدر المواد وتكاليف المعالجة.
بالمقارنة مع الصب الرملي التقليدي ، يكمن الاختلاف الأساسي في صب الشمع في ”القالب والوسط“:
- يستخدم قالب الصب الرملي التقليدي كجوف، مع دقة منخفضة (تفاوت أبعاد IT12-IT14)، سطح خشن (Ra50-12.5μm)؛
- تستخدم القوالب المصبوبة بالشمع قوالب معدنية لضغط نماذج الشمع، حيث تصل دقة نماذج الشمع إلى درجات IT8-IT10 وخشونة سطح Ra1.6-3.2μm. وبناءً على ذلك، يمكن للمسبوكات المنتجة الحفاظ على دقة مستقرة عند درجات IT9-IT11 وخشونة سطح Ra3.2-6.3μm، مما يجعلها مناسبة بشكل خاص لتصنيع الهياكل المعقدة (مثل الثقوب متعددة التجاويف والجدران الرقيقة والأسطح المنحنية غير المنتظمة).
العملية الأساسية للصب بالقالب: من تحضير الشمع إلى تشكيل قالب الشمع، تؤثر كل خطوة على جودة الصب
يبدو صب الشمع بالقالب بسيطًا، ولكنه في الواقع يتضمن ”تركيبة مادة الشمع، وتسخين القالب مسبقًا، والتحكم في معلمات الضغط، وتشذيب نموذج الشمع“ وغيرها من المراحل الرئيسية. تحدد تفاصيل العملية في كل مرحلة بشكل مباشر جودة نموذج الشمع، ومن ثم تؤثر على دقة ومعدل جودة الصب النهائي.
1. تحضير الشمع: اختيار مادة الشمع المناسبة هو أساس جودة قالب الشمع
أداء مادة الشمع (مثل نقطة الانصهار والصلابة ومعدل الانكماش) هو العامل الأساسي الذي يؤثر على صب أجزاء الشمع. يجب اختيار تركيبة مادة الشمع المناسبة وفقًا لمتطلبات المواد والدقة للمسبوكات. في الوقت الحالي، هناك نوعان رئيسيان من مواد الشمع المستخدمة في الصناعة:
- مادة الشمع الأساسية: مخلوطة بالبارافين (بنسبة 60٪-80٪) وحمض دهني (20٪-40٪)، مع نقطة انصهار منخفضة (50-60 درجة مئوية)، وسيولة جيدة، وسهولة في ضغط قوالب الشمع المعقدة، وتكلفة منخفضة، ومناسبة لسبائك الألومنيوم وسبائك النحاس وأجزاء الصب الأخرى ذات درجة الحرارة المتوسطة والمنخفضة.
- مادة شمعية أساسها الصنوبري: خليط من الصنوبري (30٪-50٪ بالوزن) وشمع البارافين والشمع المعدني ذو درجة انصهار عالية (70-85 درجة مئوية) وصلابة عالية (صلابة شور ≥25) ومعدل انكماش منخفض (انكماش خطي 0.8٪-1.2٪). وهي مناسبة لصب المكونات عالية الحرارة مثل الفولاذ المقاوم للصدأ والسبائك عالية الحرارة، مما يمنع بشكل فعال تشوه القالب أثناء العمليات اللاحقة مثل طلاء القشرة والخبز.
عند تحضير مواد الشمع، من الضروري التحكم الدقيق في درجة الحرارة وسرعة التحريك: قم بتسخين مادة الشمع إلى حالة منصهرة (درجة حرارة 10-15 درجة مئوية فوق نقطة الانصهار، على سبيل المثال، شمع أساسه البارافين يتم تسخينه إلى 60-75 درجة مئوية)، مع الحفاظ على سرعة تحريك 30-50 دورة في الدقيقة لضمان التوزيع المتساوي للمكونات والقضاء على فقاعات الهواء. —— إذا دخلت فقاعات هواء إلى مادة الشمع، فسوف تظهر مسام في الأجزاء المصبوبة من الشمع، مما قد يؤدي إلى ظهور ثقوب رملية في عمليات الصب اللاحقة.
2. التسخين المسبق للقالب ورش عامل إزالة القالب: ضمان إزالة القالب الشمعي بسلاسة وتجنب تلف السطح
قالب الصب بالشمع مصنوع في الغالب من المعدن (مثل الفولاذ 45# و Cr12MoV)، وهناك تحضيران أساسيان مطلوبان قبل الضغط:
- تسخين القالب مسبقًا: قم بتسخين القالب إلى درجة حرارة قريبة من درجة انصهار مادة الشمع (على سبيل المثال، 45-55 درجة مئوية لمواد الشمع القائمة على البارافين، و55-65 درجة مئوية لمواد الشمع القائمة على الصنوبري). إذا كانت درجة حرارة القالب منخفضة جدًا، فإن مادة الشمع ستتصلب بسرعة عند ملامستها، مما يقلل من سيولتها ويؤدي إلى عدم ملء التفاصيل المعقدة لتجويف القالب. وعلى العكس من ذلك، قد تؤدي درجات الحرارة المفرطة إلى التصاق الشمع بسطح القالب، مما يؤدي إلى حدوث خدوش على السطح أثناء إزالة القالب.
- رش عامل إزالة القالب: ضع طبقة رقيقة من عامل الإزالة (مثل الأنواع التي تحتوي على السيليكون أو الصابون) بشكل متساوٍ على سطح تجويف القالب لإنشاء طبقة تشحيم تضمن إزالة القالب الشمعي بسلاسة. تحكم بدقة في كمية عامل إزالة القوالب المستخدم ——: قد يؤدي الاستخدام غير الكافي إلى التصاق نموذج الشمع بالقالب، بينما يؤدي الاستخدام المفرط إلى ترك بقايا عامل إزالة القوالب على السطح. تضعف هذه البقايا الالتصاق بين الطلاء ونموذج الشمع أثناء تطبيق الغلاف اللاحق، مما يؤدي إلى ظهور سطوح محفورة على المسبوكات.
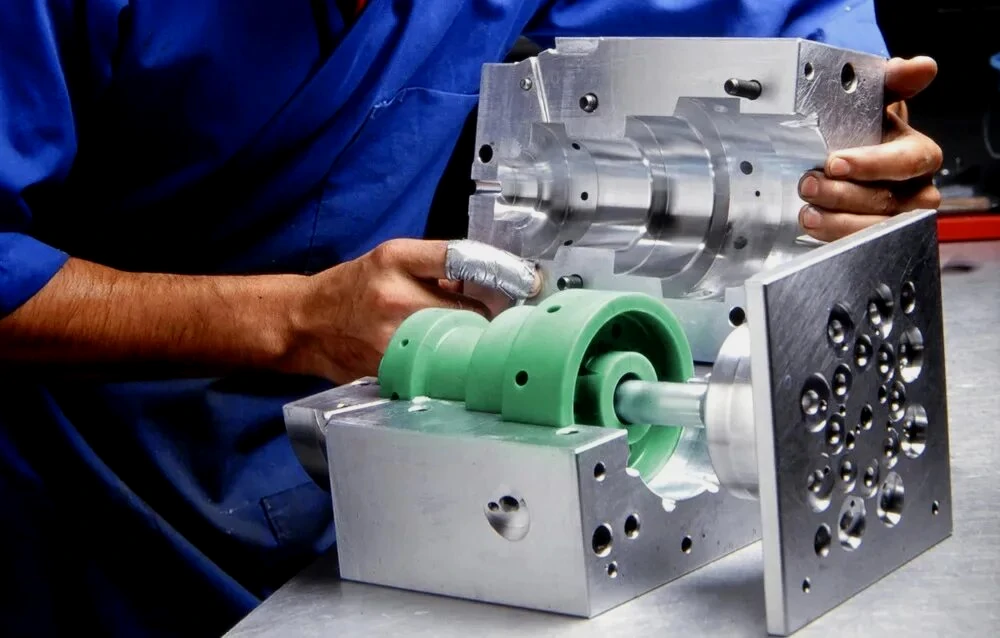
3. ضغط نموذج الشمع: التحكم في ”الضغط والحرارة والوقت“ لإعادة إنتاج التجويف بدقة
تشكيل الشمع هو العملية الأساسية. يتم ضغط مادة الشمع المنصهرة في تجويف القالب بواسطة آلة الصب بالقالب. يجب ضبط المعلمات الرئيسية وفقًا لنوع مادة الشمع وهيكل المسبوكات:
- يجب الحفاظ على ضغط القالب بشكل عام بين 0.5-5 ميجا باسكال. بالنسبة للأنماط الشمعية البسيطة (مثل الألواح المسطحة)، يمكن ضبط الضغط على 0.5-1.5 ميجا باسكال. ومع ذلك، بالنسبة للهياكل المعقدة مثل القوالب متعددة التجاويف أو المكونات ذات الجدران الرقيقة، يجب زيادة الضغط إلى 2-5 ميجا باسكال لضمان ملء كل تفاصيل التجويف بالكامل. قد يتسبب الضغط المفرط في تشوه القالب، بينما يؤدي الضغط غير الكافي إلى كثافة شمع غير كافية، مما يؤدي إلى مشاكل المسامية.
- وقت الاحتفاظ بالضغط: أي الوقت اللازم للحفاظ على الضغط بعد أن تملأ مادة الشمع التجويف، وعادة ما يكون من 5 إلى 20 ثانية. إذا كان وقت الاحتفاظ بالضغط غير كافٍ، فسيتم تحرير الضغط قبل أن تتصلب مادة الشمع تمامًا، مما يسهل انكماش وتشوه قالب الشمع؛ إذا كان الوقت طويلاً جدًا، فسيؤدي ذلك إلى زيادة دورة الإنتاج وتقليل الكفاءة.
- وقت إزالة القالب: المدة اللازمة لفتح القالب وإزالة نموذج الشمع بعد انتهاء الاحتفاظ بالضغط. يجب إجراء عملية إزالة القالب عندما يتصلب مادة الشمع تمامًا مع الاحتفاظ بمرونة كافية (عادةً ما يكون ذلك بعد 3-10 ثوانٍ من الاحتفاظ بالضغط). قد تؤدي إزالة القالب قبل الأوان إلى قوة غير كافية وهشاشة نموذج الشمع، بينما قد تؤدي إزالة القالب المتأخرة إلى انكماش تبريد مفرط وزيادة الانحرافات الأبعاد.
4. تقليم نموذج الشمع: إزالة العيوب والتأكد من أن الدقة تفي بالمعايير
يجب قص قالب الشمع المضغوط يدويًا أو ميكانيكيًا لإزالة نوعين من العيوب:
- بدل العملية: مثل قناة صب قالب الشمع، والوميض، والنتوءات، وهي أجزاء زائدة لا مفر منها في عملية صب القوالب
، والتي تحتاج إلى قصها بأدوات خاصة (مثل سكين الحرف اليدوية، وورق الصنفرة) لضمان أن شكل قالب الشمع يتوافق مع تصميم الصب. - عيوب السطح: افحص سطح النموذج الشمعي بحثًا عن عيوب مثل الفقاعات أو نقص المواد أو الخدوش. بالنسبة للفقاعات الصغيرة (قطرها ≤0.5 مم)، قم بإصلاحها عن طريق لحام المادة الشمعية وصقلها حتى تصبح ناعمة. بالنسبة للعيوب الشديدة مثل نقص المواد أو الخدوش، قم بتقييم قابليتها للإصلاح. يجب التخلص من النماذج الشمعية المعيبة وإعادة صنعها لمنع حدوث مشكلات في الجودة في عمليات الصب اللاحقة.
مراقبة جودة صب الأجزاء الشمعية: من الحجم إلى السطح، حماية ”خط الدفاع الأول“ للصب الدقيق
تحدد جودة قالب الشمع بشكل مباشر جودة الصب، لذا من الضروري إنشاء نظام كامل لمراقبة جودة العملية، مع التركيز على ثلاثة مؤشرات أساسية: دقة الأبعاد وجودة السطح وتوحيد الكثافة.

1. التحكم الدقيق في الأبعاد: من القالب إلى العملية، ضمانات متعددة
دقة حجم قالب الشمع هي أساس دقة حجم الصب، والتي يجب التحكم فيها من خلال ثلاثة مقاييس:
- معايرة دقة القالب: يجب ضمان دقة حجم التجويف (التفاوت المسموح به ±0.02-0.05 مم) أثناء معالجة القالب، ويجب معايرة حجم القالب بانتظام (كل 1000 قطعة من نموذج الشمع المنتج) باستخدام أداة قياس ثلاثية المحاور لتجنب انحراف حجم نموذج الشمع الناجم عن تآكل القالب.
- تعويض انكماش مادة الشمع: تنكمش مادة الشمع بعد التبريد، مما يتطلب تعويض الحجم أثناء تصميم القالب بناءً على معدل انكماش مادة الشمع (على سبيل المثال، 1.0٪-1.5٪ للشمع القائم على البارافين). على سبيل المثال، إذا كان حجم تصميم الصب 100 مم، فيجب ضبط تجويف القالب على 101-101.5 مم لضمان أن النموذج الشمعي يفي بالأبعاد المطلوبة بعد التبريد والانكماش.
- أخذ عينات الدفعة: يتم اختيار 5٪-10٪ من كل دفعة من نماذج الشمع عشوائيًا لاختبار الحجم ، مع التركيز على الأبعاد الرئيسية (مثل قطر فتحة التموضع والمسافة بين الأسطح المرجعية). إذا تجاوز انحراف الحجم التفاوت المسموح به (عادة ± 0.1 مم) ، فيجب تعديل معلمات مثل ضغط الضغط ووقت الانتظار لضمان استقرار دقة نموذج الشمع اللاحق.
2. مراقبة جودة السطح: القضاء على العيوب وضمان فعالية طبقة الطلاء
تؤثر جودة سطح قالب الشمع بشكل مباشر على جودة سطح المسبوكات، والتي يجب فحصها ومراقبتها:
- خشونة السطح: قم بقياس سطح قالب الشمع باستخدام مقياس خشونة السطح للتأكد من أن قيمة Ra أقل من أو تساوي 3.2 ميكرومتر. إذا كانت هناك أخاديد أو خدوش واضحة على السطح، فيجب صقلها وإصلاحها لتجنب حدوث عيوب مماثلة على سطح المسبوكات في المرحلة اللاحقة.
- الفقاعات ونقص المواد: من خلال الفحص البصري أو الفحص بالعدسة المكبرة لسطح قالب الشمع، لا يُسمح بوجود فقاعات بقطر < 0 >>0.5 مم أو نقص في المواد بمساحة >5 مم². ستؤدي هذه العيوب إلى ظهور ثقوب رملية ونقص في اللحم في الصب، مما سيؤثر على أداء الاستخدام.
- التشوه: بالنسبة للنماذج الشمعية النحيلة وذات الجدران الرقيقة (على سبيل المثال، الطول > 200 مم، السماكة < 2 مم)، يجب قياس الاستقامة والتسطيح باستخدام مقياس النسبة المئوية أو المنصة. يجب التحكم في التشوه في حدود 0.1 مم/م لتجنب تشوه الصب الذي يؤدي إلى انحناء المصبوبات في المرحلة اللاحقة.
3. التحكم في توحيد الكثافة: تجنب انكماش وتقلص المسبوكات
ستؤدي الكثافة غير المتساوية لقالب الشمع إلى سماكة غير متساوية لجدار التجويف بعد الصب والخبز اللاحقين، ومن السهل حدوث انكماش وثقوب انكماش عند صب السائل المعدني. المفتاح للتحكم في تماثل الكثافة هو:
- إزالة الهواء أثناء ذوبان الشمع: في عملية تسخين وذوبان مادة الشمع، يتم استخدام إزالة الهواء بالفراغ أو إزالة الهواء بالتقليب لإزالة الفقاعات في مادة الشمع وضمان كثافة موحدة لمادة الشمع (عادةً ما يتم التحكم في كثافة قالب الشمع عند 0.9-1.1 جم/سم³).
- العادم أثناء الضغط: قم بتعيين أخدود عادم (بعرض 0.1-0.2 مم وعمق 0.05-0.1 مم) في أعلى نقطة من تجويف القالب للسماح بتفريغ الهواء الموجود في تجويف القالب بسلاسة أثناء الضغط، وذلك لتجنب احتباس الهواء في قالب الشمع وتشكيل فقاعات وتأثير ذلك على تماثل الكثافة.
سيناريوهات التطبيق النموذجية لصب القوالب بالشمع: ما هي المصبوبات التي لا يمكن فصلها عن هذه العملية؟
يعد صب الشمع بالقالب أمراً لا غنى عنه في تصنيع المسبوكات الدقيقة في العديد من الصناعات نظراً لمزاياه المتمثلة في ”الدقة العالية والتكيف مع الهياكل المعقدة“. وفيما يلي ثلاثة سيناريوهات تطبيقية نموذجية:
1.
الفضاء الجوي
: مصبوبات معقدة من السبائك عالية الحرارة
في صناعة الطيران، تتميز المسبوكات مثل شفرات التوربينات وغرف احتراق المحركات عادةً بأسطح معقدة غير منتظمة وهياكل تبريد متعددة التجاويف، وغالبًا ما تكون مصنوعة من سبائك عالية الحرارة مثل GH4169. تتطلب هذه المكونات دقة أبعاد استثنائية (تفاوت ±0.05 مم) وجودة سطح فائقة. تقوم تقنية صب القوالب بتكرار هذه الأشكال الهندسية المعقدة بدقة. تحافظ النماذج الشمعية المصنوعة من مواد أساسها الصنوبري على سلامة الهيكل أثناء الحرق بدرجة حرارة عالية، مما يضمن تلبية المصبوبات لمعايير الأداء الديناميكي الهوائي والقوة الصارمة.
2.
الأجهزة الطبية
: ملحقات دقيقة من الفولاذ المقاوم للصدأ
لا تتطلب مكونات الصب في الأجهزة الطبية (مثل المفاصل الجراحية والملحقات القابلة للزرع) دقة أبعاد من الدرجة IT9 فحسب، بل تتطلب أيضًا تشطيبات سطحية خالية من العيوب لمنع نمو البكتيريا. تستخدم عملية الصب بالقالب مواد شمعية أساسها البارافين، مما ينتج مصبوبات ذات خشونة سطحية تبلغ Ra ≤1.6 ميكرومتر. ويحقق الصب بالشمع المفقود لمكونات الفولاذ المقاوم للصدأ خصائص سطحية من الدرجة الطبية دون الحاجة إلى معالجة مكثفة.
3.
قطع غيار السيارات
: مصبوبات خفيفة الوزن من سبائك الألومنيوم
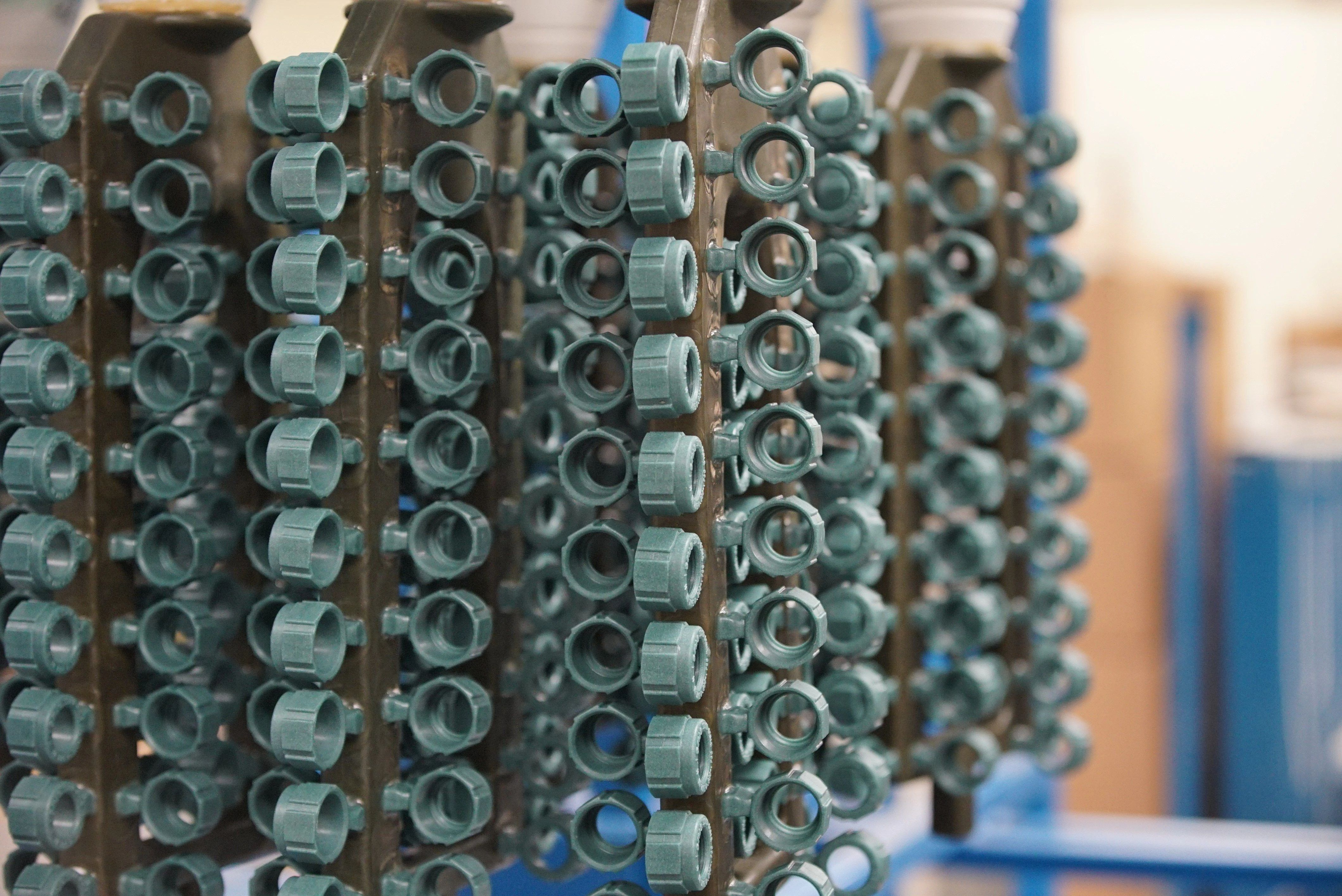
في ظل الاتجاه نحو تخفيف وزن السيارات، يتزايد عدد قطع الصب المعقدة المصنوعة من سبائك الألومنيوم (مثل أجسام صمامات ناقل الحركة ورؤوس أسطوانات المحرك) التي تعتمد على تقنية القولبة بالحقن بالشمع. يمكن للمواد الشمعية القائمة على البارافين، بفضل تكلفتها المنخفضة وسيولتها الممتازة، أن تنتج بسرعة نماذج شمعية تتميز بثقوب مرور زيت كثيفة التعبئة. بعد الصب، تظهر هذه المكونات دقة عالية في فتحات مرور الزيت (تفاوت ±0.1 مم)، مما يقلل من عمليات التصنيع اللاحقة ويخفض تكاليف الإنتاج مع تحقيق تصميم خفيف الوزن في المصبوبات.
الخلاصة
باعتبارها ”الخطوة الأولى“ في عملية الصب الدقيق، فإن عملية صب القوالب بالشمع تحدد بشكل مباشر دقة وأداء القوالب النهائية ——. تتطلب كل خطوة — بدءًا من اختيار تركيبات مواد الشمع وحتى التحكم في معلمات الضغط وفحص جودة القوالب — عملية تشغيل ومراقبة دقيقة. بالنسبة للمتخصصين في تصنيع الصب الدقيق، فإن فهم منطق العملية وأساسيات مراقبة الجودة في صب القوالب بالشمع يمكن أن يؤدي إلى تحسين سير العمل في الإنتاج، وزيادة معدلات إنتاجية الصب، وتعزيز القدرة التنافسية للمنتج.
إذا كان لديك أي أسئلة حول ”اختيار مادة الشمع للمسبوكات ذات المواد المختلفة“ و”مخطط الضغط لنماذج الشمع ذات الهياكل المعقدة“، يرجى ترك رسالة في قسم التعليقات. سنواصل مشاركة المزيد من المعرفة العلمية الشعبية المتعلقة بالصب بالقالب!